Файл: Контрольная работа по дисциплине "Технология производства".docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 25.10.2023
Просмотров: 318
Скачиваний: 10
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
| | Выполнил: студент гр. РК-500 Кузьмицкий Д.В. Проверил: кандидат технических наук, Курсин О.А |
Содержание
Задача 2.20 3
Задача 5.6 6
Задача 6.16 9
Задача 2.20
У цилиндрических втулок с наружным диаметром d = 80-0,2 мм ивнутренним D = 40+0,05 мм требуется фрезеровать шпоночный паз ширинойВ = 18+0,1 мм, выдерживая размер Н = 70-0,02 и h = 90+0,3 мм (рис. 1).Смещение оси шпоночного паза е относительно диаметральной плоскостивтулки недолжнопревышать0,1мм.Дляпроектированияприспособлениявыбратьоднуизшестипоказанныхсхемустановки,длякоторойрасчетнаяпогрешностьбазирования при выполнении размеров В, Н и h и отклонение от соосностиминимально.Максимальныйзазорприустановкезаготовкинапалециливовтулку Smax= 0,01 мм. Допуск на изготовление установочного пальца ицентрирующей втулкиравен0,02мм.Оценить возможные преимущества каждого метода базирования сточки зрения простоты и надежности установки. Для всех шести способовпоказатьтеоретическиесхемы базирования.Рисунок 1Решение:Расчётная схема для схемы А:Данная погрешность больше заданной.Расчётная схема для схемы Б:Данная удовлетворяет заданной.Расчётная схема для схемы В:Данная погрешность больше заданной.Расчётная схема для схемы Г:Данная погрешность больше заданной.Расчётная схема для схемы Д:Данная погрешность больше заданной.Расчётная схема для схемы Е:Данная погрешность удовлетворяет заданной.Вывод: заданной погрешности удовлетворяют схемы Б, Е. Более удобная схема Б, поэтому выберем её.
Задача 5.6
Нагоризонтально-расточномстанке2М615растачиваетсяотверстие диаметром D=60+0,12мм, d= в головке шатуна (рис. 2). Исходная заготовкаполучена методом горячей объемной штамповки из стали 45. Рассчитатьприпуск наобработку.Рисунок 2Решение:1) Маршрут:Поверхность обрабатывается за две операции: черновую и чистовую. Черновая операция выполняется за 1 установ и 1 переход. Чистовая операция выполняется за 1 установ и 2 перехода.2) Слагаемые припусков:1-й переход, черновая расточка (12-й квалитет точности).
Погрешность смещения складывается из погрешности расположения отверстия относительно технологической базы и перекоса оси отверстия ∆п. При обработке базовой плоскости Погрешность формы из-за коробления складывается из коробления по диаметру и по оси заготовки .2-й переход (чистовая расточка, 10-й квалитет точности):3-й переход (тонкая расточка, 8-й квалитет точности)Минимальный припуск по переходам:1-й переход 2-й переход 3-й переход Операционные размерыИсходная заготовка 47±1,0; черновая расточка 56,3+0,1; чистовая расточка 59,7+0,12; тонкая расточка 60+0,016.
Задача 6.16
На основании заданного эскиза спроектировать рабочий чертеж детали, разработать технологический маршрут обработки ее поверхностей, подобрать оборудование и вычертить теоретические схемы базирования для каждой операции (если на двух операциях может быть использована одна и та же схема базирования, то она вычерчивается только для первой операции). Исходная заготовка - штамповка из стали 40Х.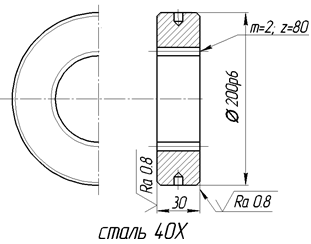
Решение:
| Операция | Станок | Установ | Переход | Инструмент | |
| 000 Заготовка | - |  | Прокат | - | |
| 005 Токарная черновая | 16К20Ф3 | Установ 1 (2,3): Установ 2 (1,3): Установ 3 (3): 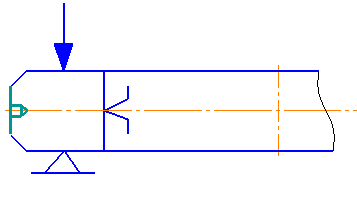 | 1. Подрезать торец 1 2. Центровать торец 1 3. Точить начерно 1 4. Сверлить отверстие 7 5. Рассверлить отверстие 7 6. Рассверлить отверстие 7 7. Расточить начерно отверстие 7 8. Расточить фаску 6 1. Подрезать торец 2 2. Точить начерно 2 3. Расточить фаску 5 1. Подрезать торец 3 2. Центровать 4,8 | 1. Резец подрезной 2. Сверло центровальное ϕ5 Р6М5 3. Проходной резец Т5К10 4. Сверло ϕ80 Р6М5 5. Сверло ϕ90 Р6М5 6. Сверло ϕ100 Р6М5 7. Расточная головка Р6М5 8. Расточная головка Р6М5 1. Резец подрезной 2. Проходной резец 3. Расточная головка Р6М5 1. Резец подрезной 2. Сверло центровальное ϕ5 Р6М5 | |
| 010 Протяжка | 7523 | Установ 1 (1,3): 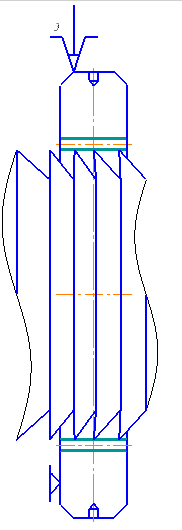 | 1. Протянуть зубья 7 | 1. Протяжка | |
| 020 Термическая | - | - | 1. ТВЧ | - | |
| 025 Плоско-шлифовальная | 3Л722В | Установ 1 (2): Установ 1 (1): | 1. Шлифовать 1 1. Шлифовать 2 | 1. Шлифовальный круг 1 320х240х80WAT 120 06 VA30 1. Шлифовальный круг 1 320х240х80WAT 120 06 VA30 | |
| 030 Зубошевинговальная | - | Установ 1 ( 1,3 ) | 1. Шевинговать зубья 7 | 1. Шевер | |
| 035 Слесарная | - | - | Удалить заусенцы | Верстак | |
| 040 Моечная | - | - | - | Машина моечная | |
| 045 Контрольная | - | - | - | Стол контрольный | |