Файл: Гбпоу Пермский политехнический колледж им. Н. Г. Славянова.docx
Добавлен: 25.10.2023
Просмотров: 128
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Министерство образования и науки Пермского края
ГБПОУ «Пермский политехнический колледж им. Н. Г. Славянова»
Отчёт
(третий курс)
По итогам учебной практики УП.05 «Выполнение работ по профессии электросварщик ручной сварки» в рамках специальности
22.02.06 «Сварочное производство»
В рамках профессиональных модулей:
ПМ.05 Выполнение работ по профессии «Электросварщик ручной сварки».
ПМ.03 Контроль качества сварочных работ
ФИО студента Петров Кирилл Анатольевич
Группа Т-20/1 курс III
Руководитель практики Полыгалов В.Д.
Оценка________________________________
Пермь 2022г.
Содержание
1.Характеристика предприятия 2
Основные виды работ: 3
2.Стандартная, типовая планировка и состав сварочного поста для ручной дуговой сварки 3
Типовая планировка: 4
Оборудование, инструменты, материалы и средства безопасности входящие в состав сварочного поста ручной дуговой сварки 4
Средства безопасности 6
Типовая планировка сварочного поста для частично механизированной сварки 8
3.Основные и сварочные материалы 9
Основные стали, используемые на предприятии: 09Г2С, 08Ю. 9
Сварочные материалы используемые на предприятии 10
4.Описание основного сварочного оборудования 13
5.Дефекты, причины их возникновения 16
Наружные дефекты: 16
Внутренние дефекты: 17
-
Характеристика предприятия
ИП-«Брюлекс Авто»
ИП-«Брюлекс Авто» - это предприятие, предназначенное для поддержания автомобилей в должном техническом состоянии и своевременного и высококачественного выполнения технического обслуживания и ремонта, как капитального, так и текущего.
Основные виды работ:
-
Восстановление геометрии. Возврат геометрических параметров кузова к заводским. При необходимости осуществляется замена деталей с использованием резки и сварки металла. -
Лакокрасочные работы. Покраска кузова производится после его ремонта и обработки. -
Избирательная (локальная) покраска. Красятся повреждённые или заменённые детали. При этом тщательное внимание уделяется оттенкам краски, дабы не возникал цветовой дисбаланс. -
Абразивная полировка. -
Выравнивание вмятин без повреждения ЛКП. -
Реставрация переднего и заднего бампера. -
Восстановление порогов -
Жестяные работы. -
Сварочные работы. -
Рихтовка.
-
Стандартная, типовая планировка и состав сварочного поста для ручной дуговой сварки
Типовая планировка:
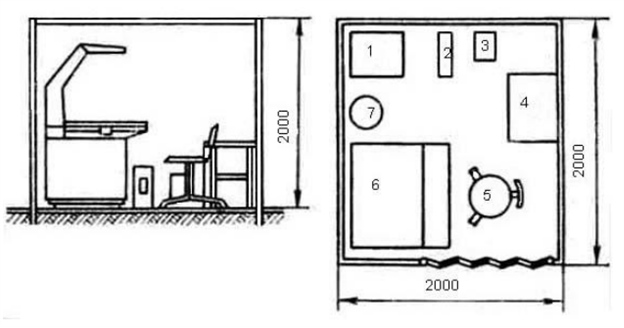
Сварочный пост для ручной дуговой сварки: 1 - источник питания; 2 - ящик для электродов; 3 - ящик для инструмента; 4 - стеллажи для деталей и готовых сварных узлов; 5 - стул сварщика; 6 - стол сварщика; 7 - печь для прокалки электродов.
Оборудование, инструменты, материалы и средства безопасности входящие в состав сварочного поста ручной дуговой сварки
Пост дуговой сварки постоянного тока включает:
- источник питания постоянного тока;
- балластный реостат;
- амперметр и вольтметр постоянного тока;
- сварочные провода;
- комплект инструментов сварщика: электродержатель, маска (щиток), щетка металлическая, зубило-молоток, клеймо сварщика, пенал для электродов.
Стационарные сварочные посты размещают в цехах для изготовления сварных строительных конструкций. К посту подают собранную под сварку конструкцию, и при выполнении нескольких сварных швов сварщик передвигается и его рабочее место меняется от шва к шву, а источник питания током и пусковая аппаратура остаются на месте. Передвижение сварщика может быть в пределах длины сварочного кабеля - не более 30 - 40 м; при большей длине растет падение напряжения в сварочной цепи, что препятствует нормальному процессу сварки.
При сварке небольших изделий сварочный пост оборудуют в открытой сверху кабине размерами в плане 2000 2000 мм; 2000 3000 мм и высотой не менее 2 м, которую изготавливают из любых несгораемых материалов (тонкие стальные листы, асбестоцементные плиты и т. п.). Вход в кабину делают в виде штор из брезента с огнестойкой пропиткой, а пол - из огнестойких материалов. Между стенками кабины и полом должен быть зазор не менее 50 (обычно 150 - 300) мм для вентиляции. Кабины должны освещаться естественным или искусственным светом (80 - 100 лк), вентилироваться (воздухообмен 40 м3/ч) и иметь местную вентиляцию. В кабине устанавливают металлический сварочный стол высотой 0,5 - 0,6 м (для работы сидя) или 0,9 м (для работы стоя). Вместо стола может быть установлен кантователь, позиционер или другое механическое оборудование, облегчающее поворот изделия для удобства сварки.
К инструментам сварщика относятся:
1) Электрододержатель, от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (не более 0,5 кг) и удобным в обращении.
2) Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла.
3) Сварочные провода, по которым сварочный ток поступает от сварочного аппарата к месту работы марки ПРГ, АПР, ПРГД, КГ, КОГ и др. с резиновой изоляцией.
К принадлежностям сварщика относятся:
- стальная щётка, применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки;
- молоток с заострённым концом для отбивки шлака со сварных швов и для поставки личного клейма;
- зубило для вырубки дефектных мест сварного шва.
Средства безопасности
Согласно правилам техники безопасности, сварщик во время электросварки должен быть в специальной одежде. Защитную одежду ему выдает предприятие. Закупается она в специализированных магазинах и должна соответствовать целому ряду требований.
Одежда сварщика выполняется из негорючих, натуральных материалов. Синтетические ткани не могут использоваться. Наиболее распространены костюмы из брезента, спилка или замши. При варочных работах в суровых зимних условиях можно надевать суконную одежду.
Для защиты рук сварщик снабжается защитными перчатками или варежками. Наиболее надежную защиту дают рабочие перчатки из спилка или замши. Брезент быстро прогорает, и такие перчатки нередко не выдерживают и одну смену.
Обувь выполняется из различных материалов. Наиболее распространены кирзовые ботинки и сапоги. Подошва может быть резиновой или из других более современных материалов.
При выборе обуви для сварочных работ предпочтение опытные сварщики отдают подошве без сапожных гвоздей. В противном случае даже при минимальной влажности сварщик будет испытывать дискомфорт, особенно специалист с пониженным уровнем сопротивления тела.
Защита лица и органов зрения производится с помощью сварочной маски или щитка. Многие умельцы пытаются сделать их самостоятельно. Но даже незначительная щель в конструкции может нанести большой вред глазам и коже.
К сварочной маске инспекция по охране труда и правила техники безопасности предъявляют повышенные требования.
Согласно нормам ГОСТа 9497-60 светофильтр должен обеспечивать не только задержание вредного светового излучения, но и возможность нормального контроля над сварочной ванной и положением электрода. Смотровое окошко должно выполняться нормального размера и обеспечивать обзор для сварщика.
Так же в состав сварочного поста должен обязательно входить огнетушитель, заземление, резиновый коврик под ногами сварщика и стул не передающий ток.
Типовая планировка сварочного поста для частично механизированной сварки
Комплект оборудования для сварки в защитных газах плавящимся электродом состоит из аппарата для подачи электродной проволоки, источника сварочного тока, аппаратуры питания защитным газом и общего блока управления этими узлами.
Все остальные инструменты и средства безопасности такие же, как и при ручной сварке.
3.Основные и сварочные материалы
Основные стали, используемые на предприятии: 09Г2С, 08Ю.
Сталь 09Г2С - сталь конструкционная низколегированная
Сталь 09Г2С производится и предназначается для изготовления сварных конструкций это главная область применения. Благодаря механической прочности подходит для изготовления тонких стальных деталей, легко сваривается, устойчива к высоким нагрузкам. Из стали 09Г2С изготавливается основной объем металлопродукции балки, листы, трубы, поковки и другие изделия.
Сталь 09Г2С поддается ковке в температурном диапазоне 850 1250С. В зависимости от нагрева сталь обладает пределом текучести в диапазоне 255 155 Мпа. Не теряет пластичности при сварке. В температурном диапазоне 100-500С изменение коэффициента линейного расширения составляет 2,4Х10-6 ед. Рабочие температуры в диапазоне от -70 до +425С.
Определение стали 09Г2С как низколегированной означает, что содержание легирующих добавок в химическом составе сплава минимально. При увеличении процентной доли элемента или добавки меняется маркировка стали. Данная маркировка определяет сталь 09Г2С как кремнемарганцовистую, это значит, что остальные добавки в сумме не превышают 1-2% от общего объема сплава.
Химический состав стали:
| C | Si | Mn | P | S | Cr | Ni | V | Cu | Fe |
| < 0,12 | 0,5 - 0,8 | 1,3 - 1,7 | < 0,03 | < 0,035 | < 0,3 | < 0,3 | < 0,12 | < 0,3 | остальное |
Сталь 08Ю – сталь конструкционная углеродистая качественная
Такой металл можно сваривать технологически неограниченно. Он не подвержен образованию флокенов. Хрупкостное проявление в процессе плавильного отпуска при соблюдении рецептуры и правил обращения также не зафиксировано. Термически обработанный согласно общему ГОСТу 4041 металл должен иметь твердость в 118 МПа. Для полосового сплава по ГОСТу 1577 от 1993 года этот показатель принимают равным 131 МПа (при условии грамотного отжига). Кратковременная механическая устойчивость для термообработанного листа толщиной 4-8 мм составляет 360 МПа. Для труб, выпущенных по ГОСТу 10705 от 1980 года, она должна быть равна 255 МПа.
Полосы металла, подвергнутые нормализации, отличаются кратковременной механической стойкостью на уровне 290 МПа. Начальная ковочная температура составляет 1250 градусов. Оканчивают ковку при 850 градусах. Способность к сварке достаточно высока. Этот металл варят ручной электрической дугой. Допускается использование автоматического дугового метода (при условии использования флюса и при защите газом). Контактное сваривание и применение аргонодуговой сварки также вполне возможны. Образование флокенов для такого металла нехарактерно. Не страдает этот сплав и от отпускной хрупкости.
Присутствие алюминия означает поглощение части кислорода. Негативное воздействие кислорода потому окажется меньше. В присутствии алюминия растет прочность сплава, в том числе за счет проверенной мелкозернистой структуры.
Химический состав стали:

Сварочные материалы используемые на предприятии
Основные электроды и сварочные проволоки: ОК-46, Св08Г2С
Электроды ОК – 46.
Электроды сварочные ОК-46 являются универсальными и предназначены для сварки металлоконструкций из низколегированных и низкоуглеродистых сталей. Предел текучести свариваемого материала до 380 Мпа. Производятся на известном предприятии ESAB (Швеция), имеющем опыт изготовления материалов для сварки более 100 лет.
Благодаря отличным сварочно-технологическим свойствам широко применяются как на производстве, так и для частных хозяйственных нужд. Отлично подходят и для профессионального сварщика, и для любителя, и даже новичка.
Аббревиатура ОК-46 обозначает следующее: ок – это инициалы основателя предприятия-изготовителя. А цифра 46 означает max допустимую нагрузку на шов, образованный с помощью данных электродов.