Файл: Курсовой проект разработка алгоритма управления мехатронной станцией Выдачи заготовок гапоу чо пк. 15. 02. 10. 001. 04. 19. 00. Пз.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 1135
Скачиваний: 53
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1.1 Назначение и элементная база мехатронной станции
1.2 Конструкция и принцип действия датчиков мехатронной станции
2.1 Разработка и описание пневматической схемы махатронной станции
2.2 Разработка и описание электрической схемы подключения элементов мехатронной станции
2.3 Конфигурирование аппаратной части ПЛК и человеко-машинного интерфейса HMI
2.4 Разработка дизайна панели оператора в программе WinCC
2.5 Разработка блок-схемы алгоритма функционирования станции
-
подвести трубопроводы к цилиндру. -
включить подачу сжатого воздуха.
Последовательность работы:
-
Ввинтите ограничители в дроссели с обратным клапаном сначала полностью, а затем ослабьте на один оборот. -
Проведите пробное включение. -
Медленно открывайте дроссель с обратным клапаном.
Мотор-редуктор
Двигатель 24В постоянного тока постоянно прикреплен к реверсивной червячной передаче. Мотор вал и приводной вал расположены под прямым углом. Редукторный двигатель можно прикрепить через корпус червячной передачи с помощью трех винтов. Монтажные отверстия предназначены для самонарезающие винты М5.
Мотор редуктор показан на рисунке 1.9.
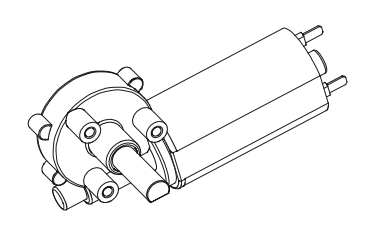
Рисунок 1.9- Мотор редуктор
1.2 Конструкция и принцип действия датчиков мехатронной станции
Модуль обнаружения может обнаруживать красные, черные и металлические заготовки.
С помощью 3 бесконтактных переключателей с цифровым выходом модуль распознаёт материал или осуществляет распознавание цвета заготовки.
Используются индуктивный датчик приближения и два оптических датчика переключателя приближения.
Световой оптический датчик (Рисунок 1.10) используется для распознавания цвета. Световой оптический датчик работает с невидимым инфракрасным светом. Излучаемый свет, отражается от заготовки. Различные поверхности и цвета заготовок имеют разную степень отражения.
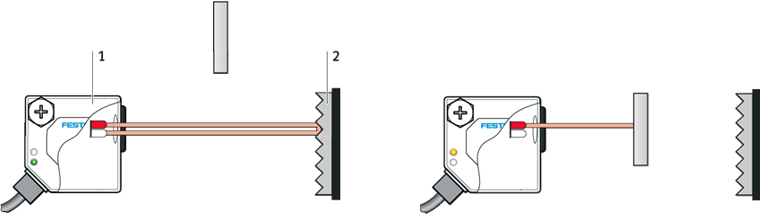
Рисунок 1.10 - Оптический датчик
1 – Излучатель
2 – Рефлектор
Монтаж датчика:
Начальные условия:
- модуль подъема установлен.
- световой оптический датчик, установлен креплении заготовки модуля подъёма.
- производится электрическое подключение светового оптического датчика.
- блок питания включён.
Порядок действий регулировки датчика:
- поместите красную заготовку в лифт;
- закрепить световой оптический датчик в кронштейне таким образом, чтобы он имел расстояние от 15 мм до 20 мм от заготовки;
- с помощью небольшой отвёртки поворачивайте регулировочный винт до тех пор, пока не включится индикатор;
- настроить световой оптический датчик таким образом, чтобы серебряные и красные заготовки были обнаружены.
Индуктивные датчики (Рис 1.11) обнаруживают все электропроводящие объекты, которые проходят через высокочастотное магнитное поле генератора или остаются в нем, не контактируя с датчиком. Они работают бесконтактно, то есть никакая механическая сила не действует на управляющее устройство или детали, которые должны быть обнаружены. Датчики не требуют каких-либо механизмов. Ролики, штоки или рычаги, обычно используемые для механических концевых выключателей, не нужны. Так же они работают без механических электрических контактов. Переключение осуществляется с помощью электронных компонентов.
Тип установки:
Датчики для скрытого монтажа могут быть окружены металлом до уровня активной поверхности.
Датчики, не монтируемые заподлицо, требуют наличия зоны, свободной от металла, вокруг их активной поверхности.
Датчики без резьбы следует по возможности приклеить на место клеем.
Датчики можно зажимать с умеренным давлением, которое должно быть распределено по как можно большей площади.
Концентрированное давление, например, производимые установочными винтами, могут легко повредить датчики.
Датчик гарантированно срабатывает на расстоянии до объекта - 2,03 мм. А максимальное расстояние, на котором может сработать данный датчик – 3,03 мм;
Минимальная температура работы датчика: -25
 ;
;Максимальная температура работы датчика: 85
;Данный датчик работает при напряжении от 15В до 34В постоянного тока.
Индуктивные датчики нельзя использовать в качестве упоров.
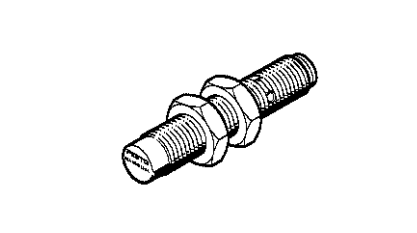
Рисунок 1.11 - Индуктивный датчик
2 Практическая часть
2.1 Разработка и описание пневматической схемы махатронной станции
Пневматическая схема состоит из: одного цилиндра двустороннего действия, с регулируемой скоростью выдвижения и втягивания штока. Поступающее давление регулируется с помощью двух дросселей с обратным клапаном; одного электропневматического, моностабильного распределителя 5/2. Также на цилиндре имеются герконы, сигнализирующие о конечных положениях цилиндра.
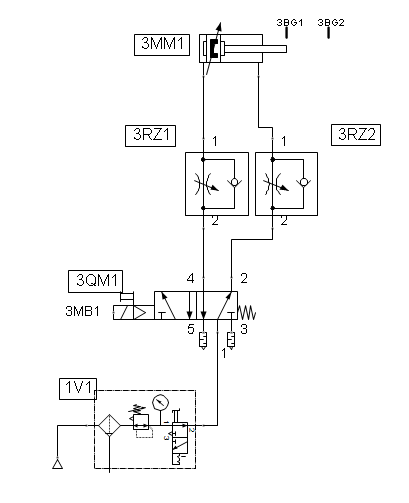
Рисунок 2.1 – Пневматическая схема
2.2 Разработка и описание электрической схемы подключения элементов мехатронной станции
Электрическая схема 1
К входным сигналам подключаются датчики, сигнализирующие положение элементов станции, а также её готовности. Используются датчики двух типов: оптические и индуктивные. Индуктивные датчики подключаются по трёхпроводной схеме: первый провод – 24V, второй провод – 0V, третий провод – сигнальный.
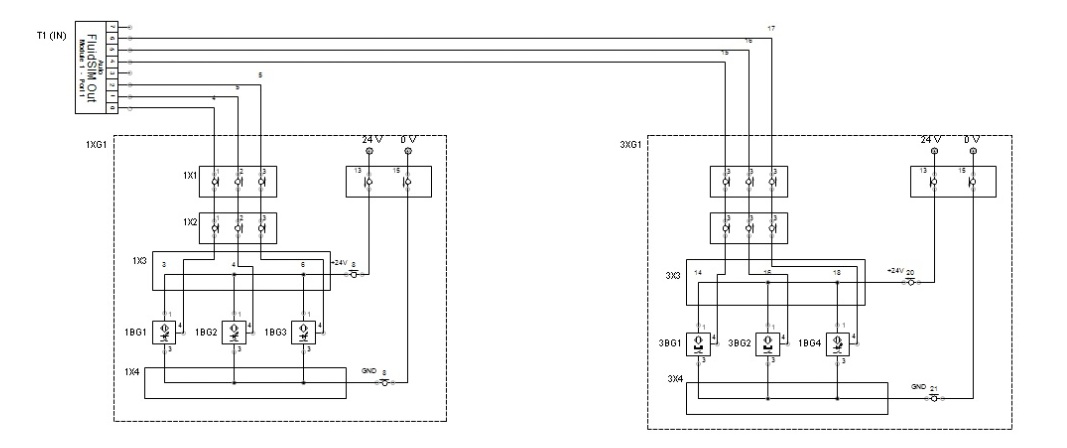
Рисунок 2.2 – Схема подключения входных сигналов
Электрическая схема 2
К выходным сигналам подключаются все электрические модули станций: Модуль конвейера, светофор. В схеме имеется двигатель постоянного тока. Подключенный к ограничителю пускового тока. Сам же ограничитель подключен к 24V, к 0V и конечно же первый провод на вход.
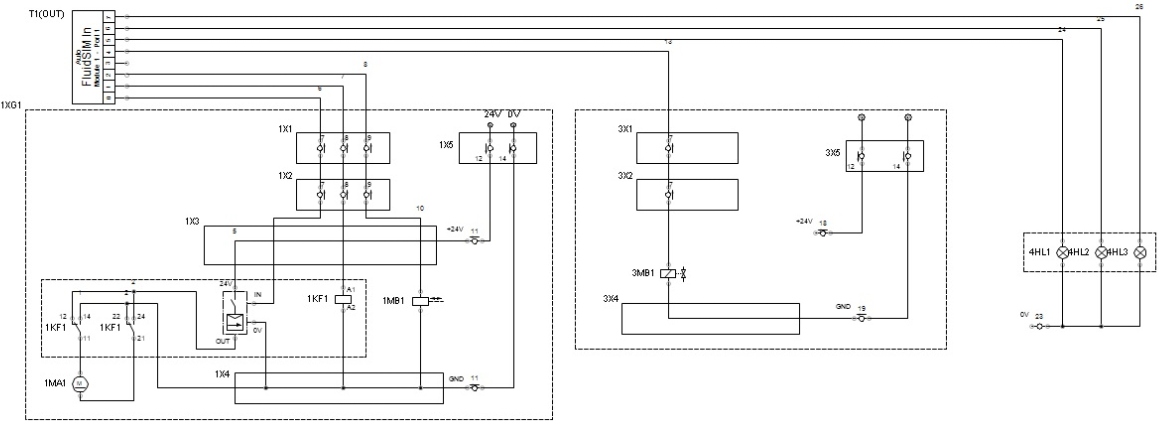
Рисунок 2.3 - Схема подключения выходных сигналов
2.3 Конфигурирование аппаратной части ПЛК и человеко-машинного интерфейса HMI
Для программирования станции обработки деталей был сконфигурирован ПЛК в состав которого входит: блок питания, ПЛК, модуль входов и выходов (рисунок 2.4).
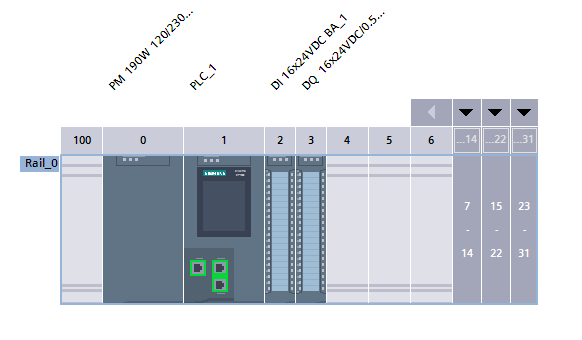
Рисунок 2.4 – Конфигурация ПЛК
Программируемые логические контроллеры Simatic S7-1500 - это новейшее семейство контроллеров Сименс обладающих великолепными характеристиками, отличным набором функций и впечатляющим быстродействием. В новых контроллерах S7-1500 значительно снижено время реакции на внешние события. Благодаря такому высокому уровню производительности контроллеры S7-1500 могут быть использованы для решения задач среднего и высокого уровня сложности. Удобная конструкция программируемого контроллера S7-1500 и его модульность позволяют его максимально адаптировать к требованиям решаемой задачи. Контроллер имеет естественное охлаждение. В случае модернизации системы контроллер обеспечивает свободное наращивание функциональных возможностей. Повышенная степень защиты программы и данных обеспечивают разработчиков дополнительным уровнем безопасности.
Состав
Установка всех модулей ПЛК осуществляется на профильную шину S7-1500 (рисунок 2.5). Допустима установка до 32 модулей контроллера в одну монтажную стойку. Последовательность размещения модулей произвольна. Через интерфейсные модули ET 200MP и сеть PROFINET имеется возможность подключать дополнительные стойки с дополнительными модулями расширения к контроллеру S7-1500.
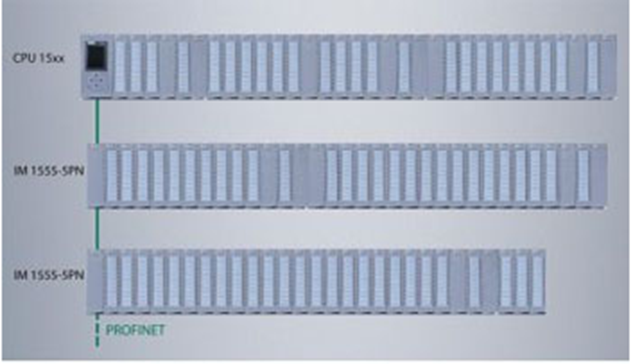
Рисунок 2.5 – Профильная шина
С помощью съемных дисплеев (рисунок 2.6), которыми комплектуются все модули ЦПУ S7-1500, эксплуатационные характеристики контроллер заметно повышаются. Благодаря применению съемного дисплея можно, без применения программатора, произвести изменение различных параметров, в том числе изменить IP-адрес, имя станции и т.д. На дисплей можно выводить диагностическую информацию и аварийные сообщения, а в системе распределенного или локального ввода-вывода можно отображать состояние модулей, а также отображать серийные и заказные номера и версии ПО модулей системы. Удаление и установку дисплея можно производить в процессе работы контроллера.

Рисунок 2.6 – Съемные дисплеи
Блок питания PM 190W 120/230VAC, имеющий зелёный светодиод для 24 В O.K.; светодиод красный для ошибки; светодиод желтый для дежурного режима.
Центральный процессор CPU 1515-2 PN имеет высокую производительность (выполняет логические операции менее, чем за 30 нс.) и оснащен памятью программы и данных среднего объема (500 кбайт для программы и 3 Мбайт для данных.). Он предназначен для построения систем управления, использующих для своей работы системы локального и распределенного ввода-вывода. Он может работать в режимах контроллера или интеллектуального прибора ввода-вывода сети PROFINET IO. Встроенный интерфейс PROFINET IO IRT оснащен 2-канальным коммутатором, что позволяет выполнять подключение к магистральной или кольцевой сети PROFINET без использования дополнительных внешних коммуникационных компонентов. Дополнительный интерфейс PROFINET со своим IP адресом позволяет решать задачи разделения сетей. Дополнительно центральный процессор обеспечивает поддержку исчерпывающего набора функций управления и позволяет производить подключение приводов через стандартные PLC-open - совместимые блоки.
Модули входов/выходов или сигнальные модули (SM) используются для обработки входных сигналов от датчиков и выдачи управляющих сигналов на исполнительные механизмы. Модуль обеспечивает соединение контроллера с внешним миром и контролируемой машиной или процессом. Входами в ПЛК могут быть напряжения или токи, представляющие физические переменные, или состояние устройств, таких как переключатели, двигатели или источники света. о сути, ввод / вывод может быть интегрирован или распределен. Примерами интегрированных входов /
выходов являются модули, которые встроены в шасси ПЛК или в стоечную систему. В отличие от этого, распределенный ввод / вывод может быть встроен в машину, и поэтому он намного ближе к контролируемому или контролируемому процессу.
2.4 Разработка дизайна панели оператора в программе WinCC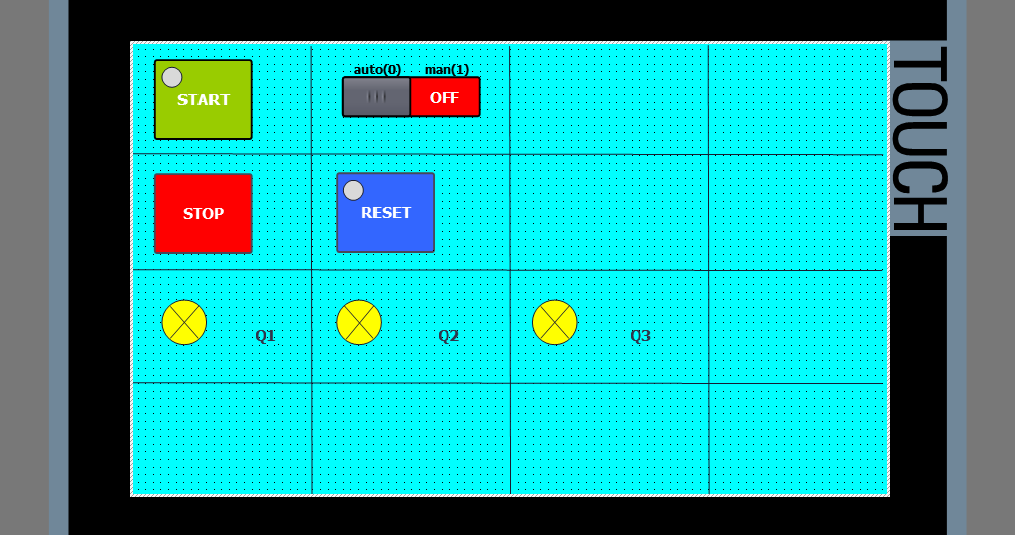
Рисунок 2.7 – HMI панель
HMI оборудована:
-
START-кнопка старта -
STOP-кнопка стопа -
RESET-кнопка ресет -
MAN/AUTO-переключение из режима MAN в AUTO -
Q1-лампа 1 -
Q2-лампа 2 -
Q3-лампа 3 -
Лампа START -
Лампа RESET
Кнопка START отвечает за запуск процесса. При её нажатии подаётся сигнал и в соответствии с программой начинает работу. Также на этой кнопке установлен световой индикатор.
Кнопка STOP – кнопка, предназначенная для аварийного отключения станции в случае неисправности исполнительных механизмов. При её нажатии все исполнительные механизмы прекращают свою работу и останавливаются, за счёт прекращения поступления сигнала.
Кнопка RESET – кнопка, предназначенная для возвращения всех исполнительных элементов в исходное положение. Эта кнопка имеет также световой индикатор.
Лампа Q1 сигнализирует о том, что по результатам измерений заготовка транспортируется на положение “On conveyor in front magazin”.
Лампа Q2 сигнализирует о том, что по результатам измерений заготовка транспортируется по конвейеру на “On conveyor at separator”.
Лампа Q3 сигнализирует о том, что по результатам измерений заготовка транспортируется на положение “On conveyor end”.
2.5 Разработка блок-схемы алгоритма функционирования станции
Изначально лампа Reset горит. Перед тем как привести систему в работоспособное состояние, необходимо повернуть ключ в позицию «MAN», после чего лампа кнопки «RESET» начнет мигать с частотой 1 Гц. По нажатию кнопки «RESET» станция приходит в исходное положение. После прихода в исходное положение лампа Reset гаснет, затем переключаем ключ в позицию auto, загорается лампа start.
Начинается основной алгоритм:
Кладем заготовку в магазин, и нажимаем старт, после нажатия кнопки Start, лампа Start гаснет, загорается лампа Q1, заготовка выдается из магазина на конвейер и едет к сепаратору, когда заготовка будет у сепаратора лампа Q1 погаснет, Q2 загорится и заготовка поедет в конец конвейера, когда заготовка будет в конце конвейера лампа q2 погаснет, q3 загорится, мы можем забрать заготовку руками, когда заберем ее руками с конвейера лампа q3 погаснет, и система пойдет в исходно положение, когда придет в исходно положение загорится лампа start, и основной алгоритм начинается заново.