Файл: Содержание 1 введение 3 Список литературы. 26 Введение.docx
Добавлен: 10.11.2023
Просмотров: 72
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Отталкиваясь от условий данного курсового проекта итоговый продукт имеет сложную конструкцию и будет подвергается высоким нагрузкам.
Для производства стальной заготовки вала в массовом производстве наиболее подходящим типом производства является прокат.
Обоснование:
1. Прокат позволяет получить заготовку с равномерной качественной сталью по всей площади заготовки.
2. Вал имеет длину 315мм, а это длинный элемент, который можно получит при дальнейшей механической обработке. В любом случае из-за спецификаций, указанных в условии, деталь необходимого качества может быть получена исключительно при механической обработке.
3. Прокат обеспечивает высокую скорость производства, что позволяет производить заготовки практически без прерываний, что в свою очередь уменьшает себестоимость производства и время до получения готовой детали из стали 45.
4. Кроме того, прокат обладает высокой точностью воспроизведения деталей, что гарантирует соответствие изготовленной заготовки требуемым измерениям и форме.
Таким образом, прокат является наиболее подходящим методом для производства заготовки вала из стали 45 в массовом производстве.
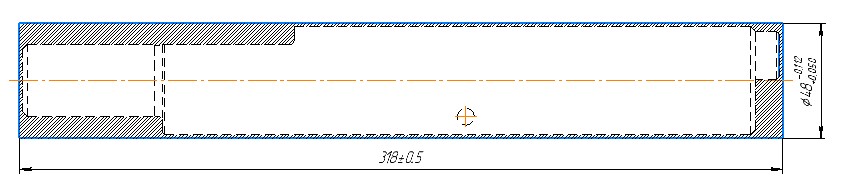
Рис.3
Заготовку получаем отрезкой круглого проката длиной 3180,5 мм.
Размеры заготовки: L= 3180,5 мм; D=48-0,050+0,112.
По итогу, принимаем следующий способ получения заготовки: круглый прокат ГОСТ2590-71.
2Технологическая часть.
2.1 Маршрутно-технологическая карта
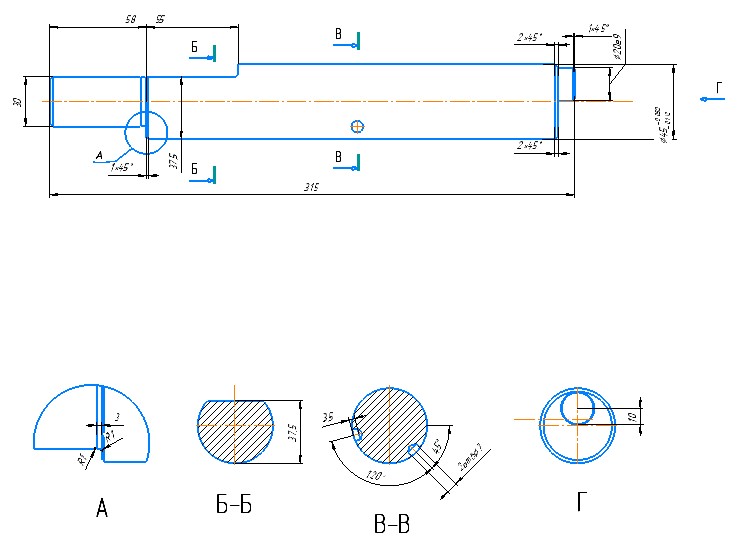
Технологический процесс – это часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства. Технологический процесс непосредственно связан с изменением размеров, формы и свойств материала обрабатываемой заготовки, выполняемым в определенной последовательности. Чертеж детали «Вал-эксцентрик», которую необходимо получить в результате проведения технологического процесса.
·
 в массовом и крупносерийном производстве заготовки получают методами из круглого проката
в массовом и крупносерийном производстве заготовки получают методами из круглого проката
| Номер операции | Наименование операции | Содержание операции | Эскиз операции | Оборудование | Приспособление | Инструмент |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 000 | Заготовительная | |  | Прокат ГОСТ2590-71 | - | - |
| 005 | Токарная Обработка | Подрезать торец выдержав размер 45 мм. База: Наружный диаметр и торец. |  | 16К20 | Установить и закрепить деталь в 3-х кулачковый патрон | Резец T5K12 ГОСТ 5915-70 |
| 010 | Токарная Обработка | Подрезать торец, выдержав размер 315 мм. База: Наружный диаметр и торец. | 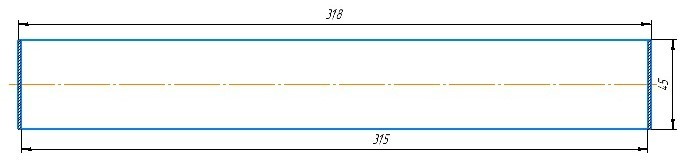 | 16К20 | Переустановить и закрепить деталь в 3-х кулачковый патрон. | Резец T5K12 ГОСТ 5915-70 |
| 015 | Токарная Обработка | 1.Точить согласно эскизу. 2.Точить фаску согласно эскизу. 3. База: Наружный диаметр и торец. |  | 16К20 | Установить и закрепить деталь в 3-х кулачковый патрон. | Резец T5K12 ГОСТ 5915-70 |
| 020 | Токарная Обработка | 1.Точить по контру согласно эскизу. 2.Точить фаску согласно эскизу. 3.База: Наружный диаметр и торец. |  | 16К20 | Переустановить и установка вала в центра. | Резец T5K12 ГОСТ 5915-70 |
| 025 | Фрезерная Обработка | |  | Фрезерный станок модель:6Р82 | Установить заготовку. | Торцевая фреза ГОСТ 26595-85 |
| 030 | Сверлильная Обработка | | 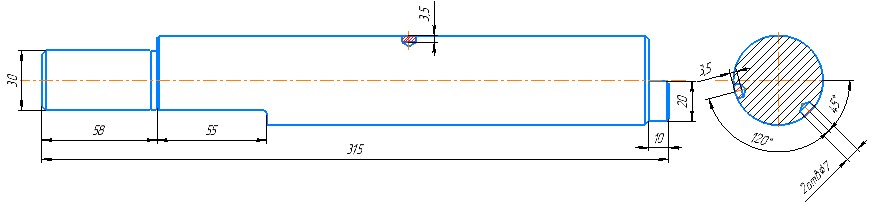 | 16К20 | Установить кольцо технологическое на заготовку, и закрепить хомут. | Камень наждачный |
2.3 Расчет режимов резания.
Точения
Глубина резания
Ra ≥ 0.8 мкм
t=0.1/0,4 мм
t= 0.2 мм
Подача
S=0.5-0.11 мм
S1=1 мм
S=0.9-1.2 мм
S2=1 мм Сv
S3=0.13мм
Скорость резания

T=30-60 мин
T=60 мин
Сv1=340
Сv2=340
Сv3=420
x=0.15
y1=0.45
y2=0.45
y3=0.20
m=0.20
σВ=750 МПа

Сила резания
Pz,y,х=10Ср*tх*sy*vn*Кр
Кр=Кмр*Кφр*Кϒр*Кλр*Кrр
Крz=1*0.89*1.1*1.0*0.93=0.91
Крy=1*0.50*1.4*1.0*0.82=0.57
Крx=1*1.17*1.4*1.0*1.0=1.63
Pz=10Cp*tx*sy*vn*Кр
Cp=300
x=1,0
y=0.75
n=-0.15
Pz1=10*300*0.21.0*10.75*60.11-0.15*0.91=295.35
Pz2=10*300*0.21.0*10.75*60.11-0.15*0.91=295.35
Pz3=10*300*0.21.0*0.130.75*111.68-0.15*0.91=58.27
Pz=10Cp*tx*sy*vn*Кр
Cp=243
x=0.9
y=0.6
n=-0.3
Py1=10*243*0.20.9*10.6*60.11-0.3*0.57=95.21
Py2=10*243*0.20.9*10.6*60.11-0.3*0.57=95.21
Py3=10*243*0.20.9*0.130.6*111.68-0.3*0.57=23.24
Py=10Cp*tx*sy*vn*Кр
Cp=243
x=0.9
y=0.6
n=-0.3
Py1=10*243*0.20.9*10.6*60.11-0.3*0.57=95.21
Py2=10*243*0.20.9*10.6*60.11-0.3*0.57=95.21
Py3=10*243*0.20.9*0.130.6*111.68-0.3*0.57=23.24
Px=10Cp*tx*sy*vn*Кр
Cp=339
x=1.0
y=0.5
n=-0.4
Px1=10*339*0.21.0*10.5*60.11-0.4*1.63=214.70
Px2=10*339*0.21.0*10.5*60.11-0.4*1.63=214.70
Px3=10*339*0.21.0*0.130.5*111.68-0.4*1.63=60.42
Мощность резания
N=

N1=
 =
=  = 0.29 кВт
= 0.29 кВтN2=
 = = 0.29 кВт
= = 0.29 кВтN3=

=
 = 0.1 кВт
= 0.1 кВтNстанка > Nрезец
Фрезорование
Глубина фрезерования t=7.5 мм
Ширина фрезерования В=54 мм
Мощность станка Nстанка=5 кВт
Подача на зуб фрезы Sz=0.1 мм Т15К6
Число зубьев фрезы z=16
Частота вращения фрезы n=2565 об/мин
n=

Скорость резания
V=

Cv = 332
q = 0.2
x = 0.1
y = 0.4
u = 0.2
p = 0
m = 0.2
T = 7.5
Кv=Кмv* Кпv* Киv=1*0,9*0,35=0,315
Кмv= Кг
 nv=1.0
nv=1.0 1.75=1
1.75=1Кг=1.0
nv= 1.75
 =750
=750Кпv=0.9
Киv=0.35
Сила резания

Кмv=
 n=1
n=1Cp = 825
q = 1.3
x = 1.0
y = 0.75
w = 0.2
n = -0.15
Крутящий момент.

Мощность резания
N=

Заключение.
В данном курсовом проекте был разработан технологический процесс изготовления вала станка 16к20
Благодаря проведенной работе был найдет оптимальный путь изготовления детали в условиях, исходящих из задания.
Была составлена технологическая карта создания изделия, рассмотрен материал из которого будет изготовлена деталь (сталь 45) и выбран метод получения заготовки (прокат), рассчитаны режимы резания.
По итогам проделанной работы были приобретены навыки в составлении основ технологического процесса и работы с прилежащими справочниками.
Список литературы.
1. Справочник технолога - машиностроителя. В 2-х т. Т. 1 / Под редакцией А.М. Дальского, А.Г. Суслова, А.Г. Косиловой, Р.К. Мещерякова - 5-у изд., перераб. и доп. - М.: Машиностроение - 1, 2001, 912 стр., ил.
2. Справочник технолога - машиностроителя. В 2-х т. Т. 2 / Под редакцией А.М. Дальского, А.Г. Суслова, А.Г. Косиловой, Р.К. Мещерякова - 5-у изд., перераб. и доп. - М.: Машиностроение - 1, 2001, 944 стр., ил.
3. Технология машиностроения: В 2 т. Т.1. Основы технологии машиностроения: Учебник для вузов / В.М. Бурцев, А.С. Васильев, А.М. Дальский и др.; Под ред. Г.Н.Мельникова.- 2-е изд., стереотип.- М.: Изд-во МГТУ им. Н.Э. Баумана, 2001.- 564 с., ил.
4. Технология машиностроения: В 2 т. Т.2.Производство машин: Учебник для вузов / В.М. Бурцев, А.С. Васильев, О.М. Деев и др.; Под ред. А.М. Дальского.- 2-е изд., стереотип.- М.: Изд-во МГТУ им. Н.Э. Баумана, 2001.- 640 с., ил.
5. Косилова А.Г., Мещеряков Р.К., Калинин М.А. Точность обработки, заготовки и припуски в машиностроении. Справочник технолога. М., «Машиностроение», 1976.- 288 с., ил.
6. Н.А. Ястребова, А.И. Кондаков, И.И. Киселев. Методические указания к выполнению курсового проекта по технологии машиностроения. - М.: МВТУ, 1987- 42 с., ил.,
7. Разработка технологических эскизов при обработке деталей на металлорежущих станках. Под ред. Е.Ф. Никадимова- М.: МВТУ,1963.- 26 с., ил.,
8. Методические указания к курсовому и дипломному проектированию по технологии автоматизированного механосборочного производства / Холодкова А.Г., Никадимов Е.Ф. и др.- М.: МГТУ, 1990, 132 с., ил.
9. Проектирование технологических процессов сборки / В.С. Корсаков, Б.Д. Максимович, М.А. Калинин, И.И. Киселев. - М.: МВТУ, 1984- 50 с.
10. Кондаков А.И., Островский Ю.А. Разработка маршрутных технологических процессов изготовления деталей: методические указания для курсового и дипломного проектирования. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2003- 50 с.
11. А.С. Васильев, А.И. Кондаков. Выбор заготовок в машиностроении: методические указания для курсового и дипломного проектирования. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2001- 50 с.