Файл: Содержание 1 введение 3 Список литературы. 26 Введение.docx
Добавлен: 10.11.2023
Просмотров: 71
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Содержание 1
ВВЕДЕНИЕ 3
Список литературы. 26
ВВЕДЕНИЕ
Курсовая работа направлена на разработку маршрутного технологического процесса изготовления вала, операционного технологического процесса выполнения отдельных операций и проектирование станочного приспособления.
Целью данной работы является приобретение навыков в вышеуказанных областях. Валы имеют важное значение в машиностроении, используясь для передачи крутящих моментов и поддержания вращающихся деталей машин. Существуют два типа валов по назначению - валы передач, на которых устанавливают зубчатые колеса, шестерни, муфты и прочие детали передач, и коренные валы, на которых устанавливают не только детали передач, но и другие детали, например, маховики и кривошипы.
В технологическом разделе работы осуществлена разработка технологии обработки детали типа вал с учётом достижений современного машиностроительного производства. коренные валы.
Из отраслей машиностроения с первых дней независимости в Узбекистане активно развивается автомобилестроение.
На текущий момент Республика Узбекистан – крупнейший производитель автомобилей в Средней Азии и второе место среди стран СНГ с высокой долей локализации (около 45-55%) в легковых автомобилях и около 15-30% грузовых автомобилей и автобусов.
Производственная деятельность характеризуется следующими показателями: На 01.01.2018г. в отрасли работают 24,77 тысяч человек.
Через государственную компания «Узавтосаноат» уже локализован ряд мировых брендов в различных сегментах, включая легковые автомобили и LCV (General Motors), грузовики (MAN, ISUZU) и автобусу (ISUZU). Однако практически во всех совместных предприятиях контрольный пакет акций находятся под контролем государства через Узавтосаноат – 75% в GM Uzbekistan – 51% в СП с MAN, 84% в СП ISUZU и 50 % в СП с PSA.
Объем производства легковых автомобилей составил – 140,2 тыс. шт. (159,1% к 2016г.), автобусов и грузовиков ISUZU – 3600 шт. (105,3%), грузовых автомобилей и автобусов МАN – 1200 шт. (119,4%), аккумуляторные батареи – 680,2 тыс. шт. (116,3%), силовых агрегатов – 91,6 тыс. шт. (в 2,1 р).
Предприятиями общества выпущено товаров народного потребления на сумму 6 686,2 млрд. сум, при темпе роста к 2016 году – 156,4%.
На сегодняшний день спрос на легковые автомобили на внутреннем рынке покрывается на 60-70%. Также грузовых автомобилей на 50 %.
В настоящее время правительством страны проводятся активные работы по привлечению прямых иностранных инвестиций в автомобильную отрасль в качестве самостоятельного игрока для развития конкуренции и производства отрасли.
1.Общая часть.
В чертеже указано тело вращения (вал). Вал-деталь машины, предназначенная для передачи крутящего момента и восприятия действующих сил со стороны расположенных на нём деталей и опор. Широко применяются в различных отраслях- в горнодобывающей промышленности, на производстве бумаги, картона, металлопроката, пленки, металлической упаковки, текстиля, в полиграфии и др.
Валы по форме геометрической оси разделяют на прямые (рис.1 а, б, в, г, д, е) и конические (рис.1 ж). Последние применяют для преобразования возвратно-поступательного движения (поршней) во вращательное (коленчатый вал) или наоборот
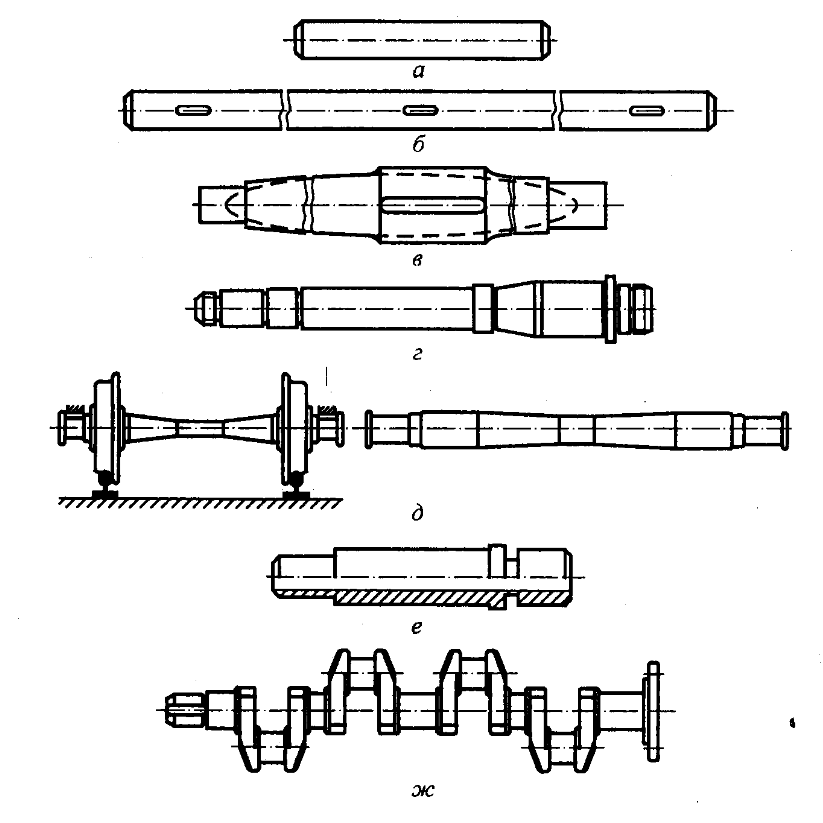
Рис. 1 Классификация валов по форме.
Элементы конструкции вала.
Обычно вал представляет из себя цельную деталь, однако он может быть и составным, состоящим из нескольких частей.
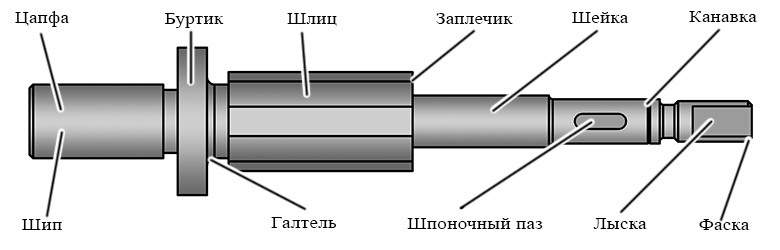
Рис. 2 Основные элементы конструкции валов.
Рассмотрим основные элементы конструкции валов (Рис. 2):
-
Цапфа - опорная часть вала, цапфа может быть цилиндрической, конической или сферической. -
Шейка - промежуточная цапфа. -
Шип - цапфа, расположенная на конце вала, предназначенная для восприятия, радиальной нагрузки. -
Пята - цапфа, расположенная на конце вала, предназначенная для восприятия осевой нагрузки. -
Заплечик – торцевая поверхность вала поверхность предназначенная для упора деталей, подшипников качения и т.п. -
Буртик – утолщение вала, предназначенная для упора деталей. -
Канавка – углубление на поверхности вала, предназначенная для выхода режущего инструмента, установки стопорного кольца и т.д. -
Галтель – плавный переход от меньшего сечения вала, к поверхности заплечника или буртика. Размер галтели определяется диаметром вала согласно ГОСТ 12080-66. -
Фаска – скошенная часть поверхности вала. Фаска облегчает установку деталей на валу при сборке. Размер фасок стандартизован ГОСТ 12080-66. -
Шпоночный паз – углубление, предназначенное для установки шпонки. -
Шлиц - паз на валу, в который входит зуб сопрягаемой детали. -
Лыска - плоская поверхность вала, получаемая путем удаления части металла фрезой.
-
Технологический контроль чертежа детали.
Вал токарно-винторезного станка мод. 16К20 предназначен для соединения с приводной системой станка и передачи крутящего момента на инструмент при обработке деталей. Данная деталь является валом простой формы, Общей длинной 315мм. Вес данного изделия, согласно условию, составляет 3,55 кг. Вал – эксцентрик представляет собой сборочную единицу входящую в состав устройства для удержания бабы в верхнем положении.
Устройство для удержания бабы в верхнем положении обеспечивает безопасность при выполнении ремонтных и наладочных работ.
Принцип работы устройства следующий: на режиме "Держание бабы на весу" рукоятка Р переводится влево на 180°.
Упор С вмонтированный в буксе бабы концом входит под нижний торец бабы. Одновременно толкатель Т нажимает на конечный выключатель В и цепь пуска электродвигателя разрывается. Средний (атмосферный) кран при этом необходимо оставить в положении "Закрыт".
Вновь молот может быть включен только при возврате рукоятки Р в первоначальное положение поворотом на 180°вправо. Баба под действием собственного веса опустится на нижний боек. Самопроизвольное смещение рукоятки из крайних положений предупреждается шариковым фиксатором К.
Вал эксцентрика является телом вращения имеет три ступени:
ступень диаметром 30h8 мм является базовой для установки рукоятки
ступень диаметром 45e9 имеет лыску длиной 55 мм для упора толкателя
ступень диаметром 20е9 для сопряжения упора С вмонтированного в буксе бабы.
В качестве материала будет использована сталь марки СТ45.
Химический состав стали 45 (ГОСТ 1050-74), Таблица 1.
| C | Si | Mn | S | P | Ni | Cr |
| Не более | ||||||
| 0,40-0,50 | 0,17-0,37 | 0,50-0,80 | 0,045 | 0,045 | 0,30 | 0,30 |
Механические свойства стали 45.
Таблица 2.
| Марка стали | С,% | σа | σ0,2 | δ | ψ | HB* | KCU, Мдж/м2 |
| 45 | 0,42-0,5 | 610 | 360 | 16 | 40 | 229(197) | 0,5 |
1.2 Определение типа производства.
Годовая программа выпуска деталей указывается в задании на курсовое проектирование.
Тип производства – это классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности и объема выпуска изделий. Различают три типа производства: единичное, серийное, массовое (ГОСТ 14.004-83).
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление которых, как правило, не предусматривается.
Серийное производство характеризуется изготовлением изделий периодически повторяющимися партиями. Серийное производство является основным типом машиностроительного производства и условно подразделяется на крупно-, средне-, и мелкосерийное.
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция.
1.2 Определение типа производства. Таблица 3.
| Характерный признак | Тип производства | ||
| единичный | серийный | массовый | |
| 1 | 2 | 3 | 4 |
| Повторяемость партий (серий) | Отсутствует | Периодическая | Непрерывный выпуск одних и тех же деталей (серий машин) |
| Технологическое оборудование | Универсальное | Универсальное, частично специализированное и специальное | Широкое использование специализированного и специального оборудования и автоматических линий |
| Приспособления | Преимущественно универсальные (изредка специальные) | Специальные, переналаживаемые | Специальные, часто органически связанные со станком |
| Режущий инструмент | Универсальный | Универсальный и специальный | Универсальный, специальный и комбинированный. Многоинструментальные наладки |
| Измерительный инструмент | Универсальный | Универсальный и специальный | Калибры, специальный многомерный инструмент, контрольные приборы |
| Настройка станка | Станки ненастроенные, работа по пробным промерам | Станки настроенные | Сложная настройка, автоматизм |
| Размещение технологического оборудования | По типам станков | По ходу технологических процессов | По ходу технологических процессов |
| Окончание табл. 4 | |||
| 1 | 2 | 3 | 4 |
| Виды заготовок | Прокат, литье в земляные формы по деревянным моделям, свободная ковка | Прокат, отливки по металлическим моделям, штамповки | Прокат, машинное литье по металлическим моделям, литье под давлением и др. точные методы литья, штамповки, прессования и т.д. |
| Применяемые разметки | Широкое | Ограниченное, лишь для крупных и сложных деталей | Не применяется |
| Методы достижения точности | Метод индивидуальной пригонки | Метод полной и неполной (частичной взаимозаменяемости) | Методы полной и селективной взаимозаменяемости |
| Степень детализации технологических процессов | Простейшие технологические разработки (маршрутные техпроцессы) | Более детальные технологические разработки (маршрутно-операционные и операционные техпроцессы) | Подробные технологические разработки (операционные техпроцессы). Исследование технологических процессов |
| Виды нормирования работ | Укрупненное нормирование | Техническое нормирование серийного производства | Детальное нормирование. Хронометражное исследование операций |
| Квалификация рабочих | Высокая | Различная | Низкая (при наличии высококвалифицированных наладчиков) |
| Себестоимость продукции | Высокая | Средняя | Самая низкая |
В случае с условиями, указанными в проекте типом производства детали будет является массовое, согласно таблице:
Зависимость типа производства от объема годового выпуска (шт.) и массы детали.
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция.
| Масса детали, кг | Тип производства | ||||
| единичное | мелкосерийное | среднесерийное | крупносерийное | массовое | |
| < 1,0 1,0-2,5 2,5-5,0 5,0-10 > 10 | < 10 < 10 < 10 < 10 < 10 | 10-2000 10-1000 10-500 10-300 10-200 | 1500-100000 1000-50000 500-35000 300-25000 200-10000 | 75000-200000 50000-100000 35000-75000 25000-50000 10000-25000 | 200000 100000 75000 50000 25000 |
Таблица 4.
1.3 Выбор и обоснование способа получения заготовок
Выбор и обоснование способа получения заготовок для детали вала из стали 45 зависит от конкретных требований к размерам, форме и поверхностным характеристикам готовой детали. Однако, так как деталь является массовой производимой, следует использовать методы массового производства, которые позволят производить заготовки наиболее эффективно и с минимальными затратами.
С учетом материала детали (сталь 45), для ее получения могут быть использованы такие способы, как горячая и холодная штамповка, прокат, литье в землю или песок. Холодная штамповка наиболее распространенный способ при производстве массовых деталей, однако для стали 45 применение этого метода ограничено, так как сталь относится к труднообрабатываемым материалам.
Прокат дает возможность получать заготовки круглого или прямоугольного сечения, однако поверхность готовой детали остается грубой, и требуется дополнительная обработка для достижения необходимых характеристик.
Литье позволяет получить детали сложных форм и гладкой поверхности, а также производится быстро и с минимальными затратами на оборудование. Однако, данный метод довольно затратный в экономическом плане и в любом случае согласно условиям, указанным в чертеже, необходимая поверхность не может быть получена, следует учитывать все требования к качеству и точности детали.