Файл: Отчет о прохождении технологической (производственной) практики ст гр. Тсэ511 Никулин И. С.docx
Добавлен: 24.11.2023
Просмотров: 91
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
1 - бак; 2 - активная часть трансформатора; 3 - строп; 4 - съёмная часть
Значительный объём подготовительных работ занимает подготовка масла. Масло и маслоочистительную аппаратуру доставляют ближе к ремонтной площадке, прокладывают маслопроводы, подготавливают ёмкости для слива старого масла, устанавливают и подключают маслоочистительную аппаратуру.
Также должны быть проверены и приведены в порядок пути для перекатки трансформатора в помещение, где будет производиться ремонт. После установки трансформатора для ремонта (до вскрытия бака) определяют изоляционные характеристики (для принятия решения о сушке) и испытывают масло из бака на электрическую прочность.
Приём трансформаторов в ремонт. Не все вышедшие из строя трансформаторы подвергаются ремонту. Не ремонтируют трансформаторы с магнитной системой из горячекатаной стали, оклеенной бумагой (из-за повышенных потерь холостого хода), с практически полностью вышедшей из строя магнитной системой (оплавление пластин, «пожар в стали»), а также со значительным повреждением баков, так как для большого по объёму ремонта баков необходимо специальное оборудование, которым нецелесообразно оснащать электроремонтное предприятие.
При сдаче трансформатора в ремонт заказчик составляет наряд-заказ, в котором указывает область применения трансформатора; условия, в которых он эксплуатировался (характер нагрузок, наличие толчков и перегрузок, загрязнённость воздуха и т. п.); специальные требования; дефекты и неисправности, имевшие место при эксплуатации (течь масла, повышенная температура масла, потери и т.д.); виды и сроки ремонта, которым подвергался трансформатор, с указанием организации, выполнявшей ремонт.
Представители ремонтного предприятия знакомятся с технической и эксплуатационной документацией трансформатора (паспорт, акты об авариях, журналы ремонта, протоколы испытаний и т. п.), осматривают и проводят дефектацию трансформатора. Все сведения они заносят в соответствующие разделы ведомости осмотра и дефектации, после чего окончательно определяют требуемый объём ремонта. При ремонте с заменой обмоток оформляется заказ на поставку новых обмоток с предприятия-изготовителя, если ремонтное предприятие новые обмотки не изготавливает.
После этого проводят тщательный внешний осмотр, составляют опись внешних дефектов, подлежащих устранению при ремонте (течи арматуры, неплотности фланцев, течи в сварных швах,
нарушение армировки изоляторов, сколы и трещины на фарфоровых вводах и т.д.); проверяют исправность маслоуказателя и термометра, после чего демонтируют термометр, термометрический сигнализатор, пробивной предохранитель, цепи сигнализации и защиты.
До начала разборки очищают наружную поверхность трансформатора, пользуясь при сильном загрязнении металлическими скребками, щётками и салфетками, смоченными в растворителе. Иногда очищают только крышку, а остальную поверхность очищают в ходе ремонта активной части.
При обнаружении утечек масла в сварных швах, фланцах или других соединениях для более точного определения дефекта сначала создают избыточное давление масла, а затем его полностью или частично сливают.
Если в день демонтажа наружных устройств активную часть из бака не вынимают, масло сливают до уровня верхнего ярма, чтобы изоляция и обмотки оставались в масле. Если ремонт намечено закончить за один приём или выявлена необходимость сушки активной части, то масло сливают полностью через нижний кран бака с помощью насоса. У трансформаторов I и II габаритов масло сливают самотёком. Если масло можно использовать для дальнейшей эксплуатации, его сливают в чистый бак с герметически закрывающейся крышкой. Бракованное масло сливают в ёмкость для грязного масла.
При вскрытии трансформатор устанавливают таким образом, чтобы ось крюка подъёмного механизма проходила через центр тяжести трансформатора. В этом случае при подъёме и опускании активная часть не задевает за стенки бака.
Разборку трансформаторов, на крышке которых смонтированы расширитель, предохранительная труба и другая арматура, производят в следующем порядке: сначала демонтируют газовое реле, затем предохранительную трубу и расширитель. Отверстия реле закрывают временными глухими фланцами, закрепляя их освободившимися болтами. Реле укладывают на стеллаж или сразу отправляют в электротехническую лабораторию для проверки и испытаний. При демонтаже расширителя закрывают стекло маслоуказателя временным щитком из фанеры.
Для предотвращения попадания влаги в бак трансформатора и расширитель все отверстия расширителя и крышки бака закрывают глухими фланцами, используя для уплотнения старые резиновые прокладки. Работы по демонтажу крышки производят осторожно, чтобы не повредить фарфоровые вводы, стёкла маслоуказателя и газового реле. Затем отвинчивают болты, крепящие крышку. После извлечения болтов из отверстий их укомплектовывают шайбами и гайками, укладывают в вёдра или ящики и смачивают керосином.
Дальнейшая последовательность разборки определяется конструктивным исполнением трансформатора. Если активная часть механически связана с крышкой вертикальными шпильками, то отсоединяют разъём крышки от бака и вынимают активную часть из бака вместе с крышкой. Если крышка с активной частью не связана, то демонтируют все элементы, установленные на крышке (съёмные вводы и привод переключателя ответвлений). Снятые фарфоровые изоляторы осматривают, обращая особое внимание на места сопряжения глазурованной поверхности с кулачками, прижимающими изолятор к крышке, проверяют наличие трещин или сколов. Все детали вводов и привода переключателя укладывают на предназначенные для них места. Грузоподъёмным механизмом или вручную поднимают крышку, чтобы токоведущие шпильки вводов и вал переключателя вышли из отверстий. Затем отводят крышку от бака, чтобы грязь с неё не попала внутрь трансформатора.
Наиболее ответственной операцией является строповка и выемка активной части из бака. Для строповки на активной части имеются подъёмные кольца (рымы). У трансформаторов мощностью до 400 кВ*А их два, у трансформаторов большей мощности - четыре. На подъёмные кольца и крюк подъёмного механизма надевают петли стропов, а в отверстия колец вставляют стальные стержни. При строповке активной части, связанной с крышкой, применяют стропы необходимой длины, чтобы шпильки не сгибались (рис, 3.2).
При каждом использовании подъёмного механизма проверяют работу его тормоза и надёжность строповки груза. Активную часть приподнимают над опорной поверхностью на 100...200 мм, несколько минут держат на весу, затем опускают на дно бака и уже затем поднимают до уровня, удобного для промывки активной части над баком.
Перед промывкой активную часть осматривают, обращая внимание на места отложения шлама и загрязнений в обмотках, в охлаждающих каналах и на активной стали. Большие скопления шлама свидетельствуют о наличии перегревов в этих местах. Результаты осмотра записывают в ведомость дефектов.
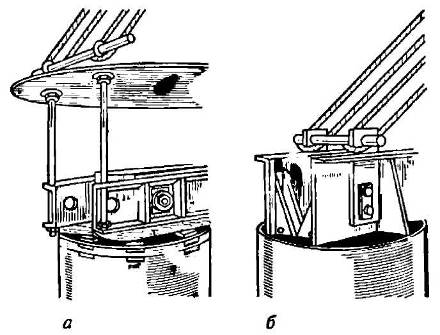
Рис. 1.2. Подъём активной части трансформатора: а - за кольца; б - за планки
Активную часть промывают струёй тёплого чистого масла из шланга, проведённого от ёмкости, поднятой на высоту около 3 м над полом. Ёмкость, рассчитанная на 30...40 л, наполняется тёплым маслом непосредственно перед промывкой. При этом стараются тщательно промывать масляные каналы обмоток и магнитной системы, а также другие доступные для промывки части трансформатора. После окончания промывки и стока масла активную часть полностью вынимают. Если подъёмное устройство имеет возможность горизонтального перемещения, то активную часть транспортируют на заранее подготовленную площадку и опускают на деревянные бруски, размещённые в поддоне. Если такой возможности нет, то бак отодвигают в сторону и на его место ставят поддон, в который устанавливают активную часть.
Ремонт обмоток. При ремонте проверяют качество прессовки, отсутствие деформации, исправность паек и контактов в местах соединения отводов, а также состояние изоляции обмоток и отводов. Качество изоляции определяется её физико-химическими свойствами: эластичностью, твёрдостью, упругостью, цветом. Изоляцию принято считать пригодной к дальнейшей эксплуатации, если она эластична, не ломается, не даёт трещин при изгибе под углом 90° и имеет светлый цвет.
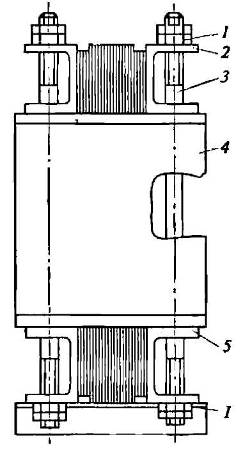
Рис. 3.3. Подпрессовка обмоток трансформатора ярмовыми балками: 1 - гайки; 2 и 5 - ярмовые балки; 3 - шпильки; 4 – обмотка
В настоящее время для изоляции, не пропитанной лаком, разрабатывается химический метод определения степени её старения, основанный на изменении структуры целлюлозы под воздействием температуры, вибрации и электромагнитных сил.
В процессе эксплуатации трансформаторов происходит ослабление осевой прессовки обмоток, вызванное в основном усадкой бумажной изоляции из-за усыхания. Происходит также уменьшение осевых размеров обмоток и концевой изоляции от действия ударных сил при коротких замыканиях в процессе эксплуатации, а также вследствие некачественной сборки. Ослабленная прессовка обмоток может привести к их разрушению при коротких замыканиях, вызывающих значительные механические усилия. Ослабление прессовки легко обнаруживается при попытке перемещений рукой изоляционных деталей и прокладок (при слабой прессовке они сдвигаются с места). Для устранения этого дефекта в трансформаторах до III габарита обмотки 4 (рис. 3.3) подпрессовывают ярмовыми балками 2 и 5 путём подтяжки гаек 1 вертикальных шпилек 3.
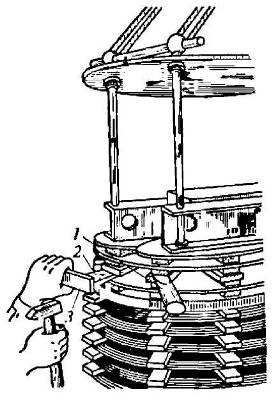
Рис.1.3 Расклиновка обмотки трансформатора прессующими клиньями: 1-вспомогательный клин;2-дополнительный деревянный клин; 3-деревянный брусок
При значительном ослаблении прессовки иногда ослабляют затяжку балок верхнего ярма и вертикальную стяжку между верхними и нижними ярмовыми балками. При неодинаковых осевых размерах обмоток ВН и НН в обмотки закладывают дополнительную изоляцию в виде разрезных колец и прокладок, выравнивая их осевые размеры. Затем обмотки прессуют вертикальной стяжкой ярмовых балок. После окончательной прессовки обмоток и затяжки ярма мегомметром измеряют сопротивление изоляции стяжных шпилек.
Обмотки трансформаторов, не имеющих специальных прессующих устройств, подпрессовывают расклиновкой. В этом случае в верхней части обмоток между уравнительной и ярмовой изоляцией забивают дополнительные изоляционные прокладки-клинья, которые изготовляют из предварительно высушенного прессованного электроизоляционного картона. Расклиновку производят равномерно по всей окружности обмотки обходя поочередно один ряд прокладок за другим (рис. 3.4). При значительном ослаблении прессовки расклинивание производят как сверху, так и снизу, причём раньше расклинивают нижнюю часть обмотки. Для расклинивания используют вспомогательный деревянный клин, который забивают между ярмовой и уравнительной изоляцией. Это даёт возможность забить в соседний ряд прокладок нужное число клиньев.
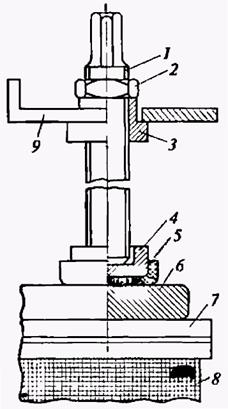
Рис. 1.4. Осевая прессовка обмоток кольцами и нажимными винтами:
1 - винт; 2 - гайка; 3 - стальная втулка; 4 - стальной башмак; 5 - пята; 6 - нажимное кольцо; 7 - изоляция; 8 - обмотка; 9 - полка
Осевую прессовку обмоток сухих трансформаторов мощностью более 160 кВ*А и масляных трансформаторов III габарита и выше выполняют нажимными стальными кольцами 6 (рис. 3.5) и винтами 1, установленными в полках 9 верхних ярмовых балок. На опорной изоляции 7 обмоток 8 установлено массивное стальное прессующее кольцо 6, имеющее разрыв во избежание образования короткозамкнутого витка. В полку верхней ярмовой балки вварены круглые стальные втулки 3, в которые ввинчивают нажимные винты 1. Стальное кольцо 6 изолируют от ярмовых балок пластмассовыми, текстолитовыми или изготовленными из прессованного электрокартона или специального пресс-порошка пятами 5 во избежание образования короткозамкнутого витка (через винты и ярмовую балку). Чтобы при завинчивании винта 1 давление не было сосредоточенным и изоляционная пята 5 не продавилась, в неё вставляют стальной башмак 4. Самоотвинчивание винтов 1 в процессе работы трансформатора или при его транспортировании предотвращают установкой гаек
Значительный объём подготовительных работ занимает подготовка масла. Масло и маслоочистительную аппаратуру доставляют ближе к ремонтной площадке, прокладывают маслопроводы, подготавливают ёмкости для слива старого масла, устанавливают и подключают маслоочистительную аппаратуру.
Также должны быть проверены и приведены в порядок пути для перекатки трансформатора в помещение, где будет производиться ремонт. После установки трансформатора для ремонта (до вскрытия бака) определяют изоляционные характеристики (для принятия решения о сушке) и испытывают масло из бака на электрическую прочность.
Приём трансформаторов в ремонт. Не все вышедшие из строя трансформаторы подвергаются ремонту. Не ремонтируют трансформаторы с магнитной системой из горячекатаной стали, оклеенной бумагой (из-за повышенных потерь холостого хода), с практически полностью вышедшей из строя магнитной системой (оплавление пластин, «пожар в стали»), а также со значительным повреждением баков, так как для большого по объёму ремонта баков необходимо специальное оборудование, которым нецелесообразно оснащать электроремонтное предприятие.
При сдаче трансформатора в ремонт заказчик составляет наряд-заказ, в котором указывает область применения трансформатора; условия, в которых он эксплуатировался (характер нагрузок, наличие толчков и перегрузок, загрязнённость воздуха и т. п.); специальные требования; дефекты и неисправности, имевшие место при эксплуатации (течь масла, повышенная температура масла, потери и т.д.); виды и сроки ремонта, которым подвергался трансформатор, с указанием организации, выполнявшей ремонт.
Представители ремонтного предприятия знакомятся с технической и эксплуатационной документацией трансформатора (паспорт, акты об авариях, журналы ремонта, протоколы испытаний и т. п.), осматривают и проводят дефектацию трансформатора. Все сведения они заносят в соответствующие разделы ведомости осмотра и дефектации, после чего окончательно определяют требуемый объём ремонта. При ремонте с заменой обмоток оформляется заказ на поставку новых обмоток с предприятия-изготовителя, если ремонтное предприятие новые обмотки не изготавливает.
После этого проводят тщательный внешний осмотр, составляют опись внешних дефектов, подлежащих устранению при ремонте (течи арматуры, неплотности фланцев, течи в сварных швах,
нарушение армировки изоляторов, сколы и трещины на фарфоровых вводах и т.д.); проверяют исправность маслоуказателя и термометра, после чего демонтируют термометр, термометрический сигнализатор, пробивной предохранитель, цепи сигнализации и защиты.
До начала разборки очищают наружную поверхность трансформатора, пользуясь при сильном загрязнении металлическими скребками, щётками и салфетками, смоченными в растворителе. Иногда очищают только крышку, а остальную поверхность очищают в ходе ремонта активной части.
При обнаружении утечек масла в сварных швах, фланцах или других соединениях для более точного определения дефекта сначала создают избыточное давление масла, а затем его полностью или частично сливают.
Если в день демонтажа наружных устройств активную часть из бака не вынимают, масло сливают до уровня верхнего ярма, чтобы изоляция и обмотки оставались в масле. Если ремонт намечено закончить за один приём или выявлена необходимость сушки активной части, то масло сливают полностью через нижний кран бака с помощью насоса. У трансформаторов I и II габаритов масло сливают самотёком. Если масло можно использовать для дальнейшей эксплуатации, его сливают в чистый бак с герметически закрывающейся крышкой. Бракованное масло сливают в ёмкость для грязного масла.
При вскрытии трансформатор устанавливают таким образом, чтобы ось крюка подъёмного механизма проходила через центр тяжести трансформатора. В этом случае при подъёме и опускании активная часть не задевает за стенки бака.
Разборку трансформаторов, на крышке которых смонтированы расширитель, предохранительная труба и другая арматура, производят в следующем порядке: сначала демонтируют газовое реле, затем предохранительную трубу и расширитель. Отверстия реле закрывают временными глухими фланцами, закрепляя их освободившимися болтами. Реле укладывают на стеллаж или сразу отправляют в электротехническую лабораторию для проверки и испытаний. При демонтаже расширителя закрывают стекло маслоуказателя временным щитком из фанеры.
Для предотвращения попадания влаги в бак трансформатора и расширитель все отверстия расширителя и крышки бака закрывают глухими фланцами, используя для уплотнения старые резиновые прокладки. Работы по демонтажу крышки производят осторожно, чтобы не повредить фарфоровые вводы, стёкла маслоуказателя и газового реле. Затем отвинчивают болты, крепящие крышку. После извлечения болтов из отверстий их укомплектовывают шайбами и гайками, укладывают в вёдра или ящики и смачивают керосином.
Дальнейшая последовательность разборки определяется конструктивным исполнением трансформатора. Если активная часть механически связана с крышкой вертикальными шпильками, то отсоединяют разъём крышки от бака и вынимают активную часть из бака вместе с крышкой. Если крышка с активной частью не связана, то демонтируют все элементы, установленные на крышке (съёмные вводы и привод переключателя ответвлений). Снятые фарфоровые изоляторы осматривают, обращая особое внимание на места сопряжения глазурованной поверхности с кулачками, прижимающими изолятор к крышке, проверяют наличие трещин или сколов. Все детали вводов и привода переключателя укладывают на предназначенные для них места. Грузоподъёмным механизмом или вручную поднимают крышку, чтобы токоведущие шпильки вводов и вал переключателя вышли из отверстий. Затем отводят крышку от бака, чтобы грязь с неё не попала внутрь трансформатора.
Наиболее ответственной операцией является строповка и выемка активной части из бака. Для строповки на активной части имеются подъёмные кольца (рымы). У трансформаторов мощностью до 400 кВ*А их два, у трансформаторов большей мощности - четыре. На подъёмные кольца и крюк подъёмного механизма надевают петли стропов, а в отверстия колец вставляют стальные стержни. При строповке активной части, связанной с крышкой, применяют стропы необходимой длины, чтобы шпильки не сгибались (рис, 3.2).
При каждом использовании подъёмного механизма проверяют работу его тормоза и надёжность строповки груза. Активную часть приподнимают над опорной поверхностью на 100...200 мм, несколько минут держат на весу, затем опускают на дно бака и уже затем поднимают до уровня, удобного для промывки активной части над баком.
Перед промывкой активную часть осматривают, обращая внимание на места отложения шлама и загрязнений в обмотках, в охлаждающих каналах и на активной стали. Большие скопления шлама свидетельствуют о наличии перегревов в этих местах. Результаты осмотра записывают в ведомость дефектов.
Рис. 1.2. Подъём активной части трансформатора: а - за кольца; б - за планки
Активную часть промывают струёй тёплого чистого масла из шланга, проведённого от ёмкости, поднятой на высоту около 3 м над полом. Ёмкость, рассчитанная на 30...40 л, наполняется тёплым маслом непосредственно перед промывкой. При этом стараются тщательно промывать масляные каналы обмоток и магнитной системы, а также другие доступные для промывки части трансформатора. После окончания промывки и стока масла активную часть полностью вынимают. Если подъёмное устройство имеет возможность горизонтального перемещения, то активную часть транспортируют на заранее подготовленную площадку и опускают на деревянные бруски, размещённые в поддоне. Если такой возможности нет, то бак отодвигают в сторону и на его место ставят поддон, в который устанавливают активную часть.
2.2Ремонт активной части трансформатора
Ремонт обмоток. При ремонте проверяют качество прессовки, отсутствие деформации, исправность паек и контактов в местах соединения отводов, а также состояние изоляции обмоток и отводов. Качество изоляции определяется её физико-химическими свойствами: эластичностью, твёрдостью, упругостью, цветом. Изоляцию принято считать пригодной к дальнейшей эксплуатации, если она эластична, не ломается, не даёт трещин при изгибе под углом 90° и имеет светлый цвет.
Рис. 3.3. Подпрессовка обмоток трансформатора ярмовыми балками: 1 - гайки; 2 и 5 - ярмовые балки; 3 - шпильки; 4 – обмотка
В настоящее время для изоляции, не пропитанной лаком, разрабатывается химический метод определения степени её старения, основанный на изменении структуры целлюлозы под воздействием температуры, вибрации и электромагнитных сил.
В процессе эксплуатации трансформаторов происходит ослабление осевой прессовки обмоток, вызванное в основном усадкой бумажной изоляции из-за усыхания. Происходит также уменьшение осевых размеров обмоток и концевой изоляции от действия ударных сил при коротких замыканиях в процессе эксплуатации, а также вследствие некачественной сборки. Ослабленная прессовка обмоток может привести к их разрушению при коротких замыканиях, вызывающих значительные механические усилия. Ослабление прессовки легко обнаруживается при попытке перемещений рукой изоляционных деталей и прокладок (при слабой прессовке они сдвигаются с места). Для устранения этого дефекта в трансформаторах до III габарита обмотки 4 (рис. 3.3) подпрессовывают ярмовыми балками 2 и 5 путём подтяжки гаек 1 вертикальных шпилек 3.
Рис.1.3 Расклиновка обмотки трансформатора прессующими клиньями: 1-вспомогательный клин;2-дополнительный деревянный клин; 3-деревянный брусок
При значительном ослаблении прессовки иногда ослабляют затяжку балок верхнего ярма и вертикальную стяжку между верхними и нижними ярмовыми балками. При неодинаковых осевых размерах обмоток ВН и НН в обмотки закладывают дополнительную изоляцию в виде разрезных колец и прокладок, выравнивая их осевые размеры. Затем обмотки прессуют вертикальной стяжкой ярмовых балок. После окончательной прессовки обмоток и затяжки ярма мегомметром измеряют сопротивление изоляции стяжных шпилек.
Обмотки трансформаторов, не имеющих специальных прессующих устройств, подпрессовывают расклиновкой. В этом случае в верхней части обмоток между уравнительной и ярмовой изоляцией забивают дополнительные изоляционные прокладки-клинья, которые изготовляют из предварительно высушенного прессованного электроизоляционного картона. Расклиновку производят равномерно по всей окружности обмотки обходя поочередно один ряд прокладок за другим (рис. 3.4). При значительном ослаблении прессовки расклинивание производят как сверху, так и снизу, причём раньше расклинивают нижнюю часть обмотки. Для расклинивания используют вспомогательный деревянный клин, который забивают между ярмовой и уравнительной изоляцией. Это даёт возможность забить в соседний ряд прокладок нужное число клиньев.
Рис. 1.4. Осевая прессовка обмоток кольцами и нажимными винтами:
1 - винт; 2 - гайка; 3 - стальная втулка; 4 - стальной башмак; 5 - пята; 6 - нажимное кольцо; 7 - изоляция; 8 - обмотка; 9 - полка
Осевую прессовку обмоток сухих трансформаторов мощностью более 160 кВ*А и масляных трансформаторов III габарита и выше выполняют нажимными стальными кольцами 6 (рис. 3.5) и винтами 1, установленными в полках 9 верхних ярмовых балок. На опорной изоляции 7 обмоток 8 установлено массивное стальное прессующее кольцо 6, имеющее разрыв во избежание образования короткозамкнутого витка. В полку верхней ярмовой балки вварены круглые стальные втулки 3, в которые ввинчивают нажимные винты 1. Стальное кольцо 6 изолируют от ярмовых балок пластмассовыми, текстолитовыми или изготовленными из прессованного электрокартона или специального пресс-порошка пятами 5 во избежание образования короткозамкнутого витка (через винты и ярмовую балку). Чтобы при завинчивании винта 1 давление не было сосредоточенным и изоляционная пята 5 не продавилась, в неё вставляют стальной башмак 4. Самоотвинчивание винтов 1 в процессе работы трансформатора или при его транспортировании предотвращают установкой гаек