Файл: Организация монтажа, наладки и технического обслуживания кип системы.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.11.2023
Просмотров: 340
Скачиваний: 12
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Глава Ⅰ. Описание технологического процесса системы автоматизации перемещения грузов на предприятии
1.4. Требования к обслуживающему персоналу
Глава Ⅱ. Подготовка к производству монтажных и наладочных работ
2.1. Автоматизация в области транспортных операции
Глава III. Автоматизация ленточных конвейеров и конвейерных линий
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ И НАУКИ ТЮМЕНСКОЙ ОБЛАСТИ
Государственное автономное профессиональное
образовательное учреждение Тюменской области
«Тобольский многопрофильный техникум»
Специальность: 15.02.14 Оснащение средствами автоматизации
технологических процессов и производств (по отраслям)
Дисциплина: МДК03.02 Разработка, организация и контроль качества работ по монтажу, наладке и техническому обслуживанию систем и средств автоматизации
КУРСОВОЙ ПРОЕКТ
Тема: Организация монтажа, наладки и технического обслуживания КИП системы автоматизации перемещения грузов на предприятии
Выполнил:
обучающийся группы ОСА19-1
очной формы обучения
Мезенин Илья Максимович
(фамилия, имя, отчество)
________________________________
(подпись обучающегося)
Руководитель:
Нартымов Алексей Петрович
(фамилия, имя, отчество преподавателя)
________________________________
(подпись преподавателя)
«К защите допущен(а)»
Заместитель директора по УПР
______________ Н.Л. Попова
«___» _________2022г.
Тобольск, 2022
Содержание
Введение 2
Глава Ⅰ. Описание технологического процесса системы автоматизации перемещения грузов на предприятии 5
1.1. Контролируемые, сигнализируемые и регулируемые параметры системы автоматизации перемещения грузов на предприятии 7
1.3. Требования ПТЭ и ПТБ по монтажу, наладке и техническому обслуживание средств и системы автоматизации по перемещения грузов на предприятии при выполнении работ 10
1.4. Требования к обслуживающему персоналу 14
Глава Ⅱ. Подготовка к производству монтажных и наладочных работ 15
2.1. Автоматизация в области транспортных операции 18
2.2. Организация технического обслуживания и ремонта контрольно-измерительных приборов и системы автоматизации перемещения грузов на предприятии 21
Глава III. Автоматизация ленточных конвейеров и конвейерных линий 23
Глава Ⅳ. Система планово-предупредительного ремонта средств системы автоматизации перемещения грузов на предприятии 28
Заключение 29
Список используемой литературы 30
Введение
Целью курсового проекта является систематизация, закрепление и расширение теоретических знаний по междисциплинарному курсу МДК03.02 «Разработка, организация монтажа, наладки и технического обслуживания систем и средств автоматизации» в процессе изучения вопросов организации работ по монтажу, наладке и техническому обслуживанию КИП системы автоматизации. В процессе работы над проектом необходимо решить ряд задач:
-
Изучить и практически использовать современные методы аналитической и проектной работы в области монтажа, наладки и эксплуатации КИП систем автоматизации; -
В соответствии с заданием, исходя из определенного производства, выполнить описание технологического процесса и функциональной схемы автоматизации; -
Ознакомиться с компоновкой приборов автоматизированной системы.
В процессе курсового проектирования необходимо работать с источниками электронной библиотекой, специальной литературой по предметной области, изучать ГОСТы, справочники, другие общесистемные методические материалы. Выполнение курсового проекта обобщает и систематизирует знания и умения по организации, контроля за работой по монтажу, наладкой и техническим обслуживанием приборов для измерения, давления, температуры, расхода систем автоматизации технологических процессов и производств. В процессе работы над курсовым проектом формируются следующие профессиональные компетенции (ПК):
ПК3.3 Разработка инструкций и технологических карт выполнения работ для подчиненного персонала по монтажу, наладке и техническому обслуживанию системы и средств автоматизации.
ПК3.4 Организация выполнения производственных заданий подчиненным персоналом.
ПК3.5 Осуществление контроля качества работ по монтажу, наладке и техническому обслуживанию систем и средств автоматизации, выполняемых подчиненным персоналом и соблюдение норм охраны труда и бережливого производства.
Работа над курсовым проектом способствует формированию следующих общих компетенций (ОК):
ОК 1 Выбирать способы решения задач профессиональной деятельности, применительно к различным контекстам.
ОК 2 Осуществлять поиск, анализ и интерпретацию информации, необходимой для выполнения задач профессиональной деятельности.
ОК 3 Планировать и реализовывать собственное профессиональное и личностное развитие.
ОК 4 Работать в коллективе и команде, эффективно взаимодействовать с коллегами, руководством, клиентами.
ОК 5 Осуществлять устную и письменную коммуникацию на государственном языке с учетом особенностей социального и культурного контекста.
ОК 6 Проявлять гражданско-патриотическую позицию, демонстрировать осознанное поведение на основе традиционных общечеловеческих ценностей, применять стандарты антикоррупционного поведения.
ОК 7 Содействовать сохранению окружающей среды, ресурсосбережению, эффективно действовать в чрезвычайных ситуациях.
ОК 8 Использовать средства физической культуры для сохранения и укрепления здоровья в процессе профессиональной деятельности и поддержания необходимого уровня физической подготовленности.
ОК 9 Использовать информационные технологии в профессиональной деятельности.
ОК 10 Пользоваться профессиональной документацией на государственном и иностранном языках.
ОК 11 Использовать знания по финансовой грамотности, планировать предпринимательскую деятельность в профессиональной сфере.
Глава Ⅰ. Описание технологического процесса системы автоматизации перемещения грузов на предприятии
Процесс перемещения грузов затрагивает большое число участников транспортного процесса и должен рассматриваться комплексно на основе технологии, согласованной всеми сторонами и базирующейся на нормативных документах или результатах инженерной подготовки перевозок.
Технология грузовых перевозок — это совокупность приемов и способов выполнения процесса доставки груза потребителю.
Для унификации технологических средств, методов и терминологии с 1975 г. в нашей стране в качестве государственного стандарта действует Единая система технологической документации (ЕСТД). В соответствии с ГОСТ 3.1109 —82 «ЕСТД. Термины и определения основных понятий» (с изм. 1984 г.) технологический процесс является частью производственного процесса, содержащей целенаправленные действия по изменению предмета труда. При перевозках технологический процесс обычно представляется в виде описания процесса перевозки, инструкций по его выполнению, правил и ограничений, особых требований, графиков и т.д. Технологический процесс перевозок грузов обычно содержит элементы, представленные на рисунке 1.
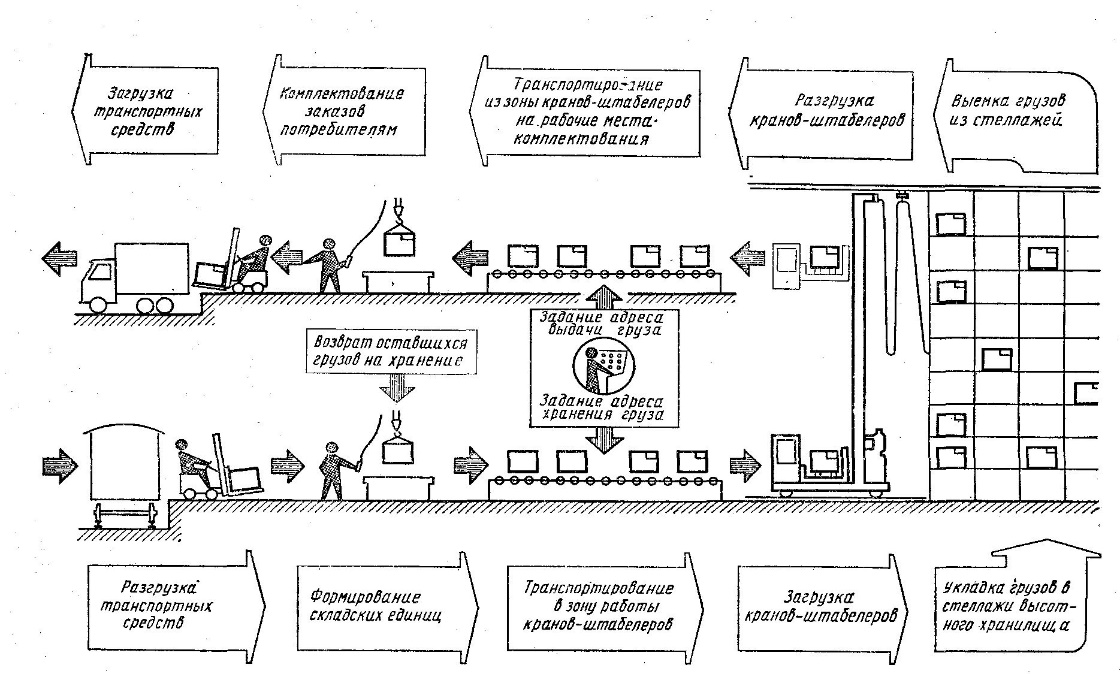
Рисунок 1. Основные этапы технологического процесса перевозок
Разработка технологического процесса перевозок грузов осуществляется в следующей последовательности:
-
Установление нормируемых характеристик перевозки (расчетная скорость движения, время выполнения ПРР, график или интенсивность подачи ПС, суточный или почасовой объем перевозок и т.п.); -
Выбор маршрута и технологии выполнения перевозок; -
Разработка технологической документации; -
Определение методов контроля качества и безопасности выполнения перевозок; -
Анализ характеристик проекта, который должен подтвердить выполнение нормируемых показателей, обеспечение безопасности и качества перевозок; -
Утверждение проекта руководящим составом АТО.
Основой для разработки технологического процесса перевозок является заявка на перевозки или договор (коммерческое предложение) с описанием требований к транспортной услуге заказчика перевозок. Для каждой характеристики транспортной услуги должны быть указаны приемлемые для потребителя и исполнителя значения.
1.1. Контролируемые, сигнализируемые и регулируемые параметры системы автоматизации перемещения грузов на предприятии
Автоматизация транспортировки грузов является значимым резервом увеличения производительности производства. Автоматизация транспортировки включает автоматизацию отдельных конвейеров и автоматизацию конвейерных линий.
Автоматизация конвейеров производится по двум направлениям: автоматический пуск и остановка конвейера и автоматизация работы конвейера с автоматическим контролем режима работы и остановкой в случае сбоев.
К автоматизированным конвейерам (конвейерным линиям) предъявляются следующие требования. Перед автоматическим запуском конвейера должен подаваться предпусковой предупредительный сигнал продолжительностью не менее 5 секунд. Должно обеспечиваться автоматическое одновременное отключение всех конвейеров в линии, транспортирующих груз на вышедший из строя конвейер. Также должна обеспечиваться невозможность повторного включения неисправного конвейера в случае срабатывания электрических защит электродвигателя механической части конвейера и др. Возможность отключения конвейера в случае аварийной ситуации и наличие местной блокировки, предотвращающей пуск данного конвейера с пульта управления. В случае необходимости должна иметься возможность перехода на местное ручное управление приводами каждого конвейера в составе конвейерной линии для проведения ремонта, сервисного обслуживания и регулировки.
При автоматизации ленточных конвейеров имеются свои технические особенности. При обрыве ленты, затянувшемся пуске, снижении скорости ленты до 75% от номинальной, завале перегрузочного пункта и других неисправностях должно срабатывать аварийное отключение привода конвейера. Для контроля скорости ленты ленточного конвейера могут применяться тахогенераторные датчики. Данные датчики устанавливаются у приводной станции между холостой и рабочей ветвями ленты. При движении ленты происходит вращение ролика техогенератора, который вырабатывает ток с определенными параметрами, которые изменяются при изменении скорости ленты. Параметры вырабатываемого тока фиксируются приборами, которые соответственно управляют электроприводами конвейеров.
Возможен контроль состояния ленты ленточного конвейера при помощи систем технического зрения, которые фиксируют и суммируют появляющиеся повреждения ленты. В случае накопления суммы недопустимых повреждений происходит автоматическое отключение привода конвейера.
Также для автоматизации ленточного конвейера возможна установка датчиков контроля заполнения бункеров, мест перегрузки и т.д.
Автоматизацию конвейеров на предприятии необходимо выполнять совместно с анализом всех внутрипроизводственных транспортных потоков. В этом случае повышение производительности конвейеров после автоматизации не будет упираться в недостаточную производительность других транспортных потоков. При проектировании автоматизации конвейеров необходимо разделить все процессы перемещения на общезаводские (межцеховые) и внутрицеховые. При этом каждый этап перемещения необходимо анализировать в увязке со смежными этапами, учитывая подводящие и отводящие грузопотоки. При этом места технологических разрывов цепочки перемещения грузов и переломы грузопотоков являются местами сопряжения смежных участков грузопотока и представляют собой различные склады и накопители.
К общезаводским перемещениям грузов относятся:
-
выгрузка с внешнего транспорта, складирование и доставка исходных материалов (сырья, топлива, комплектующих изделий и пр.) до общезаводских складов, затем до потребителей в цехах; -
межцеховые перемещения заготовок, полуфабрикатов, деталей и узлов, комплектующих изделий и пр.; -
перемещения готовой продукции на цеховой склад с последующим перемещением и отгрузкой со склада готовой продукции.
К внутрицеховым перемещениям грузов относятся:
-
перемещения исходных материалов, заготовок и прочих грузов, поступающих к технологическому оборудованию цеха. При этом возможна их промежуточная переработка и накопление на складах; -
межоперационные перемещения внутри цехов (складов), включая операции по обслуживанию станочного оборудования, межоперационные накопления, а также отгрузку готовой продукции и рабочих отходов; -
перемещение готовой продукции внутри цеха до склада готовой продукции, а также перемещение отходов до от