Файл: 1. Размерный анализ существующих технологического процесса 2 1 Подготовка исходных данных для размерного анализа 2.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 01.12.2023
Просмотров: 53
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1.Размерный анализ существующих технологического процесса
1.1 Подготовка исходных данных для размерного анализа
2. Размерный анализ проектируемого технологического процесса
2.1 Исходные данные для проектирования
2.2 Анализ исходных данных и технологичности конструкции детали
2.3 Проектирование исходной заготовки
2.4 Разработка маршрута обработки
2.5 Проектирование и кодирование операционных эскизов
[
 ] = Б30 + А40 – А50 - Б50
] = Б30 + А40 – А50 - Б50-

-
Z250min=Rz+T=0,02+0,02=0,04 Z250ср=0,04+0,94/2=0,51 -
Б30ср=(0,51-(125,445-125,155-25,21)/1=25,43 -
Б30ном=25,43-(0-0,22)/2=25,54 -
V=0,98-0,04-0,94=0 -
Б30окр=25,54 -
К=25,54-25,54=0 -
 0,51+0=0,51
0,51+0=0,51 -
 0,51-0,94/2=0,04
0,51-0,94/2=0,04 -
 0,51+0,94/2=0,98
0,51+0,94/2=0,98 -
Vн=0,04-0,04=0 -
VВ=0,98-0,98=0
13-14. Поскольку Vн= VВ=0, то относительные показатели дефицита на рассчитываем.
Уравнение (9) размерной цепи:
[
 ] = Б10 + А20 – А30 – Б30
] = Б10 + А20 – А30 – Б30-

-
Z230min=Rz+T=0,04+0,05=0,09 Z230ср=0,04+1,64/2=0,91 -
Б10ср=(0,91-(126,265-125,735-25,43)/1=25,81 -
Б10ном=25,81-(0-0,54)/2=26,08 -
V=1,73-0,09-1,64=0 -
Б10окр=26,08 -
К=26,08-26,08=0 -
 0,91+0=0,91
0,91+0=0,91 -
 0,91-1,64/2=0,09
0,91-1,64/2=0,09 -
 0,91+1,64/2=1,73
0,91+1,64/2=1,73 -
Vн=0,09-0,09=0 -
VВ=1,73-1,73=0
13-14. Поскольку Vн= VВ=0, то относительные показатели дефицита на рассчитываем.
Уравнение (10) размерной цепи:
[
 ] = Б0 + А0 – А10 – Б10
] = Б0 + А0 – А10 – Б10-

-
Z210min=Rz+T=0,2+0,4=0,6 Z210ср=0,6+8,77/2=4,985 -
Б0ср=(4,985-(130,91-127,495-25,81)/1=27,38 -
Б0ном=27,38-(1,3-1,3)/2=27,38 -
V=9,37-0,6-8,77=0 -
Б0окр=27,38 -
К=27,38-27,38=0 -
 4,985+0=4,985
4,985+0=4,985 -
 4,985-8,77/2=0,6
4,985-8,77/2=0,6 -
 4,985+8,77/2=9,37
4,985+8,77/2=9,37 -
Vн=0,6-0,6=0 -
VВ=9,37-9,37=0
13-14. Поскольку Vн= VВ=0, то относительные показатели дефицита на рассчитываем.
Уравнение (11) размерной цепи:
[В] = А40 – А30 + В20
-

-
Вср=55+(0,23-0,23)/2=55 -
В20ср=(55-(125,445-125,735)/1=55,29 -
В20ном=55,29-(0-0,19)/2=55,385 -
V=55,25-54,75-0,69=-0,019 -
В20окр=55,39 -
К=55,39-55,385=0,005 -
 55+0,005=55,005
55+0,005=55,005 -
 55,005-0,69/2=54,66
55,005-0,69/2=54,66 -
 55,005+0,69/2=55,35
55,005+0,69/2=55,35 -
Vн=54,66-54,75=-0,09 -
VВ=55,25-55,35=-0,1 -

-

Уравнение (12) размерной цепи:
[
 ] = В20 – А20 + А10 + Е0 - А0
] = В20 – А20 + А10 + Е0 - А0-

-
Z320min=Rz+T=0,04+0,05=0,09 Z320ср=0,09+10,8/2=5,49 -
Е0ср=(5,49-(55,29-126,265+127,495-130,91)/1=79,88 -
Е0ном=79,88-(2,2-2,2)/2=79,88 -
V=10,89-0,09-10,8=0 -
Е0окр=79,88 -
К=79,88-79,88=0 -
 5,49+0=5,49
5,49+0=5,49 -
 5,49-10,8/2=0,09
5,49-10,8/2=0,09 -
 5,49+10,8/2=10,89
5,49+10,8/2=10,89 -
Vн=0,09-0,09=0 -
VВ=10,89-10,89=0
13-14. Поскольку Vн= VВ=0, то относительные показатели дефицита не рассчитываем.
Вывод: Брак по окончательным размерам отсутствует, необработанных поверхностей нет, коэффициент использования низки.
В общем размерная структура сравнительно рациональна.
2. Размерный анализ проектируемого технологического процесса
2.1 Исходные данные для проектирования
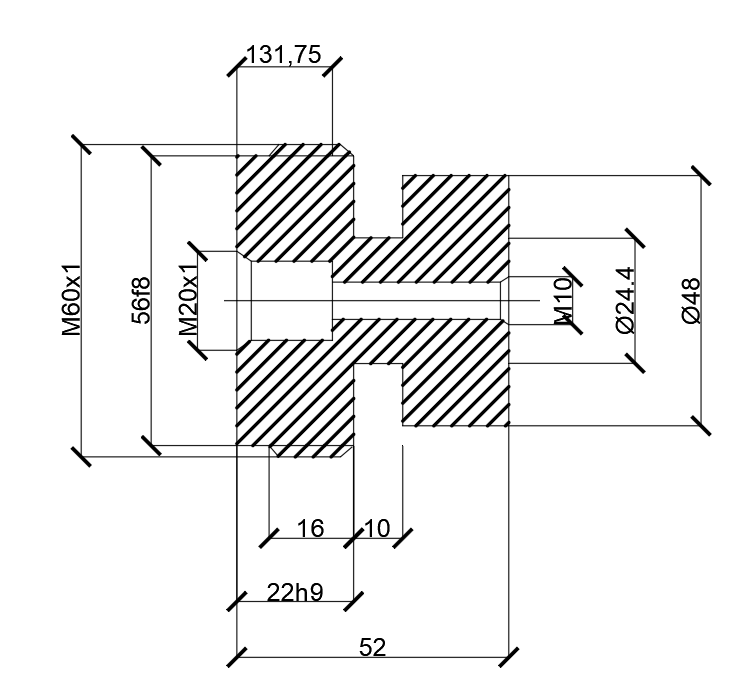
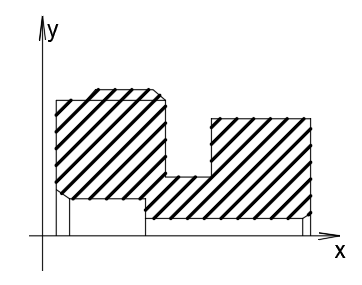
Эскиз детали преобразуется. Убирая и обтачивая фаски, галтели и т.п. Кодируем поверхность детали, их проекции «х» и «у».
2.2 Анализ исходных данных и технологичности конструкции детали
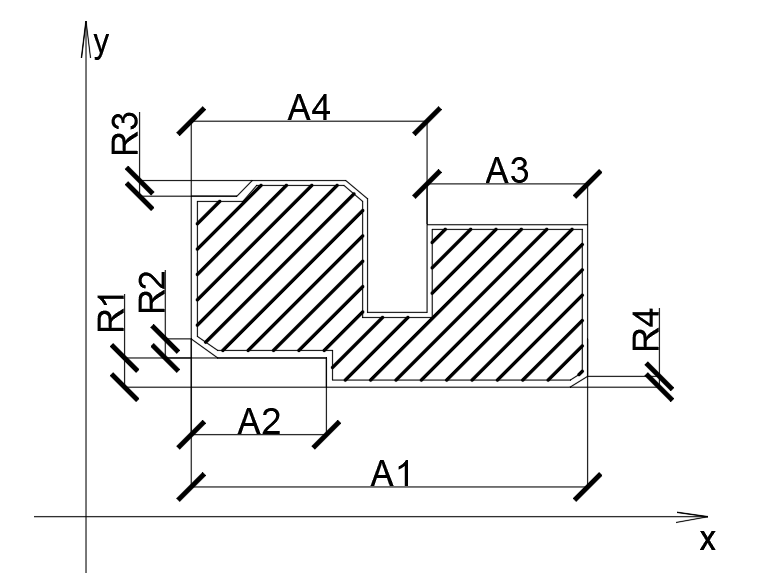
По таблице допусков и посадок определяем квалитеты точности размеров детали.
| Размер | А1 | А2 | А3 | А4 | 2R9 | 2R10 | 2R11 | 2R12 |
| Квалитет | 16 | 12 | 18 | 16 | 10 | 8 | 14 | 12 |
Деталь не имеется сложных и специальных элементов.. Номинальные размеры в пределах нормы. Деталь имеет среднюю технологичность.
2.3 Проектирование исходной заготовки
В качестве заготовки берем штамповку. Данный выбор экономически оббоснован, так как обеспечивает минимальные затраты.
Назначаем допуски, несоосности на заготовку.
Принимаем шероховатость Rz 220, толщина дефслоя h=300 мкм.
2.4 Разработка маршрута обработки
С учетом обработки с двух сторон внутренних и одной наружной стороны предлагаем технологический процесс:
-
Операция 0: Заготовительная – литье. -
Операция 5: Токарно - револьверная черновая; -
Операция 10: Токарно - револьверная черновая; -
Операция 15: Токарная с ЧПУ чистовая; -
Операция 20: Токарная с ЧПУ чистовая; -
Операция 25: Внутришлифовальная;
2.5 Проектирование и кодирование операционных эскизов
| Номер операции | Наименование и содержание операции | Эскиз обработки, базирование | Оборудование |
| 000 | Заготовительная | | Круглопильный автомат 8Г642 |
| 05 | Токарно - револьверная черновая; | 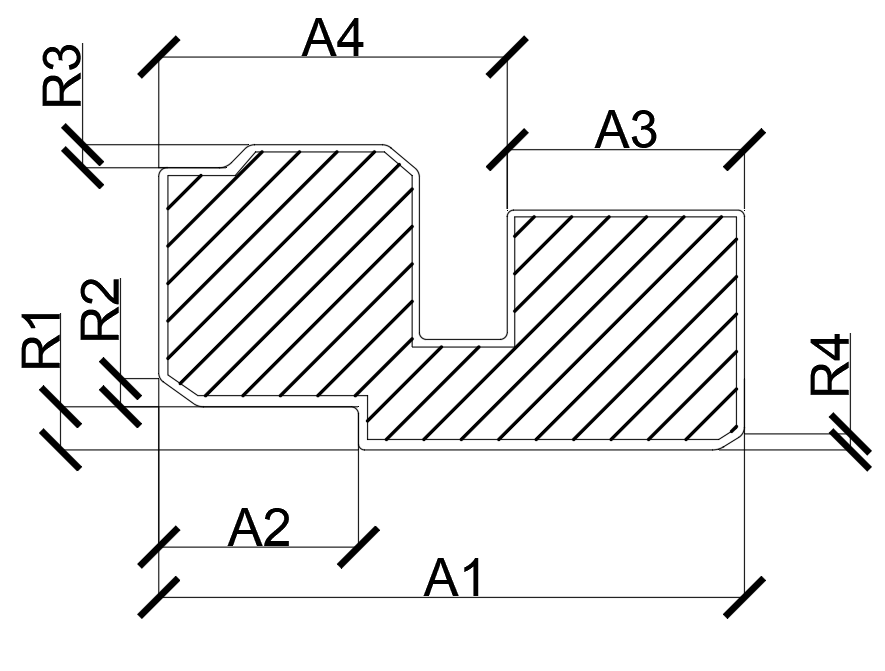 | Токарно-винторезный станок 16К20Т1 |
| 010 | Токарно - револьверная черновая; | | Токарно-винторезный станок 16К20Т1 |
| 015 | Токарная с ЧПУ чистовая; | 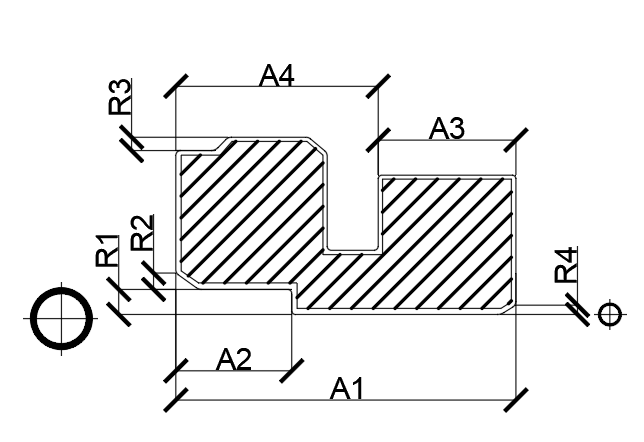 | Токарно-винторезный станок 16К20Т1 |
| 020 | Фрезерная операция | - | Вертикально-фрезерный станок 6Р13Ф3 и револьверная головка |
| 025 | Термическая операция: цементация, закалка, отпуск | - | Печь цементационная Ц105, печь отпускная |
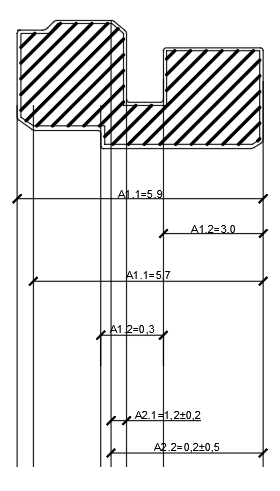
2.6 Составление размерных схем
2.7 Расчет размерной цепи
1. Определение номинальных размеров составляющих звеньев.
Номинальные размеры нестандартных составляющих звеньев необходимо взять непосредственно с чертежа узла, учитывая ГОСТ 6636-69 «Нормальные линейные размеры», а номинальные размеры стандартных деталей (например, подшипников) – по соответствующим стандартам.
Для выполнения основного уравнения размерной цепи 1, размер одного из нестандартных составляющих звеньев принимается за расчетное, например толщина прокладки
 .
.Для подшипников 306 ГОСТ 8838-75 ширина колец
 мм. Размеры: кольца
мм. Размеры: кольца  мм, шестерни
мм, шестерни  мм, вала
мм, вала  мм, крышек
мм, крышек  мм, корпуса
мм, корпуса  мм.
мм.Основное уравнение размерной цепи:

откуда

2. Определение средней точности размерной цепи.
По формуле 11 среднее число единиц допуска:

Значения единиц допуска для звеньев цепи находим из табл. 5: i1=i4= i5=1,31; i2=i6=i9=0,9; i3=1,56; i7=0,73; i8=2,17. Тогда:
 Найденное число единиц допуска лежит в пределах стандартных значений: k=16 (IT=7) и k=25 (IT=8). Поэтому часть допусков составляющих звеньев необходимо назначать по 7 квалитету, а часть – по 8-му.
Найденное число единиц допуска лежит в пределах стандартных значений: k=16 (IT=7) и k=25 (IT=8). Поэтому часть допусков составляющих звеньев необходимо назначать по 7 квалитету, а часть – по 8-му.На все звенья размерной цепи необходимо назначать стандартные допуски, что позволит снизить затраты на контроль при их проверке стандартными измерительными инструментами (например, предельными калибрами). Допуск же расчетного звена – прокладки
 получится нестандартным и должен лежать в пределах между 7 и 8 квалитетами или равен одному из них. Для снижения себестоимости изготовления звеньев размерной цепи желательно наиболее трудоемкие в производстве размеры назначить по большему, а менее трудоемкие - по меньшему квалитетам.
получится нестандартным и должен лежать в пределах между 7 и 8 квалитетами или равен одному из них. Для снижения себестоимости изготовления звеньев размерной цепи желательно наиболее трудоемкие в производстве размеры назначить по большему, а менее трудоемкие - по меньшему квалитетам.
Предельные отклонения на составляющие звенья, кроме звена А7, рекомендуется назначать на размеры, относящиеся к валам (охватываемым) по h, относящиеся к отверстиям (охватывающим) по Н, а на остальные размеры (уступы) – симметричные отклонения
 . В рассматриваемой размерной цепи к уступам с отклонениями относятся размеры крышек А6 и А9, а остальные размеры – к валам.
. В рассматриваемой размерной цепи к уступам с отклонениями относятся размеры крышек А6 и А9, а остальные размеры – к валам.Результаты расчетов поэтапно внесены в таблицу
Результаты расчета размерной цепи методом полной взаимозаменяемости
| Обозн. звена | Номин. размер, мм | Единица допуска ij | Обозн. поля доп. | Квалитет | ТАj | Еs(Aо) | Еi(Aj) | Еm(Aj) | |||
| мкм | |||||||||||
| A | 0,3 | – | – | – | 200 | +200 | 0 | +100 | |||
 | 19 | 1,31 | h | 7 | 21 | 0 | –21 | –10,5 | |||
 | 8 | 0,9 | h | 7 | 15 | 0 | –15 | –7,5 | |||
 | 32 | 1,56 | h | 7 | 25 | 0 | –25 | –12,5 | |||
 | 20 | 1,31 | h | 7 | 21 | 0 | –21 | –10,5 | |||
 | 19 | 1,31 | h | 7 | 21 | 0 | –21 | –10,5 | |||
 | 10 | 0,9 | | 7 | 15 | +7,5 | –7,5 | 0 | |||
 | 3,3 | 0,73 | – | 7…8 | 13 | +82 | +69 | +75,5 | |||
 | 115 | 2,17 | h | 8 | 54 | 0 | –54 | –27 | |||
 | 10 | 0,9 | | 7 | 15 | +7,5 | –7,5 | 0 | |||