ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.08.2024
Просмотров: 70
Скачиваний: 0
Бесцентрово-шлифовальные станки.
Бесцентрово-шлифовальные станки работают двумя методами – шлифованием на проход со сквозной подачей, когда обрабатываемая деталь, помимо вращательного движения, имеет и осевое перемещение между кругами и шлифование врезанием с поперечной подачей.
Данные станки применяются в условиях серийного и массового производства для обработки гладких цилиндрических поверхностей с продольной сквозной подачей и для обработки цилиндрических, конических и фасонных поверхностей методом врезания с поперечной подачей , сразу по всей их длине. Характеристики наиболее распространенных бесцентрово-шлифовальные станков даны в таблице 2
На рисунке 7 представлен общий вид бесцентрово-шлифовального станка. Станок состоит из следующих составных частей: станины 1, головки 4, шлифовального круга 5, головки 8, ведущего круга 6,которые и осуществляют основную работу – шлифование детали. Для правки шлифовального круга алмазом имеется приспособление 3, правка ведущего круга производится приспособлением 7. Для перемещения головки 8 ведущего круга 6 имеется штурвал 11.
Таблица 2
Наиболее распространенные типы бесцентрово-шлифовальных станков
|
Наименование станка |
Модель |
Главный параметр |
Главное движение |
Мощность, кВт |
Масса, кг |
||
|
Наибольший диаметр отверстия, мм |
Скорость кругов |
||||||
|
шлифовального, м/с |
ведущего, об/мин |
||||||
|
Бесцентрово-шлифовальный универсальный полуавтомат высокой точности |
3Д180 |
6 |
35 |
40-500 |
1,5 |
1,6 |
|
|
Бесцентрово-шлифовальный универсальный полуавтомат высокой точности |
3М180 |
25 |
33 |
7-320 |
7,3 |
3,4 |
|
|
Бесцентрово-шлифовальный универсальный полуавтомат высокой точности |
3М184 |
80 |
35 |
1-290 |
5,3 |
6 |
|
Рисунок 5 Схемы обработки на бесцентрово-шлифовальном станке
а – напроход; б,в – врезанием.
Вращение шлифовального круга 5 и ведущего круга 6 производится от электродвигателя 2 через ряд передач. Обрабатываемая деталь свободно помещается на опорном ноже между двумя кругами, вращающимися в одну и туже сторону.
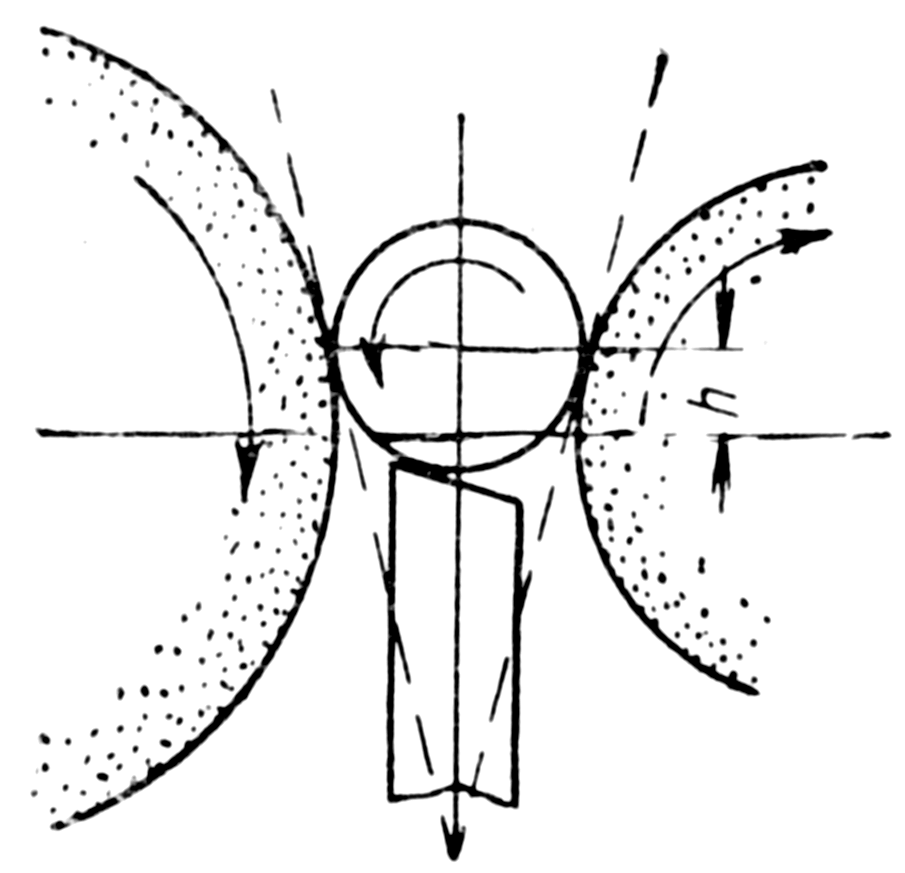
Рисунок 6 Установка детали при бесцентровом шлифовании
Обрабатываемая деталь устанавливается на станке несколько выше оси кругов (рисунок 6). Высота установки детали над линией центров кругов hоказывает влияние на получение правильной цилиндрической формы обрабатываемой детали.
Величина hвыбирается в зависимости от диаметра обрабатываемой детали в пределах от 1 до 12 мм.
При установке детали точно по оси h=0 имеет место отклонение профиля детали от окружности, получается огранка (псевдоокружность), напоминающая в сечении профиль многоугольника.
При установке детали выше оси образуется V-образная опорная рабочая зона, которая обеспечивает большую округлость деталей. Для получения правильной цилиндрической формы обрабатываемой детали немаловажную роль играют и погрешности в настройке станка.
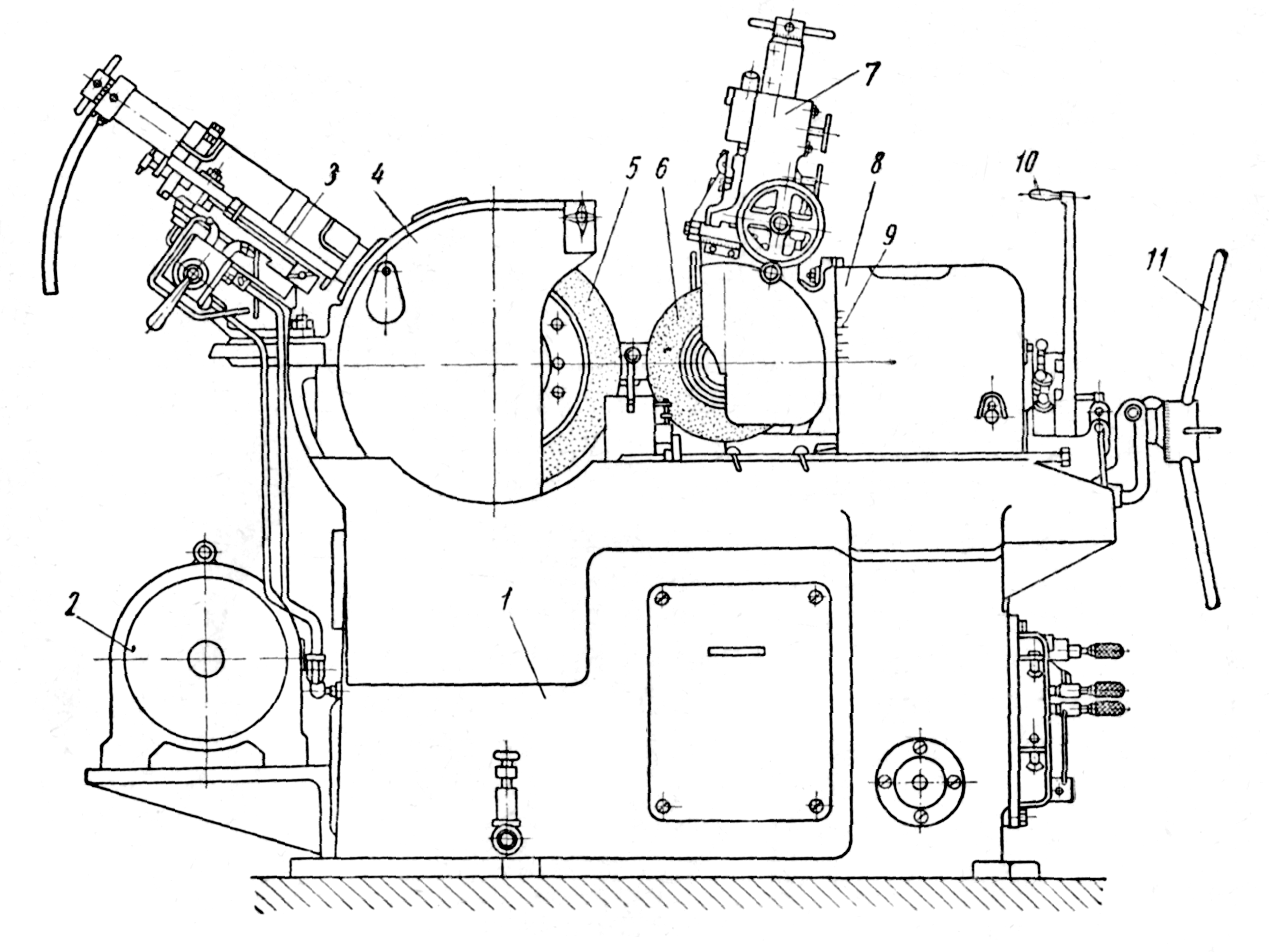
Рисунок 7 Общий вид бесцентровочно-шлифовального станка
Шлифовальный круг обычно имеет одну скорость вращения, а ведущий круг имеет несколько различных чисел оборотов.
Головка ведущего круга допускает поворот на некоторый угол. Величина угла поворота круга устанавливается по шкале 9 (смотри рисунок 7). Рукоятка 10 служит для перемещения ведущего круга при работе методом поперечной подачи. Работа на бесцентрово-шлифовальных станках характеризуется высокой производительностью, которая повышает в несколько раз производительность работы на обычных круглошлифовальных станках.
Уменьшается время на установку, проверку и снятие деталей, отпадает необходимость в зацентровке деталей, что зачастую позволяет уменьшить припуск на шлифование, так как деталь самоцентрируется по обрабатываемой поверхности.
Необходимо указать, что при бесцентровом шлифовании деталей с имеющимся в них отверстием нельзя добиться точной концентричности внутренней и наружной поверхности. В таких случаях обработку отверстий производят после бесцентрового шлифования, используя за базу наружную отшлифованную поверхность.
Кроме того, обработку цилиндрических деталей с продольными пазами и канавками, если они временно не заделаны ложными вкладышами, на бесцентрово-шлифовальных станках осуществить невозможно.
Диаметр деталей, обрабатываемых бесцентровым шлифованием, находится в пределах 1–250 мм. Шлифующие круги применяются формы ПП и диаметром в среднем 400–600 мм.
Высота кругов выбирается от 40 до 200 мм.
Рабочие шлифующие круги применяются на керамической и вулканитовой связках, а ведущие круги – на вулканитовой или бакелитовой связках.
Кинематическая схема бесцентрово-шлифовального станка.
На рисунке 8 приведена кинематическая схема бесцентрово-шлифовального станка модели 3180. Станок предназначен для наружного бесцентрового шлифования гладких и ступенчатых деталей с цилиндрическими, коническими и фасонными поверхностями.
На станке можно шлифовать гладкие и ступенчатые валы различных диаметров и длин, втулки, пальцы, трубы, гильзы, поршни, ролики и ряд других подобных деталей.
Привод шлифующего круга 1 (главное движение) осуществляется от отдельного электродвигателя 2 через клиноременную передачу со шкивами 3 и 30. Число оборотов шлифующего круга постоянно и составляет 1200 в минуту. Диаметр круга: наибольший 500 и наименьший 390 мм. Круг вращается по часовой стрелке, если смотреть со стороны рабочего.
Вращение ведущего круга 4 на станках модели 3180 выполняется в двух вариантах – механическим и гидравлическим приводом ведущего круга.
В станках с механическим приводом (рисунок 8) ведущий круг 4 получает вращение от отдельного электродвигателя 5 по средствам цепной передачи 6 и 7 через сменные шестерни 8 и 9 и червячную передачу 10-11.
Набор сменных зубчатых колес позволяет сообщать ведущему кругу восемь различных чисел оборотов от 13 до 94 в минуту. При правке ведущего круга включается передача через винтовые зубчатые колеса с z= 16 иz= 55, минуя сменные шестерни и сообщая ведущему кругу 300 об/мин.
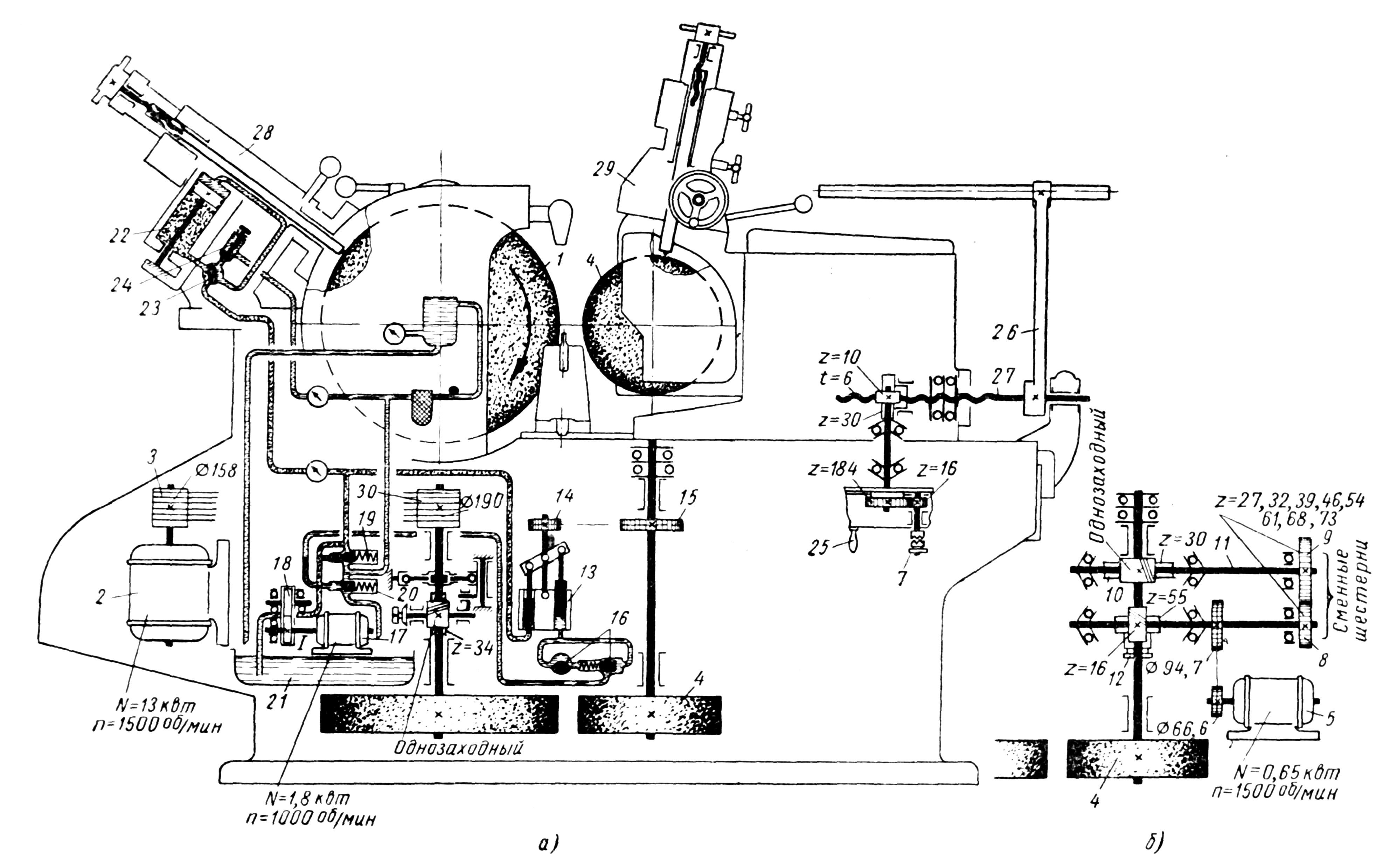
Рисунок 8 Кинематическая схема бесцентрово-шлифовального станка модели 3180
Передача тем или иным путем регулируется с помощью муфты переключения 12.
В станках с гидравлическим приводом ведущего круга (рисунок 8, а) вращение от гидромотора 13 через звездочку 14 и бесшумную цепь передается на звездочку 15, сидящую на шпинделе ведущего круга 4.
Бесступенчатое регулирование чисел оборотов гидромотора производится через дроссель 16, обеспечивая получение любого числа оборотов ведущего круга в пределах 25-225 об/мин.
Отдельный электродвигатель 17 гидравлической системы (N= 1,8 квт;n= 1000 об/мин) вращает шестеренчатый насос 18, который снабжен клапанами высокого 19 и низкого 20 давления. Насос подает масло из бака 21 в цилиндр 22 устройства для правки шлифовального круга, а также осуществляет принудительную смазку подшипников шлифовального круга. Устройство для правки круга состоит из гидравлического цилиндра 22, реверсивного крана 23 для изменения направления перемещения и регулятора давления 24. Ведущий круг правится вручную. Установочное движение головки (бабки) ведущего круга при шлифовании с продольной сквозной подачей и движение ее поперечной подачи при врезном шлифовании осуществляется через маховичок 25. Этот маховичок имеет лимб с делением для отсчета подачи и через червячную пару передает вращение гайке ходового винта, перемещает головку ведущего круга. Подвод головки можно производить и рычагом 26, поворачивающим ходовой винт 27, предварительно освободив его от крепления в кронштейне и застопорив гайку (червячное колесо) специальным винтом, управление которым выведено на переднюю стенку корпуса головки ведущего круга.
Правка рабочего шлифующего круга производится гидрофицированным устройством 28, а правка ведущего круга осуществляется вручную устройством 29.