Файл: Повышение надежности системы автоматизации на машине периодической промывки текстильных материалов модели hydra.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 24.10.2023
Просмотров: 126
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
2) применение дополнительных устройств, таких как компенсаторы износа, фильтры, протекторы для защиты от пыли, съемники быстро изнашивающихся деталей, предохранители и др.;
3) улучшение характеристик материалов за счет применения высокопрочных материалов, антифрикционных материалов, упрочненных накладок, проката переменного сечения и др.;
4) улучшение смазки, в том числе обеспечение жидкостного трения, герметизация узлов трения, применение гидродинамической и аэрозольной смазки, автоматизация смазки и др.
Рисунок 12 - Классификация мероприятий по повышению эксплуатационной надежности технологического оборудования
Технологические мероприятия по повышению надежности можно условно разделить на следующие группы:
1) поверхностная пластическая деформация (наклеп), основными видами которой являются дробеструйная обработка, обкатка шариками и роликами, термомеханическая обработка, электромеханическое сглаживание и др.;
2) термическая обработка, в том числе поверхностная газовая закалка, закалка в электролите, закалка токами высокой частоты, упрочнение взрывом, цементация и др.;
3) химико-термическая обработка – азотирование, хромирование, цианирование, алитирование, никелирование и др.;
4) наплавка и напыление, к которым относятся газовая, электродуговая и электрошлаковая наплавка, газовая металлизация, плазменное напыление и др.;
5) гальваническое нанесение покрытий – цинкование, хромирование, никелирование, борирование, эмалирование, фосфатирование и др.
Организационные мероприятия по повышению надежности включают работы по уходу, профилактике, обслуживанию и ремонту: контроль состояния и режимов работы оборудования, планово-предупредительный ремонт, уход за поверхностями трения, обслуживание смазочных систем, повышение квалификации и ответственности рабочих и др.
2.3. Оценка надежности методами теории вероятности и математической статистики
Надежность объектов нарушается возникающими отказами. Отказы рассматривают как случайные события. Для количественной оценки надежности используются методы теории вероятности и математической статистики. Показатели надежности могут определяться чисто аналитическим путем на основе математической модели – математического определения надежности. Показатели надежности могут определяться в результате обработки опытных данных – это статистическое определение показателя надежности.
Момент возникновения отказа, частота возникновения отказов – величины случайные. Поэтому базовыми методами для теории надежности являются методы теории вероятности и математической статистики. Случайное событие – событие, которое при осуществлении совокупности условий S может либо произойти, либо не произойти. Случайное событие характеризуется вероятностью реализации Р.
Случайная величина – величина, которая в результате опыта принимает одно, наперед неизвестное значение, зависящее от случайных причин. Случайные величины могут быть дискретными и непрерывными.
Все возможные на практике значения некоторой случайной величины образуют генеральную совокупность случайной величины.
Ряд конкретных реализаций случайной величины называют выборочной совокупностью или выборкой.
Генеральная совокупность характеризуется статистическими параметрами: математическое ожидание – среднее значение случайной величины ; дисперсия D – мера рассеивания случайной величины относительно среднего значения:
 (19)
(19)где s – среднее квадратическое (стандартное) отклонение случайной величины.
На практике математическое ожидание и дисперсию случайной величины можно оценить только на основе выборки из конечного числа наблюдений (измерений) случайной величины:
– выборочное среднее арифметическое значение случайной величины
 (20)
(20)где n – число наблюдений, xi – реализация случайной величины в каждом наблюдении.
– исправленное выборочное среднее квадратическое отклонение случайной величины (выборочное стандартное отклонение)
 (21)
(21)где s – выборочное среднее квадратическое (стандартное) отклонение случайной величины, являющееся оценкой стандартного отклонения генеральной совокупности.
Кроме среднего арифметического для оценки математического ожидания могут использоваться медиана и мода, а для оценки дисперсии – размах.
Случайная величина характеризуется законом распределения, который связывает значения случайной величины с вероятностью их появления. Для характеристики закона распределения случайной величины используются следующие функции.
Функция распределения случайной величины – функция F(х), определяющая вероятность того, что случайная величина Х в результате испытаний примет значение меньше или равное х:
 (22)
(22)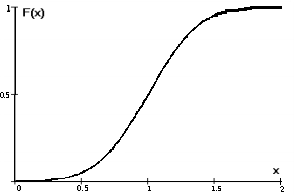
Рисунок 13 - Функция распределения случайной величины
Плотность распределения вероятностей случайной величины
 (23)
(23) (24)
(24)Плотность вероятности характеризует вероятность того, что случайная величина примет конкретное значение x (рис. 14). Плотность вероятности и функция распределения связаны зависимостью.
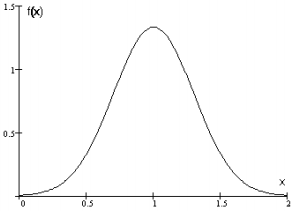
Рисунок 14 - Плотность вероятности.
Показатели надежности могут рассчитываться на основе функции распределения и плотности распределения (математическое определение), а также на основе статистических данных эксплуатации и испытаний (статистическое определение).
Экспериментальной оценкой плотности вероятности случайной величины является гистограмма распределения случайной величины (рис. 15).
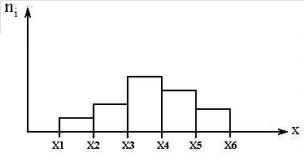
Рисунок 15 - Гистограмма распределения случайной величины
Гистограмма показывает зависимость количества наблюдаемых значений случайной величины в определенном интервале значений от границ этих интервалов. По гистограмме можно приближенно судить о плотности распределения случайной величины.
При построении гистограммы в выборке случайной величины x из n значений определяют наибольшее
 и наименьшее
и наименьшее  значения. Диапазон изменения величины
значения. Диапазон изменения величины (25)
(25)разбивают на m одинаковых интервалов. Затем подсчитывают число наблюдаемых значений случайной величины ni , попадающих в каждый i-тый интервал.
2.4. Расчет оптимального натяжения ткани
Цель процесса промывки: удаление загрязнений из текстильного материала в моющий раствор (водный или органический).
При промывке ткани (рис. 16) целесообразно аналитически определить следующие технологические параметры:
-
скорость промывки; -
напряжение и деформация ткани; -
уровень воды в процессе промывки; -
уровень давления воды, пара и воздуха в процессе; -
натяжение ткани в процессе промывки.
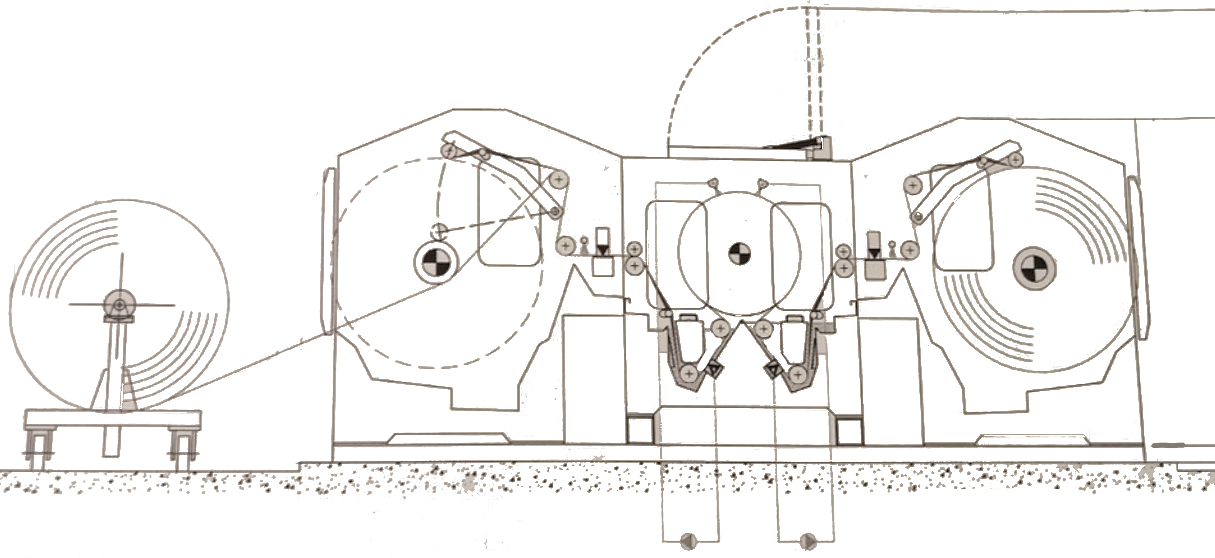
Рисунок 16 – Схема процесса промывки ткани машины периодической промывки модели «HYDRA»
Натяжение ткани должно быть одинаковым и по возможности равномерным по ширине полотна. Неправильное и неравномерное натяжение ткани приводит к снижению качества промывки.
Натяжение ткани должно быть оптимальным, чтобы обеспечить наивысшую производительность труда и оборудования, высокое качество промывки.
Значительное увеличение натяжения ткани ухудшает качество промывки ткани, т.к. происходит значительная вытяжка, вследствие этого, ткань имеет большую усадку по ширине и длине после стирки.
Таким образом, натяжение ткани должно быть оптимальным, чтобы обеспечить максимальную производительность и высокое качество промывки с минимальными затратами.
Рассчитаем оптимальное натяжение ткани на промывочной машине марки «HYDRA» методами математической статистики.
Технические данные машины периодической промывки:
1) Тип ткани – Хлопок – ПЭС;
2) Ширина ткани – 1 800 мм;
3) Ширина валов – 2000 мм;
4) Общая длинна машины – 6 610 мм;
5) Общая ширина машины – 3 214 мм;
6) Общая высота машины – 3 300 мм;
7) Диаметр цилиндров намотки – 320 мм;
8) Диаметр намотки ткани на цилиндре – 1 550 мм;
9) Минимальная скорость – 10 м/мин;
10) Максимальная скорость – 140 м/мин;
11) Натяжение ткани – от 50 до 500 Н;
12) Давление воды – 2-3 Бар;
13) Давление пара – 3 Бар;
14) Давление воздуха – 7 Бар;
15) Мощность электрожвигателя – 53 кВт.
Натяжение ткани при промывке колеблется в пределах 50-500 Н.
Определим оптимальное количество групп с равными интервалами по формуле Стреджесса:
n=1+3,322lg
 (27)
(27)где
– диапазон изменения величины, формула (25) =500-50=450 НРассчитаем значения:
n=1+3,322lg450=9,81. Принимаем 10.
Определим величину интервала:
i=(Хmax-Xmin)/n (28)
i=(500-50)/10=45
Получаем группировку данных:
50; 50+45=95; 140; 185; 230; 275; 320; 365; 410; 455; 500.
Получаем закрытый интервал, поэтому n принимаем равным 11.
По формуле (20) найдем выборочное среднее арифметическое значение случайной величины:

По формуле (21) найдем выборочное среднее квадратическое отклонение случайной величины (выборочное стандартное отклонение):
 Н
НПо формуле (19) найдем дисперсию:
D=s2= 362= 1296
Дисперсия показывает средний квадрат отклонений каждой величины от среднего значения.
Далее определим коэффициент вариации по формуле:
V=
 100% =
100% =  100% = 13% (29)
100% = 13% (29)Коэффициент вариации используется для характеристики однородности системы и адекватности расчетов.
Система считается однородной, а расчеты адекватными, если коэффициент вариации не превышает 33 %.
Таким образом, система однородна, расчеты адекватны, а оптимальное натяжение ткани равно 275 Н.
Натяжение ткани при промывке необходимо поддерживать на данном уровне, чтобы обеспечить максимальную производительность труда и оборудования и высокое качество промывки.