Файл: На рисунке 1 приведены данные о потреблении алюминия и его сплавов в мире за 2017 год.doc
Добавлен: 25.10.2023
Просмотров: 17
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
В передвижных сварочных трансформаторах ТД-300 и ТД-500 с номинальными токами соответственно 315 и 500 А подвижными являются вторичные катушки, а неподвижными — первичные, которые закреплены у нижнего ярма магнитопровода (рис. 2, б). Для работы на больших токах витки первичной, а также вторичной обмоток соединяются параллельно (положение); для перехода на малые токи витки обмоток соединяются последовательно (положение 2), при этом часть витков первичной обмотки отключается, что приводит к некоторому повышению напряжения холостого хода и, как следствие, улучшению стабильности дуги на малых токах.
Трансформаторы ТД-502 для токов до 500 А снабжены встроенными конденсаторами мощности, улучшающими коэффициент мощности. Трансформаторы ТД-500-4 дополнительно снабжены устройством для снижения напряжения холостого хода с 80 до 12 В, что значительно уменьшает возможность поражения током сварщика при смене электродов.
Трансформаторы серии ТД в настоящее время заменяются трансформаторами серии ТДМ (рис. 3) более совершенной конструкции. В них применена холоднокатаная специальная сталь толщиной до 0,35 мм, обеспечивающая более высокие электромагнитные свойства сердечников.
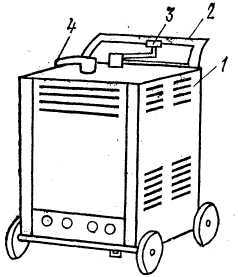
Рис. 3. Сварочный трансформатор ТДМ-317У2
1 — корпус; 2 — ручка для перемещения трансформатора; 8 — рукоятка для плавного регулирования сварочного тока; 4 — рукоятка для переключения диапазонов
Кроме того, использованы новые, более эффективные изоляционные и обмоточные материалы, усовершенствованы переключатели диапазонов сварочного тока и подключение проводов за счет переключателей ножевого типа и штыревых разъемов, улучшены внешний вид и эксцлуатационные характеристики трансформаторов, в частности устранена вибрация, характерная для трансформаторов ТД и других, более ранних серий. Серия ТДМ включает базовые трансформаторы ТДМ-317, ТДМ-401 и ТДМ-503 на токи соответственно 315, 400. и 500 А, а также ряд их модификаций. Трансформаторы серии ТДМ по принципу регулирования, электрической схеме и конструктивному исполнению близки серий ТД.
Для ручной дуговой сварки также используют трансформаторы с развитым магнитным рассеянием и подвижным магнитным шунтом, которые имеют на стержневых магнитопроводах частично разнесенные вторичные обмотки. Как видно из рис. 4, а, на стержнях 1 расположены катушки первичной обмотки 2 и частично разнесенной обмотки 3 и 4.
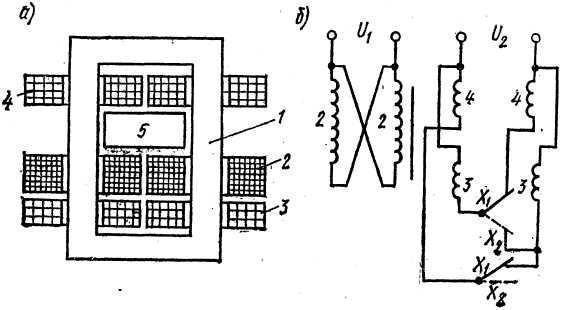
Рис. 4. Трансформатор с подвижным магнитным шунтом а — схема конструкции; б — электрическая схема; U1 — первичное напряжение сети; U2 — вторичное напряжение холостого хода; 1 — стержни; 2—4 —обмотки; 5 —магнитный шунт
В окне между катушками и стержнями помещен магнитный шунт, который изготовлен из трансформаторной стали, и его можно перемещать. Регулируя передвижение шунта, можно изменить индуктивное сопротивление и величину сварочного тока. Для работы на больших токах катушки вторичной обмотки соединяются параллельно (рис. 4.б, положение Х1), а для работы на малых токах основные катушки 3 соединяются последовательно, а катушка 4 отключается (положение Х2). Плавное регулирование токов осуществляется передвижением шунта ручным приводом, но может быть механизировано. Трансформаторы этого типа марки CTIII имеют хорошие энергетические показатели, однако получили ограниченное распространение из-за большой трудоемкости изготовления по сравнению с трансформаторами серии ТД.
Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34 (рис. 4.5, а), были обычными понижающими трансформаторами с жесткой характеристикой, а для создания падающей характеристики они комплектовались отдельными дросселями — проволочными катушками со стальными сердечниками, имеющими большое индуктивное сопротивление; эти трансформаторы использовались в начальный период развития сварки. Регулирование величины тока осуществлялось изменением воздушного зазора k путем передвижения подвижной части дросселя.
Были также распространены трансформаторы со встроенным дросселем (рис. 5,б) серии GTH, предложенные академиком В. П. Никитиным для ручной сварки, и трансформаторы серии ТСД для механизированной сварки на больших токах, имеющие дистанционное управление током путем включения с пульта управления механизма перемещения подвижной части дросселя и изменения воздушного зазора.
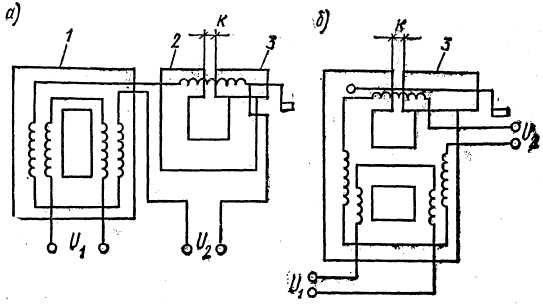
Рис. 5. Трансформаторы с нормальным магнитным рассеиванием
а —с дросселями, имеющими воздушный зазор; б — с встроенным дросселем; 1 — понижающий трансформатор; 2 — дроссель; 3 — подвижная часть дросселя
Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.
Незначительное распространение для ручной сварки цолучили трехфазное трансформаторы. Сварку от такого трансформатора обычно выполняют двумя электродами. При этом две фазы вторичной обмотки источника питания подключены к электродам, а третья — к изделию. Трехфазный трансформатор преобразует ток с 380/220 В на 60 В во вторичных обмотках с жесткой характеристикой. Для получения падающей характеристики установлены регуляторы тока на сердечнике, имеющем регулируемый воздушный зазор. Регулирование сварочного тока осуществляется изменением воздушного зазора.
3.1 Безопасность выполнения сварочных работ.
1. Сварочные работы должны производиться в электросварочных цехах или на специально оборудованных площадках.
2. Сварочный пост находящийся как в помещении, так и на открытом воздухе, должен быть огражден щитами либо ширмами для защиты окружающих от вредного действия электрической дуги.
3. При сварке изделий массой более 20 кг., должны быть установлены подъемно-транспортные механизмы.
4. В электросварочном цехе должен быть предусмотрен проход, обеспечивающий удобство и безопасность производства сварочных работ и передвижения. При всех условиях ширина прохода должна быть не менее 1 метра.
5. Сварочный цех должен иметь отопление и температура в помещение должна быть не ниже +16°С.
6. В сварочном цехе должна быть вентиляционная система.
7. В сварочном цехе должна быть система общего или комбинированного освещения.
8. Сварочные работы должны выполняться в специальной одежде и обуви, в рукавицах, берете. Для защиты глаз и лица применяются щитки или маски, а газорезчики и вспомогательные рабочие — очками. Корпус маски должен быть изготовлен из несгораемого материала, а прорезь для глаз защищена светофильтром (стеклом) различной плотности.
9. Корпус трансформатора, рабочий стол, и все металлические нетоковедущие части устройства, должны быть заземлены.
10. Провода и кабели сварочного аппарата должны быть хорошо заизолированы и защищены от механических повреждений и высокой температуры.
11. Рукоятка электродержателя должна быть из токонепроводящего и огнестойкого материала.
12. Исправлять электрическую цепь может только электрик и при выключенном рубильнике.
13. После окончания работы или при временной отлучке с рабочего места сварщик обязан отключить оборудование от сети.
Заключение
Алюминиевые сплавы используют в сварных конструкциях различного назначения. Основными достоинствами их как конструкционных материалов являются малая плотность, высокая удельная прочность, высокая коррозионная стойкость. Чистый алюминий, ввиду низкой прочности, для изготовления конструкций используют в отдельных случаях в химической, пищевой и электротехнической промышленности. Алюминий высокой чистоты применяют в отраслях новой техники, в том числе при производстве полупроводников. В качестве конструкционных материалов в основном используют полуфабрикаты из алюминиевых сплавов. По показателям отношения прочности и текучести к плотности высокопрочные алюминиевые сплавы значительно превосходят чугун, низкоуглеродистые и низколегированные стали, чистый титан и уступают лишь высоколегированным сталям повышенной прочности и сплавам титана.
Сварочные трансформаторы применяются для ручной дуговой сварки штучными электродами и в защитном газе, а также для сварки под флюсом. Внешние вольтамперные характеристики трансформаторов для ручной дуговой сварки подразделяются на крутопадающие и пологопадающие. Эти трансформаторы работают в режиме регулятора сварочного тока, который осуществляется путем изменения индуктивного сопротивления обмоток. Трансформаторы, предназначенные для питания автоматизированной сварки при постоянной, не зависящей от напряжения дуги скорости подачи электродной проволоки, имеют жесткую внешнюю характеристику.
Список использованных источников
-
Алексеев Е. К., Мельник В. И. Сварка в промышленном строительстве. — Μ .· Стройиздат, 2000. — 377 с. -
Алешин Н. Пм Щербинский В. Г. Контроль качества сварочных работ. — М.: Высш. школа, 2006. — 167 с. -
Безопасность производственных процессов/Под ред. С. В. Белова — М.: Машиностроение, 1995. — 448 с. -
Блинов As H.t Лялин К. В- Организация и производство сварочно-монтажных работ, — М: Стройиздат, 1998. — 343 с. -
Думов С. И. Технология электрической сварки плавлением.— Л.: Машиностроение, 2007. — 468 с.