Файл: Эксплуатация установок для аддитивного производства на примере 3.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 1317
Скачиваний: 28
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1. Технологии аддитивного производства.
1.1. Использование аддитивных технологий в промышленности
1.2. Оборудование для аддитивных технологических процессов (ГОСТ).
2 Технология эксплуатации и обслуживания аддитивных установок.
2.1. Виды и характеристики, технология работы аддитивного оборудования
3. Техника безопасности при работе на установках аддитивного производства
Для того чтобы не ошибиться с выбором модели, нужно понимать, какая технология подойдет для печати конкретных изделий. Например для ювелира и стоматолога главным критерием будет точность, а для человека который планирует печатать фигурки для своего хобби - качество поверхности и не очень дорогая стоимость расходников.

Рисунок 3
Технология почти полностью копирует DLP, только вместо проектора используются светодиоды. Под ванночкой располагается ЖК дисплей (похожий на дисплей смартфона или планшета), который затемняется в н
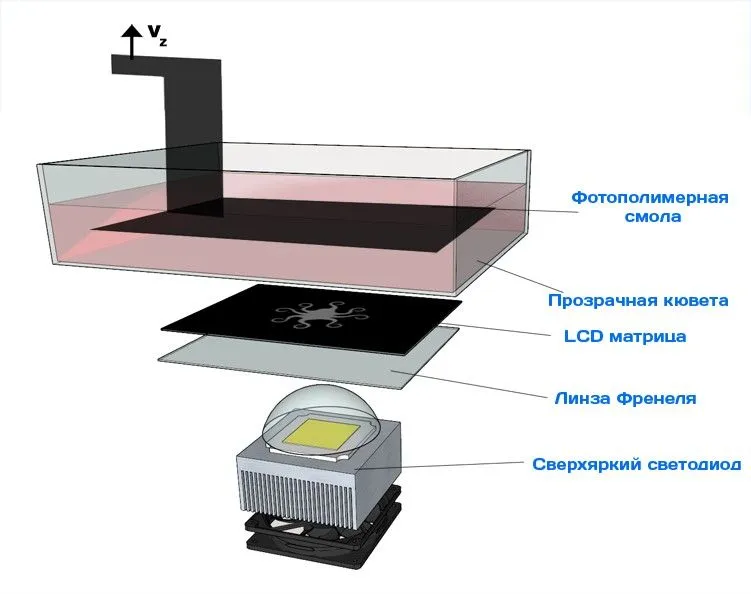
екоторых местах, пропуская свет только в нужных местах.
В качестве материала для печати SLA принтеры используют фотополимерные смолы -светочувствительные полимеры, застывающие под действием определенного спектра УФ излучения.
В качестве “отвердителя” используется лазерный луч, который при помощи зеркал фокусируется на нужной точке. Луч последовательно “рисует” срез модели. Так постепенно, слой за слоем, на рабочем столе “выращивается” модель.
Уход за полимерами.
-
Хранение
Фотополимерную смолу нужно хранить в прохладном, сухом месте вдали от прямых солнечных лучей. Контейнеры должны быть закрытыми. Что бы пигмент не оставлял осадок, контейнеры стоит периодически встряхивать. Перед началом работы следует перемешать смолу, находящуюся в ванночке.
-
Срок годности фотополимера
Как и все химические вещества, фотополимеры имеют ограниченный срок годности. Для получения наилучших результатов печати фотополимер следует использовать в течение одного года с даты производства.
-
Повторное использование фотополимерной смолы
Фотополимерную смолу, оставшуюся после печати можно оставить в ванночке для дальнейшей работы. Фотополимерная смола может храниться в ванночке определенный период времени. Оранжевый акрил, из которого сделана ванночка и купол принтера защитит неиспользованную фотополимерную смолу от окружающего света. Во избежание возможного воздействия света или тепла используется крышка ванночки для хранения фотополимерной смолы на полке и вдали от прямых солнечных лучей.
-
Утилизация фотополимерной смолы
Для утилизации фотополимерной смолы или пустых контейнеров со смолой следует обратиться к инструкциям, приведенным в разделе паспорта безопасности фотополимерных смол (SDS).
Есть два варианта расположения печатного стола - сверху и снизу.
Стол сверху - визуально выглядит как перевернутый FDM аппарат, модель на таком аппарате печатается “верх ногами”. Стол перемещается во время печати снизу вверх, модуль с лазером располагается в нижней части аппарата, под ванной с полимером. Дно ванночки обычно изготовлено из силикона - он хорошо пропускает УФ излучение и к нему практически ничего не прилипает. Это самая популярное решение для настольных моделей SLA принтеров.
Стол внизу - модуль с лазером располагается в верхней части принтера над ванной с полимером, а печатный стол, во время печати, постепенно опускается вниз, погружаясь в смолу. Такое расположение традиционно используется в промышленных аппаратах с большой областью печати. Единственное неудобство - ванночка всегда должна быть заполнена фотополимером.
А при смене вида смолы придется полностью сливать весь фотополимер и тщательно мыть ванночку.
Преимущества:
-
Высокая точность. Такой аппарат не уступает в точности профессиональным ювелирным ЧПУ станкам -
Идеальное качество поверхности. Самые миниатюрные модели выглядят монолитными. Слоев не видно даже при большом увеличении. -
Большой выбор расходных материалов. Благодаря возрастающей популярности фотополимерной печати, появилось много специфичных смол - от мягких флексов, до фотополимеров с повышенными прочностными характеристиками (например есть очень прочный, биосовместимый фотополимер для изготовления временных зубных коронок).
Недостатки:
-
Высокая стоимость 3D принтера. SLA аппараты очень требовательны к качеству комплектующих, поэтому ценник на такие модели начинается от 220 000 рублей.
-
Дорогие расходники. -
Медленная скорость печати по сравнению с DLP и LCD технологией.
Объекты, напечатанные по технологии SLA, являются непрерывными, независимо от того, цельные они или имеют внутренние каналы. Водонепроницаемость важна в случаях, когда нужно контролировать и прогнозировать воздействие потоков воздуха или жидкости. Инженеры и конструкторы используют водонепроницаемость стереолитографических принтеров для решения задач, связанных с потоками воздуха и жидкости, в автомобильной промышленности, биомедицинских исследованиях и для проверки конструкций деталей потребительских товаров, таких как кухонные приборы.
Стереолитографическая 3D-печать используется для изготовления точных воспроизводимых компонентов в различных отраслях, включая стоматологию и производство. Чтобы в процессе печати получались точные модели, необходимо строго контролировать множество факторов.
Качество стереолитграфической 3D-печати находится на уровне между стандартной и точной машинной обработкой. SLA отличается максимальным допуском по сравнению с другими коммерческими технологиями 3D-печати. Узнайте больше о допусках, аккуратности и точности в 3D-печати.
Нагретый резервуар для полимеров в сочетании с закрытой рабочей средой обеспечивают практически одинаковые условия для каждой модели. Более высокая точность также зависит от более низкой температуры печати по сравнению с технологиями на основе термопластика, в которых сырье расплавляется. Так как в стереолитографии вместо тепла используется свет, печать выполняется при температуре, близкой к комнатной, а модели не подвергаются деформациям, связанным с тепловым расширением и сжатием.
2.2. Технология эксплуатации и обслуживания аддитивных установок на примере замены ванночки для смолы.

Рисунок 4
Ф
лтополимерный 3D принтер Formlabs Form 3B – усовершенствованный настольный SLA 3D-принтер, разработанный специально для печати биосовместимыми материалами. Производительность принтера и точность печати позволяют с его помощью наладить непрерывное производство разнообразных стоматологических макетов без особых усилий, а также заниматься разработками и исследованиями.
Модель использует технологию низкоинтенсивной стереолитографии (LFS) с применением гибкого полимерного резервуара и специально разработанного модуля обработки света (LPU) для получения высокоточных моделей высокой детализации. Сниженная интенсивность засветки позволяет создавать максимально детализированные предметы с идеально гладкими поверхностями, не требующими сложной постобработки.
За счет увеличенной области печати принтер Formlabs Form 3B позволяет изготавливать больше деталей за один производственный цикл, чем при использовании оборудования DLP. Это способствует снижению себестоимости производства и обслуживания техники, дает возможность экономить время и примерно на 55% сократить трудозатраты. Модель совместима с другим оборудованием производителя, что позволяет организовывать согласованные производственные линии.
Применение программного обеспечения Preform обеспечивает доступ к принтеру сразу для нескольких пользователей. В конструкции оборудования также предусмотрена онлайн-панель, позволяющая управлять всеми устройствами Formlabs в удаленном режиме через интернет-соединение.
3D-принтер совместим с устройствами Form Cure и Wash, которые предназначены для последующей обработки готовых деталей. Совместная работа данного оборудования позволяет изготавливать прототипы и модели идеального качества при минимуме затрат. Нужно лишь отсоединить опорные элементы и установить объект в специальную камеру для ополаскивания и отверждения.
Особенности и приемущества:
-
быстрое изготовление разных медицинских (хирургических) инструментов и стоматологических конструкций для пациентов (коронок, мостов и т.д.) с уникальными параметрами; -
применение различных биосовместимых материалов; -
самостоятельная очистка моделей перед извлечением; -
интуитивное управление, простое обслуживание; -
возможность использования дополнительных аксессуаров для расширения производства; -
невысокая цена.
Срок службы ванночки для смолы Formlabs – важный параметр для контроля в Вашем 3D принтере. Ванночка, или резервуар для смолы – необходимый элемент конструкции в 3D принтере. В нее автоматически отмеряется фотополимер, и сквозь двухслойную прозрачную пленку ванночки происходит послойная полимеризация смолы лазером и наращивание на строительной платформе заданной на печать модели.
Ванночки для смолы в 3D принтерах Formlabs являются расходным материалом и требуют периодической замены. Срок службы каждой ванночки зависит от таких параметров:
-
время воздействия смолы (т. е., количество времени, в течение которого резервуар хранит смолу, независимо от того, где резервуар хранится); -
время, потраченное на печать; -
какой фотополимер используется в данной ванночке; -
геометрия моделей, распечатанных в этой ванночке; -
температура; -
физическое повреждение.
Производитель рекомендует заменять ванночку для смолы Form 3 / Form 3B, как только произойдет одно из следующих событий:
1.Заметное физическое повреждение (может произойти в любое время, но ожидается к 600–800 часам печати).
-
Износ гибкой пленки начинает влиять на качество печати. Многократная печать одной и той же модели в одном и том же месте на ванночке может привести к более быстрому износу пленки резервуара. -
Проколы, порезы, морщины, помутнение или выбоины на пленке.
2. Ваша ванночка достигла максимального срока службы (см. таблицу ниже).
-
Некоторые составы смол со временем разрушают компоненты ванночки. Это, в итоге, приведет к утечке смолы из ванночки и порче 3D принтера. Чтобы этого не произошло, замените ванночку по достижении максимального срока службы. Даже если ванночка физически не повреждена. Важно: Замените ванночку, если она физически повреждена (ожидается через 600–800 часов печати, для большинства приложений) или по достижении максимального срока службы (см.в таблице ниже), в зависимости от того, что наступит раньше
3. Техника безопасности при работе на установках аддитивного производства
Общие требования инструкции по технике безопасности при работе на 3D-принтере
- К самостоятельной работе с 3D-принтером допускаются лица, достигшие 16 летнего возраста и изучившие настоящую инструкцию при работе на 3D-принтере.
- Во время работы на 3D-принтере на человека влияют следующие опасные и вредные факторы:
-
Испарение пластика -
Температура -
Шум
- При работе на аддитивных установках не допускается расположение рабочего места в помещениях без наличия естественной или искусственной вентиляции
- Для защиты пластика на катушке от прямых солнечных лучей должны предусматриваться солнцезащитные устройства (шторы, пленка с металлизированным покрытием, регулируемые жалюзи с вертикальными панелями и др.)
- В помещении кабинета и на рабочем месте необходимо поддерживать чистоту и порядок, проводить систематическое проветривание
- Обо всех выявленных во время работы неисправностях оборудования необходимо доложить руководителю, в случае поломки необходимо остановить работу до устранения аварийных обстоятельств. При обнаружении возможной опасности предупредить окружающих и немедленно сообщить руководителю; содержать в чистоте рабочее место и не загромождать его посторонними предметами
Требования безопасности перед началом работы на 3D-принтере
-Осмотреть и убедиться в исправности оборудования, электропроводки. В случае обнаружения неисправностей к работе не приступать. Сообщить об этом и только после устранения неполадок и его разрешения приступит к работе.
-Проверить состояние электрического шнура и вилки
- Проверить исправность выключателей и других органов управления 3D-принтером
-При выявлении любых неисправностей, принтер не включать и немедленно поставить в известность руководителя об этом.
-Тщательно проветрить помещение с 3D-принтером, убедиться, что микроклимат в помещении находится в допустимых пределах: температура воздуха в холодный период года - 22-24°С, в теплый период года - 23-25° С, относительная влажность воздуха 40- 60%.
Требования безопасности во время работы на 3D-принтере
-Включайте и выключайте 3D-принтер только выключателями, запрещается проводить отключение вытаскиванием вилки из розетки. Запрещается снимать защитные устройства с оборудования и работать без них, а также трогать нагретый экструдер и столик.