Файл: Эксплуатация установок для аддитивного производства на примере 3.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 1319
Скачиваний: 28
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1. Технологии аддитивного производства.
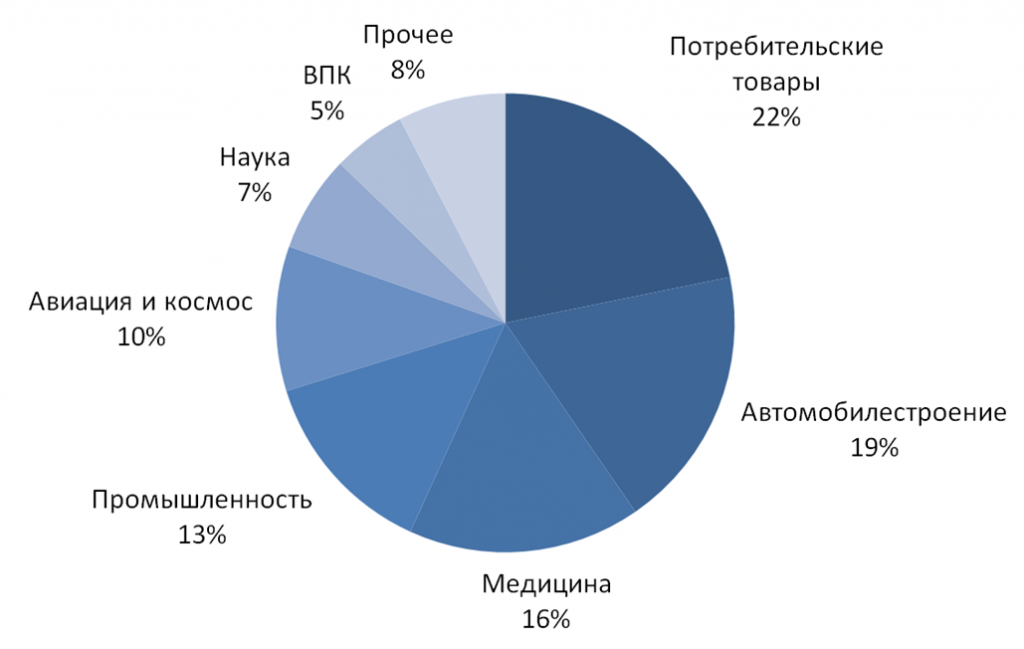
1.1. Использование аддитивных технологий в промышленности
1.2. Оборудование для аддитивных технологических процессов (ГОСТ).
2 Технология эксплуатации и обслуживания аддитивных установок.
2.1. Виды и характеристики, технология работы аддитивного оборудования
3. Техника безопасности при работе на установках аддитивного производства
-
искусственно выращенная человеческая кожа (актуальна для пересадки людям с высокой площадью ожогов); -
биосовместимая костная и хрящевая ткань; -
печать органов с онкологическим процессом и изучения влияния лекарств на опухоли; -
стоматологические импланты, протезы, коронки; -
индивидуальные слуховые аппараты; -
ортопедические протезы.
Аддитивные технологии в фармакологии
При обилии современных медикаментов, для врача важно знать, что такое аддитивный эффект в лекарствах, от этого зависит успех лечения. Совокупное действие принятых препаратов во время лечения должно быть взаимодополняющим и усиливающим, но не всегда это так. Все зависит от индивидуальной непереносимости, состояния организма. Аддитивные технологии приходят на помощь и здесь. Уже тестируются напечатанные 3D таблетки Spritam от эпилепсии, в которых заложена информация о пациенте:
пол, вес, возраст, состояние печени, индивидуальная дозировка.
пациенте:

Рисунок 1
п
ол, вес, возраст, состояние печени, индивидуальная дозировка.
1.2. Оборудование для аддитивных технологических процессов (ГОСТ).
Аддитивные технологические процессы основаны на принципе послойного создания (выращивания) твердого объекта на основе данных - модели. Настоящий стандарт устанавливает общие требования к оборудованию, применяемому в различных категориях процессов.
Область применения: Настоящий стандарт устанавливает базовые принципы аддитивных технологических процессов. В настоящем стандарте приводится обзор существующих процессов, которые в связи с развитием новых технологий не являются исчерпывающими. Настоящий стандарт объясняет, какое оборудование используется в различных категориях процессов.
Нормативные ссылки:
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 57558 Аддитивные технологические процессы. Базовые принципы. Часть 1. Термины и определения
ГОСТ Р 57589 Аддитивные технологические процессы. Базовые принципы. Часть 2. Материалы для аддитивных технологических процессов.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
Термины и определения:
В настоящем стандарте применены термины по ГОСТ Р 57558.
Установленные в настоящем стандарте термины расположены в систематизированном порядке, отражающем систему понятий в области аддитивных технологий.
Для каждого понятия установлен один стандартизованный термин.
Некоторые термины сопровождены краткими формами, представленными словосочетанием и/или аббревиатурой, которые следует применять в случаях, исключающих возможность их различного толкования.
Краткие формы, представленные словосочетанием, а также синонимичные понятия приведены в круглых скобках после стандартизованного термина.
Приведенные определения можно при необходимости изменить, вводя в них производные признаки, раскрывая значения используемых в них терминов, указывая объекты, входящие в объем определяемого понятия. Изменения не должны нарушать объем и содержание понятий, определенных в настоящем стандарте.
Термины, установленные настоящим стандартом, рекомендуются для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Оборудование для реализации аддитивных процессов является программируемым и имеет много общего с технологиями обработки изделий на станках с числовым программным управлением. Современная технологическая система АП (additive manufacturing system) включает установку АП и вспомогательное оборудование. В свою очередь, установка АМ machine, представляющая собой часть системы АП, включает в себя аппаратную часть, программное обеспечение для настройки и контроля установки, а также периферийные приспособления, используемые для обслуживания установки.
В промышленности производство 3D-изделий проходит через несколько общих этапов (они могут изменяться в зависимости от методов и материалов):
-
3D-моделирование или создание эскиза изделия (Computer Aided Design или CAD). -
Создание уменьшенной копии изделия из более дешевого материала, например, недорого пластика вместо металла. -
Печать самого изделия после того, как копия прошла проверку. Принтер, следуя эскизу, добавляет слои жидкости, порошка или листового материала и изготавливает деталь, иногда всего за несколько часов.
В зависимости от конечного результата выделяют несколько направлений применения аддитивных технологий:
-
Изготовление деталей (Rapid Patterns), которые будут использоваться в качестве шаблонов для конечного изделия. Часто применяют в ювелирном деле. -
Изготовление пресс-форм (Rapid Tooling) с помощью аддитивных методов. Потом их можно использовать для формовки и литья изделий. -
Прямое цифровое производство (Direct Digital Manufacturing, DDM) — изготовление аддитивными способами конечного продукта.
Формирование детали происходит путем объединения материала, распределенного на рабочей поверхности платформы технологического оборудования (Bed deposition) (рис.3). После окончания процесса изготовления остается некоторый объём материала, который может использоваться для формирования следующей детали. Процессы объединения материала, распределенного на платформе, заложены в основу различных видов технологического оборудования для производства деталей методами аддитивных технологий.
Виды аддитивных технологий:
1. Послойное выращивание объекта из пластиковой нити (FDM Fused deposition modeling). Это самый распространенный метод в области 3D-печати. Технология встречается на домашних и промышленных принтерах. Расходные материалы для FDM – разные виды пластиков. Послойное выращивание применяют для создания тестовых моделей и продукции для продажи.
2. Селективное (выборочное) лазерное сплавление металлических порошков (SLM Selective laser melting). Этот метод позволяет получать прототипы из металла с уникальными свойствами. Ещё один плюс селективного сплавления – возможность изготовления продукции со сложной геометрией. SLM оборудование тоже часто встречается у любителей 3D-печати и на предприятиях.
3. Селективное (выборочное) лазерное спекание полимерных порошков (SLS Selective laser sintering). С его помощью можно получать объекты, отличающиеся разными физическими свойствами. Например, высокой термостойкостью и гибкостью. При спекании порошок наносится на платформу, а лазер формирует объект в соответствии с заданной программой.
4. Лазерная стереолитография (SLA Stereolithography). В процессе обработки фотополимеров лазером исходный материал отвердевает, что позволяет получить очень детальные и высококачественные изделия с самыми разными свойствами.
2 Технология эксплуатации и обслуживания аддитивных установок.
2.1. Виды и характеристики, технология работы аддитивного оборудования
Аддитивное производство как класс производственных технологий не похож на существующие технологии типа фрезерования, литья, штамповки и других. Послойное изготовление открывает множество новых возможностей с точки зрения проектирования и дизайна, но вместе с этим необходимо учитывать определенные ограничения, такие как габариты изготавливаемых деталей, доступные материалы, высокая стоимость конечных деталей.
При соблюдении предыдущих двух пунктов необходимость в ремонте оборудования возникает, как правило, через три года эксплуатации или позже.
Различают несколько типов ошибок 3D-принтера:
некачественная 3D-печать (модели получаются с провалами, видными слоями или полосами);
принтер выдает ошибку и высвечивает информацию о ней (или код) на дисплее;
принтер не выдает ошибку, но при этом не печатает, или присутствуют очевидные недочеты в его работе (например, подтеки или капли материала на платформе).
Общее правило для всех трех ситуаций – не пытаться продиагностировать, а тем более решить проблему самостоятельно. Так как, чтобы правильно определить причину неисправности, необходимо провести тестовые процедуры, о которых вы скорее всего не знаете.
SLA - это одна из первых запатентованных технологий 3D печати. Запатентовал ее еще в 1986 году Чарльз Халл. DLP основными принципами похож на SLA, но появились гораздо позже.
Процесс 3D-печати на основе технологии SLA появился в начале 1970-х годов, когда японский исследователь доктор Хидео Кодама изобрел современный многослойный подход к стереолитографии, в котором для отверждения светочувствительных полимеров используется ультрафиолетовое излучение. Термин «стереолитография» был придуман Чарльзом (Чаком) У. Халлом, который запатентовал эту технологию в 1986 году и основал компанию 3D Systems, чтобы организовать ее серийное производство. Халл описал этот метод как создание 3D-объектов с помощью последовательной «печати» тонких слоев материала, который становится твердым под воздействием ультрафиолетового излучения.
Но стереолитография не была первой технологией 3D-печати, получившей широкую популярность. В конце 2000-х годов начал истекать срок действия патентов, и появление малогабаритных настольных 3D-принтеров сделало аддитивное производство более доступным. Кроме того, технология моделирования методом наплавления (FDM) впервые стала использоваться в настольных принтерах.
В то время, как эта доступная технология, основанная на экструзии, вызвала первую волну интереса к 3D-печати и ее широкого внедрения, FDM-системы не удовлетворяли профессиональные потребности. Для профессионального применения очень важны воспроизводимые и точные результаты, в стоматологии можно использовать только биосовместимые материалы, а в ювелирном деле и микрогидродинамике важную роль играют размеры деталей.
Фотополимерная печать обычно ассоциируется с изящными, миниатюрными изделиями. Ведь именно фотополимерные принтеры приходят на помощь если нужно изготовить небольшую, но детализированную модель.
После появления настольных принтеров на основе технологии FDM, компания Formlabs адаптировала для такого формата и стереолитографию. Это произошло в 2011 году. Компактные настольные SLA-принтеры позволили печатать 3D-модели в высоком разрешении, которое раньше было доступно только в монолитных промышленных системах. К тому же, это новое решение было гораздо доступнее и позволяло работать с широким спектром расходных материалов. Эти возможности расширили доступ к 3D-печати для создания различных специфических и высокоточных моделей в таких дисциплинах, как инженерное дело, проектирование и производство, а также стоматология, ювелирное дело и другие отрасли промышленности.
В 2015 году компания Formlabs выпустила 3D-принтер на основе технологии SLA нового поколения под названием Form 2. Он стал ведущим в отрасли настольным 3D-принтером, способным печатать самые разнообразные модели — от изготовляемого под заказа протеза по доступной цене до линии ручек для бритвенных станков.
Производители материалов разработали инновационные формулы для стереолитографических полимеров с широким спектром оптических, механических и термических свойств, аналогичных свойствам стандартных, инженерных и промышленных термопластических смол.
Инженеры, конструкторы, производители и другие специалисты выбирают стереолитографическую 3D-печать, потому что она обеспечивает отличную детализацию, гладкую поверхность, высочайшую точность моделей, а также такие качества, как изотропность, водонепроницаемость. Кроме того, она позволяет работать с различными материалами. Модели, напечатанные на принтерах SLA, имеют самое высокое разрешение и точностьно главное преимущество этого метода заключается в его универсальности.

Рисунок 2
В
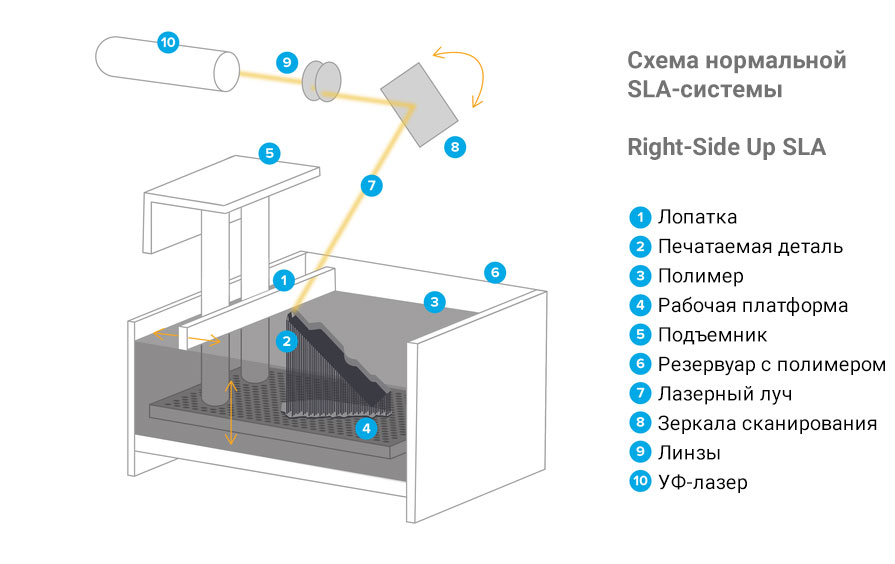
настоящее время фотополимерные принтеры могут работать по одной из трех технологий - SLA, DLP . Каждая из технологий имеет свои преимущества и недостатки.
Аппараты с нормальным процессом SLA построены вокруг большого резервуара с жидким фотополимером и рабочей платформой. Ультрафиолетовый лазер фокусируется на поверхности полимера, проходя по профилю 3D-модели. Затем платформа опускается на расстояние, равное толщине одного слоя, а лопатка с фотополимером проходит по ванне, чтобы пополнить ее материалом. Слои создаются один поверх другого до тех пор, пока деталь не будет готова.