Файл: Основная часть Основные требования, предъявляемые к сварной конструкции.docx
Добавлен: 26.10.2023
Просмотров: 47
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Содержание
| Введение…………………………………………………………………….. | |
| ГЛАВА 1. Основная часть | |
| |
| ГЛАВА 2. Технологическая часть 2.1. Организация рабочего места при изготовлении конструкции 2.2. Подготовительно-сборочные работы. 2.3. Выбор режима сварки. 2.4. Технология выполнения сварки конструкции. 2.5. Технологическая карта на изготовление конструкции (в приложении) 2.6. Выбор методов контроля заданной сварной конструкции. | |
| |
| Заключение | |
| Список использованных источников | |
| Приложения |
Введение
Для организации теплоснабжения в загородных домах, гаражах или в больших помещениях не целесообразно использовать заводские батарей или радиаторы, они имеют слишком малую теплоотдачу. Регистрами называют теплообменник с параллельно смонтированными трубами, сообщающимися перемычками из патрубков меньшего диаметра. Приборы выполняют те же функции, что и радиаторы, но отличаются возможностью их изготовить самостоятельно.
Развитие современной техники характеризуется непрерывным форсированием режимов эксплуатации машин и оборудования в таких условиях большинство изделий машиностроения целесообразно изготовлять с износостойким покрытием, антикоррозионными или жаростойким покрытием рабочих поверхностей. Повышение качества металла наиболее изнашиваемых деталей и узлов возможно различными способами. Современный технический прогресс - в промышленности непрерывно связан с совершенствованием сварочного производства. Сварка как высокопроизводительный процесс неразъёмных соединений находит широкое применение при изготовлении металлургического, химического и энергетического оборудования, различных трубопроводов, в машиностроение, в производстве строительных и других конструкций.
Сварка- технологический процесс получения неразъёмных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы. Большие технологические возможности сварки обеспечивали её широкое применение при изготовлении и ремонте судов, автомобилей, самолётов, турбин, котлов, реакторов, мостов и других конструкций. Перспективы сварки, как в научном, так и в техническом плане безграничны.
Её применение способствует совершенствованию машиностроения и развитию ракетостроения, атомной энергетики, радиоэлектронике.
Сварка – экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. Ряд сталей и цветных металлов обладают пониженной свариваемостью, которая проявляется в изменении механических и физико-химических свойств металла в зоне сварного соединения по сравнению с основным металлом в образовании дефектов в виде трещин, пор.
Прочность и твердость шва, как правило, ниже, чем у основного металла, это объясняется тем, что для предотвращения дефектов в сварном шве сварку многих сталей и сплавов выполняют менее легированными сварочными материалами, чем основной металл.
Свариваемость материалов оценивают степенью соответствия заданных свойств - сварного соединения со свойствами основного металла.
Сварка как высоко производственный способ изготовления неразъёмных соединений находит широкое применение при изготовлении металлургического , кузнечнопрессового , химического и энергетического производства , сельскохозяйственном и тракторном машиностроение , производстве строительных и других конструкций.
Сварка является таким же необходимым процессом - как и обработка металла: литьём, ковкой, штамповкой. Она часто конкурирует с этими процессами, а в ряде случаев и вытесняет их. В данной выпускной квалификационной работе будет рассмотрена разработка технологического процесса сборки и сварки регистра отопления.
При проектировании технологического процесса изготовления регистра отопления я руководствовался следующими положениями:
-
Правильный выбор сварочного оборудования, материалов (марки стали, электродов), инструментов. -
Обеспечение прочности при минимальных затратах металла, что в приблизительной мере обеспечивает экономичность. -
Используя схему конструкции, применять экономичные профили проката.
Цель работы: описание разработки технологического процесса сварки регистра отопления ручным дуговым методом сварки.
Для выполнения заданной цели поставлены задачи:
-изучить литературу, необходимую для выполнения данной работы;
- дать оценку современного состояния решаемой проблемы, основные и исходные данные для разработки письменной экзаменационной работы;
- представить анализ сварной конструкции, подлежащей к изготовлению;
- разработать требования, предъявляемые к сварной конструкции: материал, его обработка, виды сварочных материалов, способы контроля изделия, его сварных швов и испытание конструкции;
- разработать технологический процесс с расчетами режимов ручной дуговой сварки плавящимся электродом.
ГЛАВА 1. Основная часть
-
Описание и назначение конструкции.
Регистр является элементом отопительной системы. Чаще всего он включает одну или несколько труб, соединенных параллельно друг относительно друга. Более известно название этого устройства является «батарея».
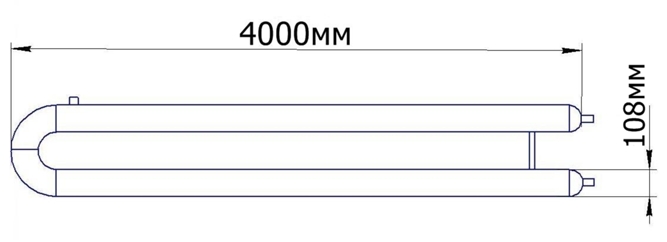
Рисунок 1 регистр отопления
Сварка регистра отопления из труб Ф 63 мм: патрубок 32 мм, длина труб 1500 мм и стали Ст3
Регистр идеальный отопительный элемент, практически для любого типа помещений (жилищных, бытовых, технических и промышленных). Кроме того, ими широко пользуются в автономных системах отопления или квартирах многоэтажных зданий. Также известно, что при использовании труб имеющих больший диаметр, даже при ограничениях по длине, автономную систему отопления можно сделать не только компактной, но и эффективной и полезной. Регистры являются одновременно надежными, выгодными и практичными.
Известно, что отопительные радиаторы более эффективны по сравнению с регистрами. Причиной этого является то, что радиаторы обладают дополнительной площадью благодаря металлической конструкции. Но регистры, с гладкоствольными трубами в конструкции, имеют более высокий показатель теплоотдачи. Если при изготовлении на гладкоствольных трубах произвести установку добавочных металлических пластин, то ситуация улучшиться во много раз. Регистры, а иногда целые магистрали
труб, часто используются не только для автономных систем и частных проектов, а на различных промышленных предприятиях, служебных и технических помещениях. Это заключается в простоте и топорности конструкций, имеющих при этом высокую теплоотдачу. Регистры отлично зарекомендовали себя и отличаются длительным эксплуатационным сроком (то есть они, по сути, являются долговечными). . Они могут представлять собой отдельную и очень компактную трубу, которая многими устанавливается для автономных отопительных систем в частных жилищ. Эти элементы имеют не такой уж большой диаметр, начиная от 32 мм. Это положительно сказывается на удобствах их монтажа. Иногда, упомянутый выше вариант имеет большие возможности и определенную компактность. Но самым главным является невысокая стоимость этой системы обогрева дома.
Основная область применения отопительных регистров
Регистры отопления — это отопительные приборы из гладкостенных труб, соединенных между собой электрической или газовой сваркой. При этом расположенные параллельно трубы скрепляются поперечными, по которым протекает теплоноситель.

Чаще всего при изготовлении регистра отопления соединяют две-три параллельные трубы, уложенные в горизонтальном направлении. Расстояние между соседними секциями в регистре должно обязательно быть больше диаметра на 50 мм. Пользуются популярностью и змеевиковые конструкции регистров, подразделяющиеся на несколько видов в зависимости от способа подключения приборов к системе отопления.
Длина отопительных приборов выбирается в соответствии габаритам комнаты или помещения, в котором планируется производить монтаж системы отопления. Помимо перечисленных видов конструкций регистров отопления еще бывают: однотрубные изделия; четыре трубные приборы; пяти трубные модели и т.д. Количество труб, используемых в одном регистре отопления, зависит от площади обогреваемого помещения,
качества теплоизоляции объекта, наличия иных источников тепла в помещении и др. Перебирая возможные диаметры труб, высчитывают оптимальные размеры изделий, при которых в отапливаемом помещении будет поддерживаться оптимальный температурный режим.
1.2 Выбор материала для изготовления конструкции
Для обеспечения необходимых свойств сварных соединений и конструкций решающее значение имеет выбор материала. Одним из основных условий, определяющих выбор материала для сварных конструкций, является свариваемость материала.
Для изготовления сварных конструкций широко применяют стали углеродистые обыкновенного качества. Эти стали регламентированы ГОСТом.
Углеродистые стали относят к числу самых распространенных конструкционных материалов. Объем их производства достигает 80 % от общей выплавки стали.
Достоинствами конструкционных углеродистых сталей являются удовлетворительные механические свойства в сочетании с технологичностью обработки, недостатками – высокая критическая скорость закалки, небольшая прокаливаемость (до 15 мм).