Файл: Отчет по лабораторной работ Исследование процесса вытяжки цилиндрических деталей в специальных штампах Цель работы.docx
Добавлен: 26.10.2023
Просмотров: 22
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
КАЗАНСКИЙ НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ им. А.Н.ТУПОЛЕВАКАИ
Кафедра Производство летательных аппаратов
О Т Ч Е Т
по лабораторной работ
Исследование процесса вытяжки цилиндрических деталей в специальных штампах
Цель работы – изучение процессов изготовления цилиндрических
деталей в штампах и получение практических навыков расчета параметров
процесса.
Задание:
1. Изучить особенности изготовления цилиндрических деталей в
штампах.
2. Ознакомиться с расчетными формулами для определения параметров
процесса вытяжки и исполнительных размеров матрицы и пуансона.
3. Рассчитать параметры исполнительных органов штампа и силовых
параметров процесса штамповки для конкретной детали.
4. Провести эксперимент по вытяжке
5. Дать анализ результатов расчета и эксперимента.
1. Типовые детали, получаемые вытяжкой.
Вытяжкой называется процесс превращения плоской или полой заготовки в открытую с одной стороны полую деталь любой пространственной формы.
Полые детали, получаемые вытяжкой, можно разделить на три основные группы : детали, имеющие форму тел вращения, детали коробчатой формы, детали сложной формы
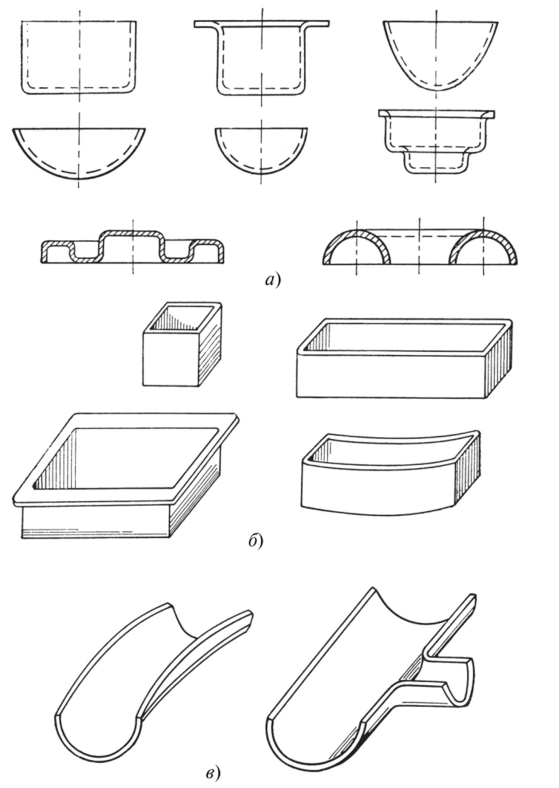
Рисунок 1. Детали, получаемые вытяжкой
2. Механическая схема деформаций и расчетная схема процесса вытяжки.
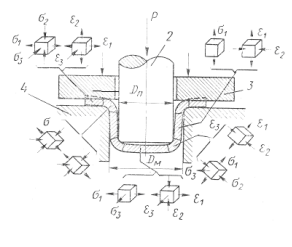
Рисунок 2. Механическая схема деформации при вытяжке
3. Характеристика технологичности детали (коэффициента вытяжки, степени вытяжки и количества возможных переходов), выбор и обоснование процесса ее изготовления.
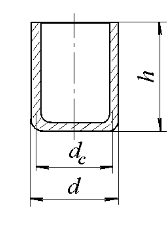
Рисунок 3. – Цилиндрическая деталь
Выполнить технологические расчеты для вытяжки цилиндрической детали (рис. 3) наружным диаметром d=30,8 мм и высотой h = 17 мм из АМцМ толщиной S=1.0мм.
Расчетный диаметр по средней линии–
 мм.
мм. Припуск на обрезку выбираем по таблице
Для отношения
 и высоты детали 17 мм, припуск равен Δ = 8 мм. Высота детали с припуском на обрубку
и высоты детали 17 мм, припуск равен Δ = 8 мм. Высота детали с припуском на обрубку 
4. Расчет усилия вытяжки.
В матрицу закладываем заготовку в виде колпачка;
Пуансон заходит в колпачок с небольшим зазором и проталкивает его через одну или несколько расположенных одна под другой матриц.
Поскольку диаметр рабочей части матрицы меньше наружного диаметра заготовки, а зазор между матрицей и пуансоном меньше толщины стенки, то при вытяжке уменьшается и толщина, и диаметр заготовки.
При соотношениях
При соотношениях
Первая вытяжка происходит без утонения. Проверить возможность проведения вытяжки можно, вычислив
Обратная вытяжка – применяется для получения средней по размеру цилиндрической детали с двойной стенкой. Для объединения двух операций вытяжки в одну (вторая вытяжка идёт в направлении обратном первой вытяжки и сопровождается выворачиванием заготовки).
| радиус закругления матрицы r | коэффициент трения  | давление прижима q | усилие вытяжки P |
| 15 | 2.4 | 1.8 | 28 |
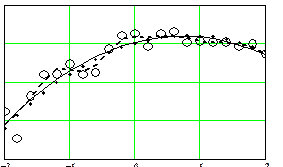
5. Построение зависимостей: P = f(rм), P = f().
6. Выводы.
При выполнении лабораторной работы мы ознакомились с процессом изготовления цилиндрической детали, рассчитали ее параметры.
Работу выполнил
__________________
Работу принял
__________________