Файл: Государственное автономное профессиональное образовательное учреждение свердловской области первоуральский политехникум.doc
Добавлен: 29.10.2023
Просмотров: 44
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
https://files.stroyinf.ru/Data1/10/10690 (дата обращения: 16.04.23).
Электронные ресурсы (сайты)
1. Вебсварка. Все о сварке: форум сварщиков. – Москва, 2010-2019. - URL: http://websvarka.ru (дата обращения: 22.04.2023). – Режим доступа: свободный.
2. ОСВАРКЕ.НЕТ: общественный информационный проект. - Москва, 2019. - URL: http://osvarke.net/about (дата обращения: 22.04.2023). – Режим доступа: свободный.
Статья с сайта
Подготовка и сборка деталей под сварку// ОСВАРКЕ.НЕТ. - URL: http://osvarke.net/rabota-s-metallom/podgotovka-i-sborka-detalej-pod-svarku (дата обращения: 22.04.2023).
ПРИЛОЖЕНИЕ
Приложение 1
Операционно-технологическая карта сборки и ручной дуговой сварки покрытыми электродами коробчатой конструкции урны.
ПРИЛОЖЕНИЕ 1
Техника выполнения угловых швов
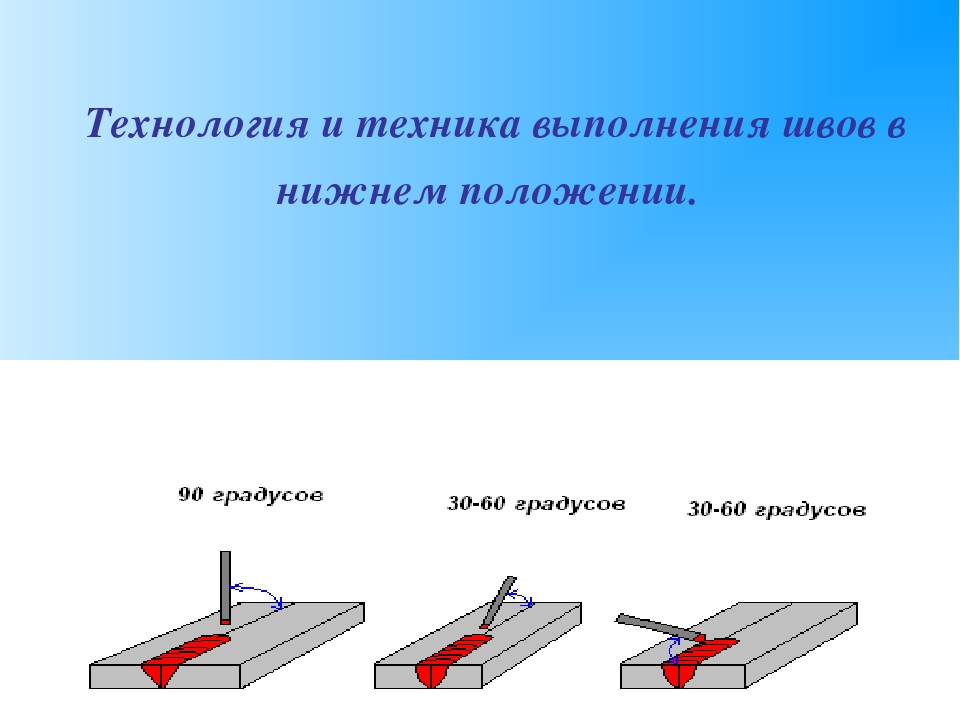
ПРИЛОЖЕНИЕ 2
Техника выполнения нижнего положения
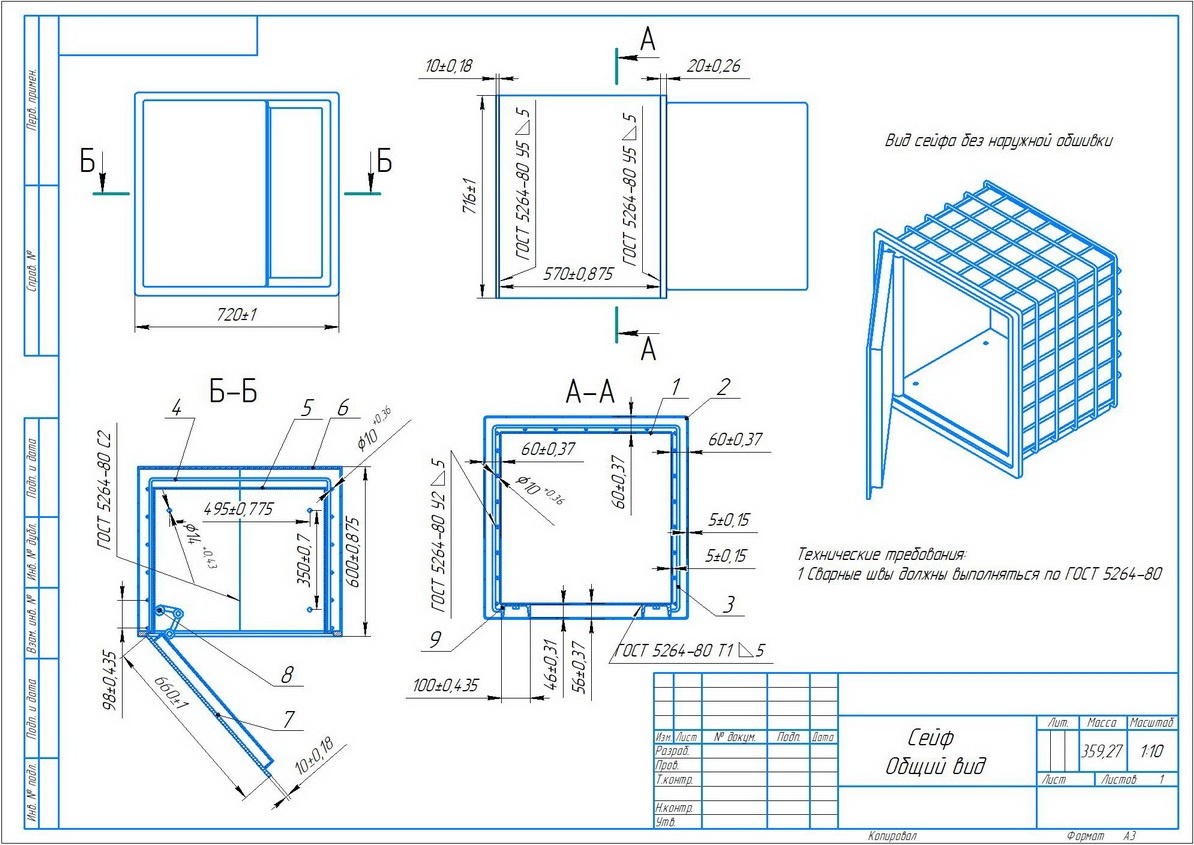
ПРИЛОЖЕНИЕ 3
чертёж
Электронные ресурсы (сайты)
1. Вебсварка. Все о сварке: форум сварщиков. – Москва, 2010-2019. - URL: http://websvarka.ru (дата обращения: 22.04.2023). – Режим доступа: свободный.
2. ОСВАРКЕ.НЕТ: общественный информационный проект. - Москва, 2019. - URL: http://osvarke.net/about (дата обращения: 22.04.2023). – Режим доступа: свободный.
Статья с сайта
Подготовка и сборка деталей под сварку// ОСВАРКЕ.НЕТ. - URL: http://osvarke.net/rabota-s-metallom/podgotovka-i-sborka-detalej-pod-svarku (дата обращения: 22.04.2023).
ПРИЛОЖЕНИЕ
Приложение 1
Операционно-технологическая карта сборки и ручной дуговой сварки покрытыми электродами коробчатой конструкции урны.
| Наименование операций | Содержание операций и требования | Оборудование и инструменты |
| Подготовка кромок | Подготовить заготовки к сварке. Снять заусениц с кромок. Зачистить до металлического блеска от ржавчины околошовной зоны не менее 15мм | Стол сварщика, металлическая щетка, напильник. |
| Сборка сварного соединения | Разметку делаю в ручную перенося контур детали на металл в натуральную величину. Далее вырезаю заготовки по размеру. Резку осуществляю на гильотинных ножницах, это даёт мне прямолинейный рез. Кромки деталей зачищаю от заусенцев и ржавчины, использую при этом шлифовальную машинку. Сборочные операции провожу для обеспечения правильного взаимного расположения и закрепления деталей собираемого изделия. Собранное изделие фиксирую с помощью прихваток длинной 30-60мм, и расстояние между ними 100мм. Обеспечить безопасность сборочных и сварочных работ. Проверить контроль сборки | Стол сварщика Сварочное оборудование МАГМА-315 Газовое оборудование: сварочная горелка, баллоны СО2, редукторы, регулятор расхода углекислого газа У-30П-2, рукава гибкие трубопроводы из вулканизированной резины, смеситель газов, молоток сварщика, магнитный фиксатор, угольник, металлическая линейка. |
| Сварка сварного соединения | Я определил по чертежу, где необходимо выполнить швы. Техника наложения углового шва заключается в следующем: Дугу возбуждают на нижнем листе, отступив от вершины угла на 3-4 мм больше, чем катет шва, затем дугу ведут к вершине угла, где её несколько задерживают для лучшего проплавления вершины угла; далее дугу поднимают на высоту, равную катету шва по вертикальной стенке, и по ней передвигают назад на некоторую величину. Производил сварку в нижнем положении угловыми швами наклонным электродом. Зачистить облицовочные прихватки от брызг, не допуская обработки поверхности сварного шва. Устранить не провары прихваток в верхней части с помощью прихватки | Стол сварщика Сварочное оборудование МАГМА-315. Газовое оборудование: сварочная горелка, баллоны СО2, редукторы, регулятор расхода углекислого газа У-30П-2, рукава гибкие трубопроводы из вулканизированной резины, смеситель газов, молоток сварщика, магнитный фиксатор, угольник, металлическая линейка. |
| Контроль качества | Выполнить контроль сварного соединения внешним осмотром и измерением согласно: ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные ГОСТ Р ИСО 5817-2009 « Сварка соединений из стали. Сварка плавлением. Уровни качества. ИСО 17637«Контроль неразрушающий сварных шов. Визуальный контроль соединений, полученных при сварке плавлением» | Угольник, металлическая линейка, УЗД, штангенциркуль. |
ПРИЛОЖЕНИЕ 1
Техника выполнения угловых швов
ПРИЛОЖЕНИЕ 2
Техника выполнения нижнего положения
ПРИЛОЖЕНИЕ 3
чертёж