Файл: 1. 2 Основные виды металлорежущих станков 8 6 Требования к электрооборудованию 14.docx
Добавлен: 06.11.2023
Просмотров: 225
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Плоскошлифовальный станок модели 3Л722 предназначен для работы периферией и торцом шлифовального круга при обработке плоских поверхностей, профилированным кругом для обработки фасонных поверхностей.
Область применения станка 3Л722— предприятия машиностроительной, автотракторной, подшипниковой и станкостроительной промышленности.
Принцип работы и особенности конструкции станка
Принятая компоновка станка предусматривает модульный принцип
построения гаммы станков с прямоугольными и круглыми столами, использование групп и узлов при создании агрегатных и специальных станков.
-Шлифовальная бабка станка 3Л722 со шпинделем на опорах качения перемещается вертикально по направляющим стойки.
Дистанционное управление скоростью и местом хода стола и стойки, использование для вертикального и поперечного перемещения винтовых пар качения, централизованной замкнутой системы смазки улучшают условия эксплуатации станка.
-Стойка перемещается в поперечном направлении вместе с салазками, имеющими развитые направляющие по длине и направляющие станины стойки.
Применение в станке 3Л722 направляющих из фторопластовой ленты с низким коэффициентом трения позволяет исключить зазоры в системе СПИД, повысить демпфирующие способности конструкции станка и получить малые скорости перемещения рабочих органов.
В станке применены шаговый электродвигатель в цепи вертикальных подач, вынесенный комплектный гидропривод с насосом объемного регулирования и система стабилизации температуры масла.
-Станина станка 3Л722 имеет продольные направляющие, по которым возвратно поступательно движется рабочий стол. По вертикальным направляющим стойки перемещается шлифовальная бабка со шлифовальным кругом.
Данная конструкция обеспечивает высокую точность и надежность станка в процессе эксплуатации. В станке имеется устройство цифровой индикации, позволяющее контролировать величину вертикального перемещения шлифовальной бабки в процессе обработки.
Детали устанавливают вручную на столе или электромагнитной плите.
Шлам со стола удаляется вместе с СОЖ с помощью лотка коробчатой формы. СОЖ очищается от шлама с помощью магнитного сепаратора и фильтров тонкой очистки.
СОЖ подается в зону шлифования с помощью насоса П-90.
-Главное движение в станке — вращение шлифовального круга; продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
-Шлифовальный круг крепится на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка.
В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг — вращательное.
Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола.
Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
Шлифуемые детали, в зависимости от материала, формы и размеров, могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола, или в специальных приспособлениях.
Конструктивная особенность станка - поперечная подача шлифовального круга обеспечивается перемещением стойки со шлифовальной бабкой по горизонтальным направляющим станины стоики.
Шлифовальная бабка перемещается только в вертикальном направлении и имеет постоянный вылет относительно стойки.
Применение в станке винтовых пар качения, системы цифровой индикации вертикальных перемещений шлифовальной бабки, высокоточных подшипников в шпиндельном узле и ряда других конструктивных решений позволило повысить точность, долговечность и производительность станка по сравнению с аналогичными серийно выпускаемыми станками.
Жесткая конструкция станины гарантирует высокоточное шлифование.
Конструкция сборочных единиц станка, в т.ч шпиндельного узла, позволяет выбирать различные режимы шлифования с сочетанием различных подач и скоростей стола, обеспечивает шлифование деталей с заданной точностью и шероховатостью.
Станок не имеет возможности встраиваться в автоматическую линию.
Класс точности станка — В, А по ГОСТ 8—82Е.
Шероховатость обработанной поверхности при шлифовании торцом круга Ra = 0,63 мкм; при шлифовании периферией круга Ra = 0,32 мкм.
Категория качества — высшая. Станок может использоваться в условиях единичного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 99 дБА.
Перечень составных частей шлифовального станка 3Л722В
-
Станина -
Стол -
Стойка -
Шлифовальная бабка -
Электрошкаф -
Гидроагрегат -
Станина стойки -
Пульт управления -
Редуктор поперечной подачи -
Агрегат охлаждения
По направляющим станины 1 возвратно-поступательно
перемещается стол2.
На лицевой части станины располагается пульт управления 8 и редуктор поперечной подачи 9.
К задней стенке станины стола, по центру, крепится станина стойки 7, в которой размещается привод поперечных подач.
По направляющим станины стойки перемещаются салазки, на которых жестко закреплена стойка 3.
 Вертикальное перемещение шлифовальной бабки 4 осуществляется по направляющим качения стойки механизмом вертикальных подач. Станок комплектуется гидроагрегатом 6 и э лектрошкафом 5, агрегатом охлаждения 10.
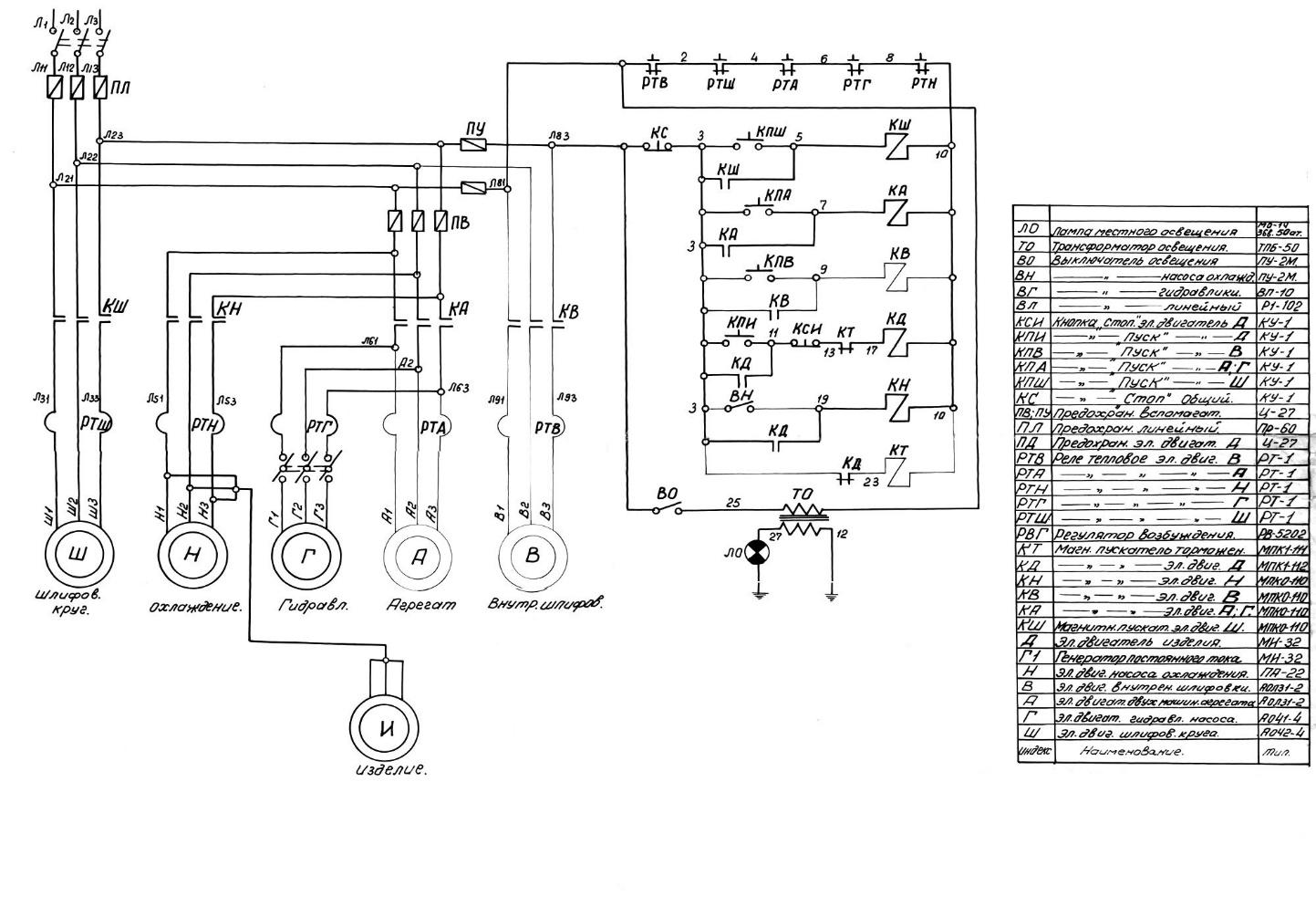
Вертикальное перемещение шлифовальной бабки 4 осуществляется по направляющим качения стойки механизмом вертикальных подач. Станок комплектуется гидроагрегатом 6 и э лектрошкафом 5, агрегатом охлаждения 10. Электрическая схема шлифовального станка.
2.5 Расчёт мощности и выбор двигателя привода
Асинхронный электродвигатель для привода шлифовального круга.
Выбирают так, чтобы обеспечить наилучшее выравнивания графика нагрузки, наименьших потерь в двигателе, а также наименьший расход электроэнергии за цыкал работы.
Это условия обеспечиваются при установке на такие машины с нармальным скольжениям, в соответствии с этим для указанных механизмов выпускают асинхронные двигатели типа АИР.
Определим мощность двигателя привада шлифовального круга при следующих данных
Q=0,01 м3/ч, H=1000 м, kз=1,2, зн=0,7, =0,85
РДВ =КЗ

РДВ =1,2 кВТ
Рассчитав мощность двигателя, выбираем по каталогу электродвигатель АИР15S2 со степень защиты двигателя от воздействия окружающей среды JP 43.
Характеристика электродвигателя привада шпинделя наружного шлифования:
| Назначение характеристики | Значение |
| Мощность на валу Рном кВт. | 22 |
| Число оборотов в минуту Рном п | 2940 |
| КПД при нн в % | 90 |
| Cos при нн | 0,9 |
| Номинальное скольжение Sном % | 5,5 |
| Перегрузочная способность лм | 2,4 |
| Кратность токов In/Iном | 7,0 |
Определим мощность двигателя гидропривода при следующих данных:
Q=100 м3/ч, H=50 м, kз=1,1, зн=0,6, =0,89
Выбираем двигатель АИР132М4.
Характеристика электродвигателя привада шпинделя внутреннего шлифования:
| Назначение характеристики | Значение |
| Мощность на валу Рном кВт. | 11 |
| Число оборотов в минуту Рном п | 1450 |
| КПД при нн в % | 88,1 |
| Cos при нн | 0,85 |
| Номинальное скольжение Sном % | 6,0 |
| Перегрузочная способность лм | 2,3 |
| Кратность токов In/Iном | 7,0 |
Определим мощность двигателя насоса системы охлаждения при следующих данных:
Q=200 м3/ч, H=3 м, kз=1,1, зн=0,6, =0,89

Выбираем двигатель АИР80А2.
Характеристика электродвигателя привада насоса системы охлаждения:
| Назначение характеристики | Значение |
| Мощность на валу Рном кВт. | 1,5 |
| Число оборотов в минуту Рном п | 2835 |
| КПД при нн в % | 79,0 |
| Cos при нн | 0,83 |
| Номинальное скольжение Sном % | 6,0 |
| Перегрузочная способность лм | 2,2 |
| Кратность токов In/Iном | 7,0 |
Определим мощность двигателя привода ускоренного перемещения шлифовальной бабки при следующих данных:
Q=200 м3/ч, H=5 м, kз=1,1, зн=0,6, =0,89
Выбираем двигатель АИР80В2.
Характеристика электродвигателя привада насоса смазки подшипников шпинделя шлифовального круга:
| Назначение характеристики | Значение |
| Мощность на валу Рном кВт. | 2,2 |
| Число оборотов в минуту Рном п | 2835 |
| КПД при нн в % | 81,1 |
| Cos при нн | 0,85 |
| Номинальное скольжение Sном % | 6,5 |
| Перегрузочная способность лм | 2,3 |
| Кратность токов In/Iном | 7,0 |
Мощность, кВт, двигателя магнитного сепаратора определяется по формуле при следующих данных:
М=7 Н*м, nшт=1500 об/мин