Файл: азастан Республикасыны ылым жне жоары білім министрлігі.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 45
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
- бөлшектер мен конструкцияларға лак-бояу жабындарын жағу; профильдерді дайындау (ию);
- жабақтарды алюминий қорытпаларынан жасалған цилиндрлік ернеулерге орау;
- қалыңдығы 5 мм дейін ені 3000 мм дейін табақ материалды пішу.
Зауыттың мынадай өндірістік бөлімшелері бар:
- гильотиндермен, біліктермен, табақты июмен, таспалы аралармен, престеу жабдығымен, газ-оттекті және плазмалық металл кесуге арналған портативті CNC машинасымен жабдықталған дайындау учаскесі;
- барлық үлгідегі станоктармен жабдықталған механикалық учаске: токарлық-бұранда кескіш (оның ішінде сандық бағдарламамен басқарылатын, фрезерлік (оның ішінде DMU 50 Ecoline Сандық бағдарламамен басқарылатын), тіс кескіш, қашау, жазық - және дөңгелек тегістеу, бұрғылау, сондай-ақ көлденең-бұрғылау, сүргілеу және тіс тегістеу;
- дәнекерлеу учаскесі инертті газдар (көмір қышқылы және аргон) ортасында мысталған және толтырғыш сыммен дәнекерлеуге арналған жартылай автоматтармен жабдықталған. Болат пен алюминийге дәнекерлеу жұмыстары жүргізілуде;
- жылу учаскесі бөлшектерді жақсарту, қалыпқа келтіру, шынықтыру және су, май, ашық ауада салқындату үшін және пешпен, Роквелл және Бринелл әдісі бойынша қаттылықты өлшеуге арналған аспаптармен, сондай-ақ ЖЖТ орнатумен бірге шыңдау және босату пештерімен жабдықталған;
- тау жынысын бұзатын құрал өндіретін учаске шыңдау пешімен, ағынды-абразивті камерамен, ажарлау білдегімен, газжалынды балқымасымен жабдықталған.
5. Металлургиялық зауыттағы өндірісті ұйымдастыру
Металлургиялық зауыт өндірісінің ұйымдастыруы - бұл өндірістік процестің барлық компоненттерін бірыңғай процеске біріктіру, сондай-ақ өндірістің экономикалық және әлеуметтік тиімділігіне қол жеткізу үшін олардың ұтымды өзара әрекеттесуі мен үйлесімін қамтамасыз ету.
Уран цехіндегі өндірсті ұйымдастыру. Уран өндірісі-бұл атом электр станцияларына арналған уран отынын өндіретін кешен. Қолданыстағы технологияның әмбебаптығы құрамында уран бар материалдардың үлкен спектрін қайта өңдеу мүмкіндігінен тұрады. Озық технологияларды, автоматтандырылған басқаруды және заманауи технологиялық жабдықты пайдалану құрамында уран бар материалдармен және оларды қайта өңдеу өнімдерімен адамның байланысын барынша азайта отырып, технологиялық процесті автоматты режимде жедел бақылауға және түзетуге мүмкіндік береді.
Мұндағы технологиялық процесстер:
- табиғи уранның шала тотықтандыру;
- ядролық керамикалық сұрыпты уран диоксидін ұнтақтандыру;
- құрамында уран бар, ашылуы қиын материалдарды қайта өңдеу бойынша процесстер.
Бериллий цехіндегі өндірсті ұйымдастыру. Кәсіпорында әзірленген технологиялық схема бериллий бар шикізаттың кез келген түрін қайта өңдеуге мүмкіндік береді. Кәсіпорынның бірегей технологиялық жабдығы бериллий және оның қорытпалары негізінде бұйымдардың кең ассортиментін өндіруге мүмкіндік береді. Гидростатикалық және газостатикалық престеу қондырғылары изотропты қасиеттері бар бұйымдарды алуды қамтамасыз етеді.
Тантал цехіндегі өндірсті ұйымдастыру. Өндірісте қолданылатын технология кем дегенде 99,97 пайыз таза тантал алуға кепілдік береді. Өнім тұтынушыға белгіленген мерзімде келісілген ерекшеліктер бойынша жеткізіледі. Екі және үш еселік электронды-сәулелі қайта балқыту әдісімен өндірілген тазалығы 3n2, 3N5, 3n7, 4n және 4n5 тантал құймалары және вакуумды-доғалы қайта балқыту әдісімен өндірілген тазалығы 4n5 тантал құймалары өндіріледі.
6. Металлургия зауытының техникалық құралдар кешенінің құрылымдық схемасының сипаттамасы
Техникалық құралдар кешені (ТТҚ) -басқарушы техникалық жүйелерді іске асыруға арналған автоматтандырудың техникалық құралдарының жиынтығы болып табылатын кешен. Ол металлургиялық зауыттың оператор станциясында орналасады. Кешеннің басты құралдары – Core i5 микроконтроллер және Omron CP1L басқарылатын логикалық контроллер. Оның жалпы 16 дискреттік арналары бар , соның ішінде:
- кіріс аналогтық арналары : 6-температура, 6-қысым;
- кіріс дискретті арналары: 9-концентрация;
- шығыс аналогтық арналары : 9-басқару;
- шығыс дискретті арналары : 6-жабық/ашық, 6-басқару.
Металлургия зауытының техникалық құралдар кешенінің құрамы: оператор станциясы, зауыттық сервермен байланыс, басқарылатын логикалық контроллер мен микроконтроллер, диспетчерлік басқару пульті, атқарушы құрылғыларға берілетін сигналдар.
Оператор сигналдарды серверден зауыттық серверге жібереді. Сервер дегеніміз-адамның тікелей қатысуынсыз кез-келген сервистік тапсырманы орындау үшін дербес компьютерлер тобынан (немесе жұмыс станцияларынан) бөлінген компьютер. Сервер мен жұмыс станциясы бірдей аппараттық конфигурацияға ие болуы мүмкін, өйткені олар консольдегі адамның жұмысына қатысуында ғана ерекшеленеді.
Зауыттың диспетчерлік пультінде Intel Core і5 микропроцессоры ал станция операторымен байланыс құрылғысы ретінде Omron компаниясының CP1L БЛК-ы орнатылған.
Intel Core i5 процессорлары эконом-класс жүйелерінде қолданылады. Олардың екі немесе төрт ядросы бар. Intel Core i5-Intel компаниясының x86-64 процессорлар тобы. Бағасы мен өнімділігі орташа процессорлар тобы ретінде, арзан Intel Core i3 және қымбат Core i7 арасында орналасқан. Оларда орнатылған жад контроллері бар және Turbo Boost технологиясын қолдайды, яғни процессордың жоғары жүктемесі бар автоматты үдеткіші бар. Көпшілігінде кіріктірілген GPU бар. GPU бұл – графикалық кескіндермен жұмыс жасауға арналған құрал. LGA 1155/1156 коннекторларына арналған басқа процессорлар сияқты, Core i5 ке DMI шинасы арқылы қосылады.
Автоматтандырудың заманауи міндеттері жергілікті жүйелерді бірыңғай өндірістік басқару жүйесіне қосуды, диспетчерлендіруді, деректерді жинауды немесе жабдыққа қашықтан қол жеткізуді талап етеді. Өнеркәсіптегі көптеген заманауи деректер желілерінің ішінен Ethernet әзірлеушілер мен пайдаланушылар қоятын талаптарға толық жауап береді. Жабдық пен машина өндірушілерінің талаптарын одан әрі қанағаттандыру үшін Omron өзінің Ethernet порты бар ықшам бағдарламаланатын логикалық контроллерін шығарды. FINS протоколы арқылы Ethernet арқылы OMRON CP1L контроллеріне оператор панельдерін, OMRON контроллерлерін немесе жеке компьютерлерді қосуға болады. Сондай-ақ, CP1L контроллеріндегі кірістірілген Ethernet порты кірістірілген SNTP сағаттарының hозетка қызметі мен синхрондау протоколын қолдайды. Omron CP1L контроллері және олар қолданылатын қондырғылар TCP немесе UDP негізіндегі әртүрлі протоколдар бойынша Ethernet құрылғыларына қосылу үшін ашық болады, мысалы, Modbus/TCP. OMRON CP1L PLC жұмысына арналған дайын функционалды блоктарды MyOmron веб-сайтынан Omron жабдықтарын техникалық қолдауға арналған таба аласыз. CP1L контроллерлерінің жаңа модельдерінде аналогтық сигналдармен жұмыс істеу мүмкіндіктері айтарлықтай жақсарды. Кірістірілген Ethernet протоколы бар барлық PLC-де 1/1000 рұқсатымен 0-10 в аналогты сигналдарды енгізуге арналған екі канал бар.
Ерекшеліктері:
- кірістірілген Ethernet порты;
- 0-10 в сигналы бар 2 Аналогты арнаның ажыратымдылығы 1/1000 құрайды;
- Ethernet 24 в Тұрақты ток барлық процессор Модульдер қуат кернеуі 4.5 В тұрақты ток кернеуімен аналогтық кірістің қосымша картасы.
Осы аталып кеткен датчиктердің сұлбасын 2-суреттен көруге болады.
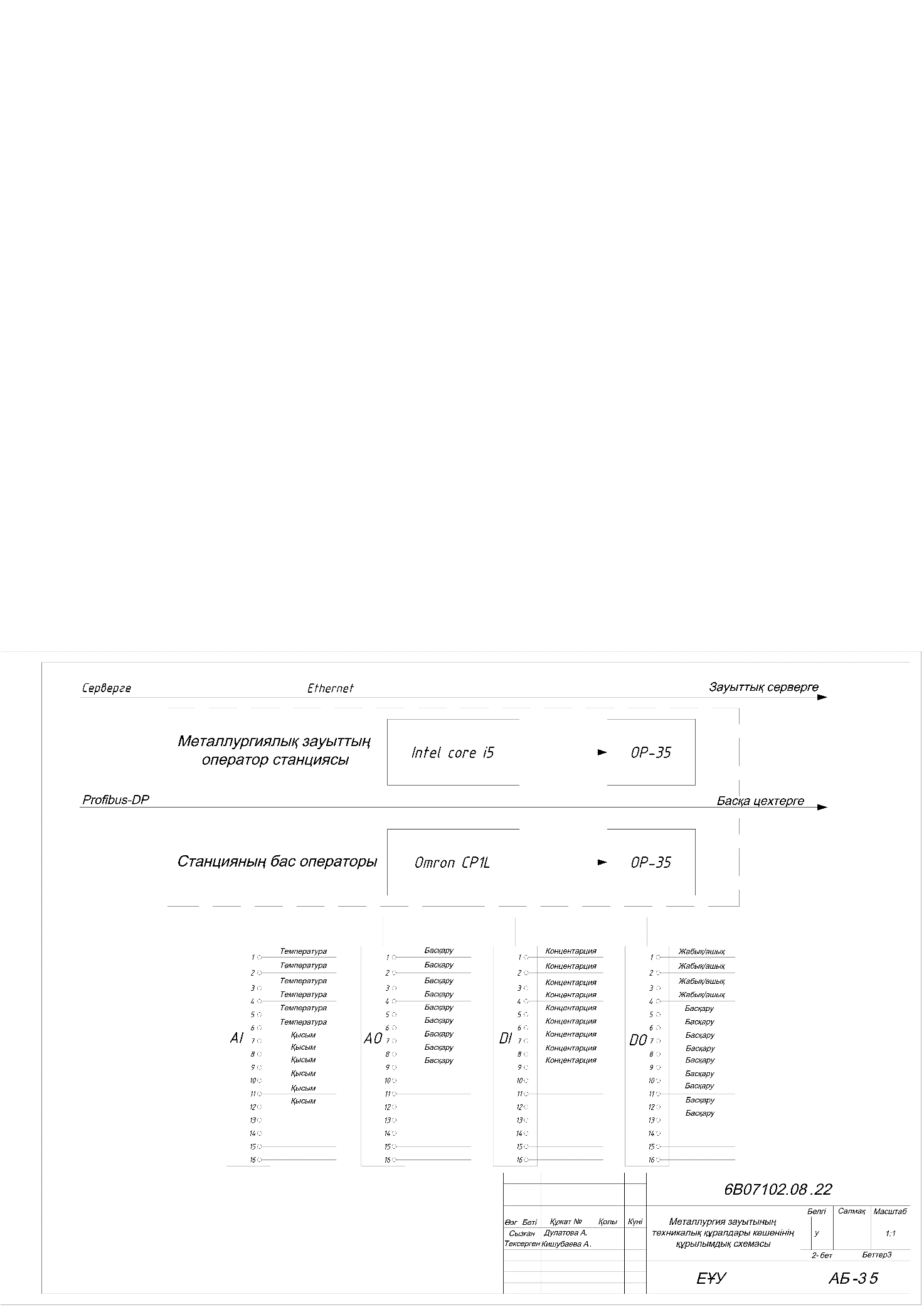
2-Сурет. Металлургия зауытының техникалық құралдар кешенінің құрылымдық схемасы
7. Металлургиялық зауыттың өндірісінің автоматтандыру схемасының сипаттамасы
Автоматтандырудың функционалдық схемасы (АФС) өнеркәсіптік объектінің технологиялық қондырғылары мен жекелеген агрегаттарының функционалдық құрылымы мен автоматтандыру көлемін айқындайтын негізгі жобалау құжаттарының бірі болып табылады. Әдетте, АФС қарастырылып отырған қондырғыға қатысты басқару және сигнализация, барлық бақылау және реттеу жүйелерінің жабдықтарын бейнелейтін бір сызбада орындалады.
Төменде қарастырылып отырған тау-кен кәсіпорнының автоматтандыру сұлбасы 3-суретте көрсетілген.
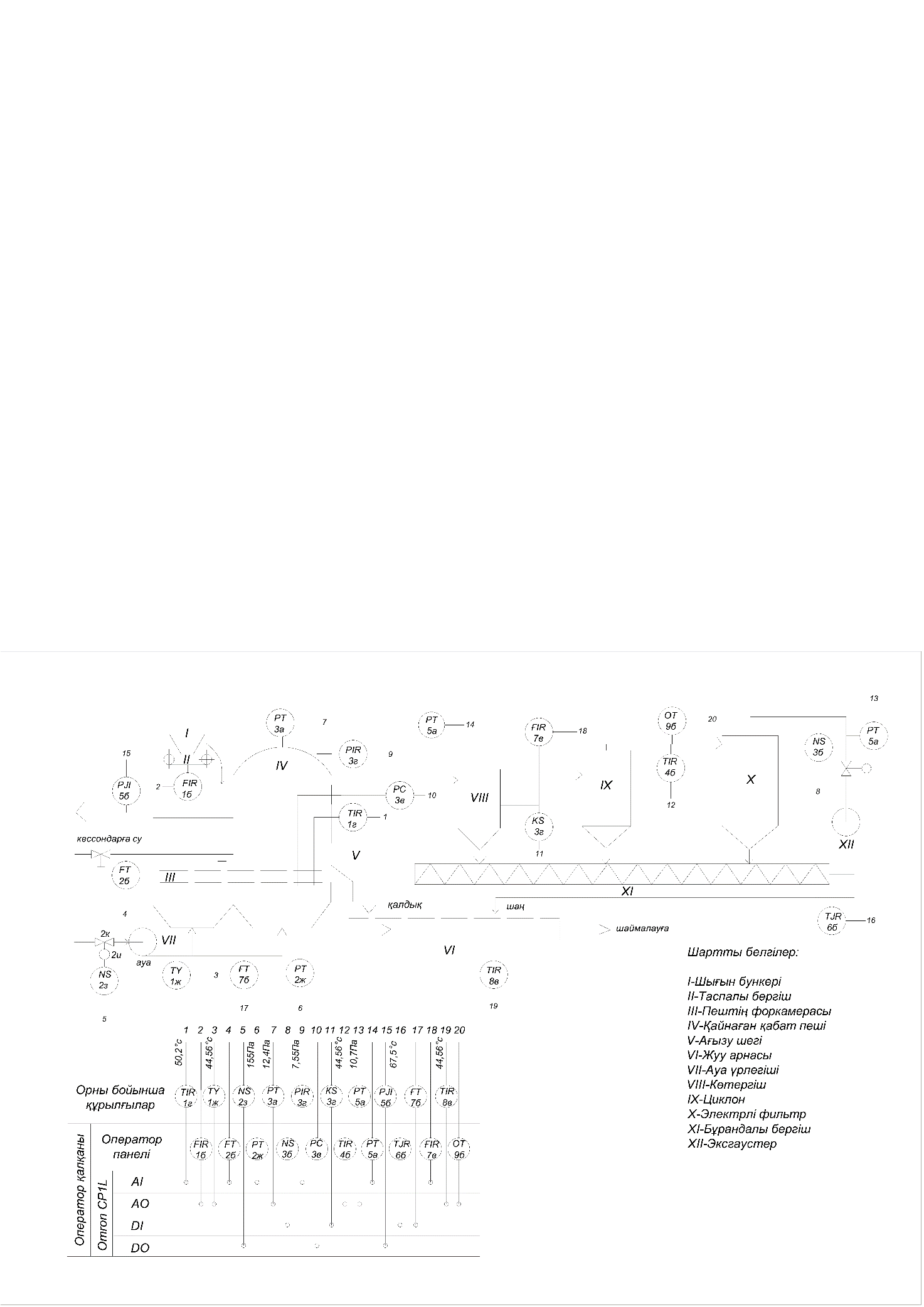
3-Сурет. Металлургия зауытының автоматтандыру схемасы
Автоматтандырудың функционалдық схемасы (АФС) өнеркәсіптік объектінің технологиялық қондырғылары мен жекелеген агрегаттарының функционалдық құрылымы мен автоматтандыру көлемін айқындайтын негізгі жобалау құжаттарының бірі болып табылады. Әдетте, АФС қарастырылып отырған қондырғыға қатысты басқару және сигнализация, барлық бақылау және реттеу жүйелерінің жабдықтарын бейнелейтін бір сызбада орындалады.
Түсті металлургияда қайнаған қабат пештері мыс, никель, молибденит және мырыш концентраттарын күйдіру үшін, әртүрлі материалдарды кептіру үшін, сурьманы сублимациялау үшін және т. б. қолданылады.
С қосымшасында қайнаған қабатта мырыш концентраттарын күйдіру процесі аппараттарының тізбегі берілген. Мырыш концентраты мырыш сульфидін тотыққа және ішінара мырыш күкіртқышқылына ауыстыру үшін күйдіріледі. Пештен алынған оттықтар күкірт қышқылымен сілтіленеді, ал құрамында SO2 бар газдар 8-10% күкірт қышқылы өндірісінде қолданылады.
Көптеген технологиялық процестерді күшейту үшін қайнаған қабат деп аталатын әдіс кеңінен қолданылады. Қайнаған қабат пештерде жұқа материал қабаты арқылы төменнен ауаны үрлеу арқылы алынады. Бұл жағдайда материалдың дәндері ауа ағынында үнемі қозғалыста болады, материал қабаты қайнап жатқан сияқты.
I Шығыс бункерінен концентрат II таспалы қоректендіргішпен III пештің форкамерасына беріледі. Форкамера (дайындық камерасы) қайнаған қабатты қалыптастыру үшін, материалды алдын-ала жылыту үшін қолданылады. Форкамерадан материал IV пешке ағып кетеді, онда негізгі күйдіру процесі жүреді. Пештің астындағы бетонға ауа шүмектері орнатылып, ауа ағынының жылдамдығы 10-12 м/с дейін жетеді. Үрлеуді біркелкі тарату үшін ауа тарату қораптары бөлінген. Материалдың дәндерінің орташа мөлшері шамамен 2-3 мм, түйіспе қорабындағы ауа қысымы 10-20 кПа құрайды. 1 кг концентрат үшін шамамен 2 м3 ауа жұмсалады. Бұл жағдайда қайнаған қабаттың биіктігі 1,0–1,3 м-ге жетеді.қалыпты режимде концентраттың өзі процесс үшін отын ретінде қызмет етеді. Материал біртіндеп қайнаған қабатта шанышқыдан V ағызу шегіне қарай жылжиды, қозғалыс кезінде сульфидтер тотығады және дайын күйе VI ағызу шұңқырына ағызу шегі арқылы құйылады. Құрамында H2SO4 қышқылы бар пайдаланылған электролит ағыны науадағы тұқылдарды сілтілеу цехына шаймалайды.
Қайнаған қабатты пеш-бұл жалынсыз пеш. Пештегі шығатын газдар салқындатылмайды және шығуда 850 - 900°C дейінгі температура болады. Барлық кейінгі құрылғылардың қалыпты жұмыс істеуі үшін температураны 450-550°C дейін төмендету керек. VIII алғашқы шаң жинайтын камера бір мезгілде тоңазытқыш болып табылады. Концентратта ұсақ фракциялардың болуы кететін газдармен бірге едәуір мөлшерде оттың кетуіне әкеледі. Кейде барлық материалдың жартысына жуығы газ құбырларына түседі. Газдардан құнды шаңды ұстап қалу үшін қуатты шаңсорғыш жүйесі орнатылған. Схемада осы жүйенің бір бөлігі көрсетілген: IX циклоны және X электростатикалық фильтрі.шаң тазартқыш бункерлердегі шаң XI бұрандасымен жиналып, ағынды суларға жіберіледі, ал газ күкірт қышқылы өндірісіне жіберіледі. Эксгаустер XII алдында сирету 1200 - 1300 Па құрайды. Батарея циклонының артындағы газдың температурасы 300 - 350°C аспайды. Қарастырылып отырған схемада қайнаған қабаттан артық жылуды кетіру үшін суды салқындататын кессондар қарастырылған.
Металлургия зауытының автоматтандыру сұлбасындағы датчиктер мен аспаптарының шартты белгілерінің сипаттамасын 1-кестеден көруге болады
1-кесте. Аспаптар мен датчиктердің шартты белгілері
| Шартты белгісі | Атауы | Саны |
| | Қалқанда орналасатын , нәтижелерді тіркейтін температура өлшейтін құрал | 1 |
| | Қашықтықтан берілетін манометр (қысым өлшегіші) | 4 |
| | Кірістегі будың қысымын реттеп ,нәтижесін тіркейтін датчик | 1 |
| | Орны бойынша орналасатын , нәтижелерді тіркейтін манометр | 1 |
| | Автоматты қысым реттегіші , оператор панелінде орналасқан | 1 |
| | Шығын өлшегіш , оператор панелінде орналасқан | 2 |
| | Кірістегі будың шығынын реттеп ,нәтижесін тіркейтін датчик | 2 |
 | Тығыздық өлшегіш , оператор панелінде орналасқан | 1 |
 | Уақыт бағдарламасы арқылы басқару құрылғысы , орны бойынша орналасқан | 1 |