ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 35
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Дөңгелектің құрылымы. Ажарлайтын дөңгелектерді жасағанда түйірлер, байланыстырушы және дөңгелектегі қуыстар көлемдерінің ара қатынасын білудің мәні зор.
Дөңгелектердің қуыстылығы бірдей болмайды, кейбір жағдайларда қуыс дөңгелектің жалпы көлемінің жартысын алады.
8 – кесте.
Ажарлаушы дөңгелектердің қаттылығы
| Қаттылық дәрежесі | Қаттылықтың жалпыбелгісі | Қаттылықты оның өсуіне қарап бөлу |
| Жұмсақ....................... Орташа жұмсақ.......... Орташа....................... Қатты......................... Едәуір қатты.............. Өте қатты................... | М СМ С Т ВТ ЧТ | М1,М2,М3 СМ1, СМ2 С1, С2 Т1, Т2 ВТ1, ВТ2 ЧТ1, ЧТ2 |
Қуысты дөңгелектердің металдан түскен жоңқамен бітеліп қалуы аз болады, өйткені жоңқа дөңгелек айналып тұрғанда ортадан тепкіш күштің әсерінен оңай ұшып кетіп отырады.
Ажарлайтын дөңгелекті әр түрлі өңдеу жұмысына қолдану оның қуыстылығына байланысты: ұсақ қуысты дөңгелектер — сыртқы шеңбермен ажарлау, орташа қуыстылар — ішкі шеңбермен ажарлау, ірі қуыстылар — жазық ажарлау, өте ірі қуыстылар — кесу немесе ойық тілу үшін пайдаланылады.
Ажарлайтын дөңгелектерді таңдап алу. Ажарлайтын дөңгелектерді таңдағанда өңделетін материалдың қасиеттерін, өңделетін беттің тазалығына қойылатын талаптарды, өңдеу режимін және басқа да бір қатар жағдайларды ескеру қажет.
Дөңгелектерді таңдағандағы негізгі көрсеткіштер — олардың қаттылығы мен түйірлігі.
Дөңгелектердің қаттылығы жағынан таңдағанда мынадай ережелер басшылыққа алынады.
1. Өңделетін металдың қаттылығы неғұрлым төмен болса, дөңгелек соғүрлым қатты болуға тиіс. Алайда мыс, жез, жұмсақ қола үшін жұмсақ дөңгелектерді қолданған жөн, өйткені қатты дөңгелектердің бетін металл жаңқасы тез бітеп тастайды да, олар жұмыс істемей қалады.
2. Құрғақтай ажарлау салқындатқыш сұйық затты қолданып ажарлағандағыдан гөрі жұмсағырақ дөңгелектермен орындалуға тиіс.
3. Жону жылдамдығы неғұрлым үлкен және өңдеудің дәлдігімен тазалығына қойылатын талап жоғары болса, дөңгелек соғұрлым жұмсақ болуға тиіс.
4. Жылуды нашар өткізетін бөлшектерді — аспаптардың кескіш бөлігін, жұқа пластиналарды, цилиндрді т. б. ажарлағанда жұмсақ және қуысты дөңгелектерді қолдану қажет.

27 – сурет. Ажарлаушы 28 – сурет. Ажарлаушы дөңгелек
дөңгелектердің формасы бетіндегі типтік белгілер
Дөңгелекті түйірлерінің шамасына қарай таңдағанда мынадай ережелер белгіленген.
1. Қатты металдарды, мысалы, шынықтырылған көміртекті болатты және аспаптық легірленген болатты түйірлері орташа дөңгелектермен өңдеген жөн.
2. Жұмсақ және пластикалық металдарды — мысты, жезді т. б. ірі түйіршіктерді дөңгелектермен өңдеу қажет.
3. Алдын ала ажарлауда таза ажарлауға қарағанда түйірлер ірірек болуға тиіс.
4. Өңделетін беттің тазалығына қойылатын талаптар неғұрлым жоғары болса, түйіршіктер соғұрлым ұсақ болуға тиіс.
Дөңгелектің формалары мен үлкен-кішілігі әр түрлі болады да, олар істелген жұмыспен сипатталады. Дөңгелектердің кейбір формалары 27-суретте көрсетілген.
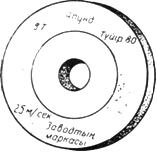
Ажарлаушы дөңгелектермен жұмыс істегенде қауыпсіздік техникасының ережелерін сақтау қажет, мұнда дөңгелектерді дұрыс орнату, олардың беріктігін сақтаудың тәртібі, рұқсат етілетін айналым саны т .6. белгіленген. Осы ережелерге сәйкес дөнгелектерде абразив материалдардың түрі, байланыстырушы түйірлігі және өлшеуі көрсетілген клеймалар болуға тиіс. Ажарлаушы дөңгелекті маркалаудың үлгісі 79-суретте керсетілген.
7.2. Ысқылау мен өңдеу материалдары
Бұйымдарды тазарту және әшекейлеу үшін абразив түйірлері желімдеп жабыстырылған қағаз немесе мата (терсек) кең қолданылады.
Терісімен өңдегеннен кейінгі металл бетінің тазалығы түйірлердің ірілігіне байланысты: түйіршіктер неғұрлым ұсақ болса, бұйым беті соғұрлым таза болады.
Түйіршіктің ірілігін ажарлаушы терсектердің нөмірі бойынша анықтауға болады (9-кесте).
9 – кесте.
Ажарлаушы терілердің түйірлігі
| Терсек | Түйірлігі | Терсек | Түйірлігі |
| 0000 000 00 0 1 2 3 4 | 250 220 180 150 120 100 80 60 | 5 6 7 8 9 10 11 - | 48 40 36 30 24 20 16 - |
Осы кестедан көрініп отырғандай, ең ұсақ түйірлі № 0000 терсек түйірлігі 250, № 11 терсекте — ең ірі түйір (түйірлігі 16) болады.
10-кестеда абразив материал мен терсектің неге арналатыны көрсетілген, ажарлаушы терсектердің түйірлері келтірілген.
Ысқылау және өндеу операцияларында — бұйымға миллиметрдің мыңнан бір үлесі шегінде өте жоғары дәлдік берілгенде ұнтақ, паста және жетілдіргіш дөңгелектер түріндегі ұсақ түйіршікті абразивтер пайдаланылады. Бұйымды өңдеу үшін абразив материалдар ішінде табиғи қорунд, электр окорунд, кремний карбиді, борикум карбиді, хром тотығы т. б. колданылады. Қатты қорытпалардан жасалған аспаптарды өңдеу үшін алмастың және борикум карбидінің ұнтағы пайдаланылады.
10 – кесте.
Ажарлаушы терілердің түрлері және олардың міндеттері
| Ажарлаушы терілер | Абразив материал | Белгісі | Трестің міндеті |
| Электрокорундты Карбид-кремнийлі Кремнийлі Кварцты Шынылы | Электрокорунд Кремнийлдің қара карбиді Кремнийлдің жасыл карбиді Кремний Кварц Шыны | З  КҚ КЖ  КР КВ Ш | Шынықпаған және шыныққан болатты өңдеу Шойынды, қоланы, жезді, алюминийді басқа да морт сынғыш және жұмсақ материалдарды өңдеу үшін Ағашты, жөкені, теріні өңдеу үшін |
Бұйымды жетілдіруге арналған микроұнтақтар былайша маркаланады. М23, М20, М14, М10, М7. Маркалардағы цифрлар түйірлердің микрон есебімен үлкендігін көрсетеді.
Абразив пасталардың ішінде өте жоғары сапалы бет тегістігін алуға арналған ГОИ пасталары кең таралған. ГОИ пасталары нәзік, орташа, ірі пасталар болып бөлінеді. Олар хром тотығы түйірлерінің ірілігі мен құрамы бойынша ерекшеленеді (11-кесте).
11 – кесте.
ГОИ пастасының құрамы
| Құрам бөліктері | ГОИ пасталары | ||
| Ірі | Орташа | Нәзік | |
| Хром тотығы....................... Силикатель......................... Стеарин.............................. Ыдыратылған май.............. Олеин қышқылы................ Қос көмір қышқылды сода. Керосин.............................. | 81 2 10 5 - - 2 | 76 2 10 10 - - 2 | 74 1,7 10 10 2 0,2 2 |
Iрі деп аталатын ГОИ пастасы бұлыңғыр бет жасайды. Ол аралап кесуден, қарапайым шеберлеуден, жонудан, шлифтеуден кейін қалатын кедір-бұдырды жою үшін қолданылады.
Орташа ГОИ пастасы ірі пастадан кейін бұйым бетін жылтырату үшін қолданылады.
Нәзік ГОИ пастасы дәл лекала жұмыстары үшін және бұйымның сыртқы бетін айнадай жалтырату үшін пайдаланылады.
Хром, никель және басқа металдар жалататын бөлшектердің бетін жылтырату үшін жылтыратқыш ерекше мастикалар қолданылады. Олар — жылтыратқыш ұнтақ пен байланыстырғыш зат қоспасы және киізден, тоқымадан немесе фетрден жасалған дөңгелек бетіне бүркеледі. Қарапайым жылтырату үшін алюминий тотығы, әбден жылтырату үшін темір мен хромның тотықтары қолданылады. Жылтыратушы мастикалардағы байланыстырушы зат — парафин, вазелин және керосин қоспасы.