ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 45
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

| панелей стен выполнена декоративным бумажнослоистым пластиком толщиной 3 мм. Пол и нижние панели стен оклеены поливинилхлоридным линолеумом толщиной 2,5 мм. Каждая секция электровоза оборудована осветительным прожектором и буферными сигнальными фонарями, расположенными на лобовой стене кузова. Смену ламп и регулировку направления света осветительного прожектора осуществляют из кабины машиниста, а смену светофильтров и ламп и буферных сигнальных фонарей – снаружи электровоза. Крыша состоит из отдельных съемных элементов, герметически соединенных с обвязкой и обеспечивающих замену оборудования без демонтажа кузова. Стены кузова выполнены из стеклопластика (ламината). Стеклопластик и сталь имеют разные коэффициенты линейного и объемного расширения и не могут соединяться между собой жестко. В противном случае при колебаниях температуры окружающей среды в местах соединений будут появляться большие перенапряжения, и узел быстро выйдет из строя. Вследствие этого элементы конструкции (рисунок 1), выполненные из стеклопластика 2, соединяются с металлическими элементами 1 с помощью резиновых компенсаторов 3 и уплотнителей 4. Таким образом, стеклопластиковые элементы испытывают нагрузку только от давления ветра и служат в основном оболочкой, изолирующей оборудование, расположенное в кузове, от окружающей среды. Кабина машиниста есть в каждой секции электровоза. Стены, пол потолок в кабине машиниста теплоизолируются полистирольным шластом толщиной от 50 до 100 мм. Облицовка потолка, стен выполнена декоративным бумажно- слоистым пластиком. Пол оклеен полихлоридным линолеумом. Стенки всех элементов облицовки зашиты декоративными накладками. | ||||||
| | | | | | 429(КЖТ).10.23.ПЗ | Лист |
| | | | | | 7 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
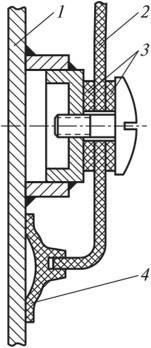 1 – металлические элементы, 2 - стеклопластик, 3 – резиновые компенсаторы, 4 – уплотнители Рисунок 1 – Соединение стеклопластиковых элементов с металлическими Лобовые стекла кабины имеют повышенную прочность за счет применения трехслойного стекла, состоят из двух полузакаленных стекол толщиной 6 мм каждое, склеенных аэрозольной пленкой толщиной 3 мм. Ручной тормоз предназначен для затормаживания одиночного электровоза и обеспечивает удерживающего на уклоне до 20°. Ручной тормоз устанавливается в каждой секции электровоза. Автосцепное устройство располагается в буферных брусьях по пробой оси каждой секции электровоза и предназначено для соединения локомотива с вагоном, удержания сцепленных единиц на определи расстоянии друг от друга, передачи растягивающих и сжимающих сил от локомотива к вагону, смягчения действия ударно-тяговых возникающих при движении поезда. | ||||||
| | | | | | 429(КЖТ).10.23.ПЗ | Лист |
| | | | | | 8 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| 2 ОСНОВНЫЕ НЕИСПРАВНОСТИ, ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ Кузов электровоза от сотрясения, толчков и ударов при движении расстраивается в местах соединения его с рамой и обрешетки с обшивочными листами. При осмотре кузова обращают внимание на исправность поручней, предохранительных ограждений, площадок, стоек, скоб, ступеней и других деталей, исправное состояние которых связано с безопасностью для лиц, обслуживающих электровоз. Обнаруженные дефектные элементы снимают для исправления или заменяют новыми. При текущем ремонте ТР-3 проверяют состояние крепления съемных частей кузова электровоза. Все соединения кузова укрепляют, негодные болты и заклепки заменяют новыми. Поврежденные сварные швы вырубают. Местные вмятины выправляют. Люки и жалюзи крыши осматривают, предохранительные устройства, цепи и погнутые жалюзи исправляют. Все люки должны быть хорошо пригнаны по местам и плотно закрываться. Лопнувшие и изогнутые угольники, листы обшивки выправляют и сваривают. Испорченную обшивку внутри кузова заменяют, устраняют неисправности дверей, их запоров и замков, не плотности стекол в оконных и дверных рамах. Стекла в окна вставляют на резиновых прокладках, чтобы они не дребезжали при сотрясениях и толчках электровоза. Места с поврежденной окраской очищают от краски, обмывают теплой водой, грунтуют, накладывают шпаклевку и окрашивают. Доски и листы пола исправляют и плотно пригоняют друг к другу. Сиденья и подлокотники перебирают и обтягивают новой обшивкой. Путеочистители, лестницы, площадки и поручни выправляют, укрепляют, а негодные скрепляющие детали заменяют новыми. Окна, двери, люки на крыше исправляют и плотно пригоняют по месту так, чтобы была исключена возможность попадания влаги и пыли внутрь кузова. При капитальных ремонтах кузов электровоза снимают,поврежденные части восстанавливают или заменяют, обшивку снаружи | ||||||
| | | | | | 429(КЖТ).10.23.ПЗ | Лист |
| | | | | | 9 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| и внутри окрашивают. В целях предупреждения травматизма локомотивных бригад при выходе электровоза из ремонта строго контролируют состояние полов машинного отделения, обращая особое внимание на наличие на половицах фиксирующих штырей, надежность крепления стоек каркаса пола, ограждений приводов силовых механизмов; проверяют наличие и состояние щитов ограждения лестниц и решеток люков. При техническом обслуживании и текущих ремонтах раму осматривают без выкатки тележек. Проверяют поступление смазки через масленки к опорам рамы и шкворням, при необходимости прочищают каналы. На текущих ТР-3 и капитальных ремонтах при выкаченных тележках раму электровоза очищают от грязи, осматривают и ремонтируют. При этом особое внимание обращают на сварные швы и заклепочные соединения, износ опор, шкворней и деталей возвращающего устройства. В раме могут встретиться следующие неисправности: трещины по целому сечению и в сварных швах, износ опор и возвращающих устройств. Во время эксплуатации локомотива буферный брус и стяжной ящик воспринимают на себя удары, которые приводят к разрушению сварных швов, ослаблению заклепок. Трещины и надрывы в раме электровоза выявляют методом цветной дефектоскопии. Стяжные ящики проверяют с помощью 10- кратной лупы и обстукиванием. Трещины и надрывы по целому месту или сварным швам, а также ослабления заклепок и болтов не допускаются. Ослабшие заклепки заменяют. Отверстия для них у стяжного ящика и рамы электровоза развертывают до диаметра 30-32 мм. При клепке допускают смещение головки заклепок относительно стержня не более чем на 2 мм в любую сторону. При текущем ремонте ТР-2 прочищают масленки и их трубки для смазки шкворней, осматривают состояние возвращающих устройств рамы электровоза. При замене пружин и скользунов, опор рамы и сменного кольца пяты электровоз поднимают на консольных электрических домкратах, а на | ||||||
| | | | | | 429(КЖТ).10.23.ПЗ | Лист |
| | | | | | 10 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| текущем ТР-3 и капитальных ремонтах тележки выкатывают из-под электровоза. Для выявления неисправностей раму очищают от грязи и масла. Затем ее осматривают, выявляя трещины, вмятины, ослабление болтовых и заклепочных соединений. Продувают, очищают и обследуют вентиляционные каналы в раме, проверяют целостность перегородок и их сварных швов, разбирают опоры кузова, детали промывают и осматривают. Состояние опор рамы электровоза выявляют при текущем ремонте ТР-3 в случаях перекоса кузова. Обнаруженные трещины разделывают под сварку пневматическим зубилом под углом 60 °С с радиусом основания канавки от 2 до 4 мм. По концам трещин сверлят отверстия диаметром 8-10 мм, а затем заваривают и ставят накладки толщиной не менее 20 мм. Вырубленную канавку вдоль трещин заваривают в 4-5 слоев электродами марки Э50А или Э42А так, чтобы последний слой сварки не выступал выше плоскости листа рамы. Каждый наплавляемый слой перед нанесением следующего уплотняют наклепом, зачищают металлическими щетками до блеска. Все выступающие наплавы зачищают наждаком или зубилом заподлицо. Сварочный шов должен быть плотным и не иметь пор. Края усилительных накладок должны иметь гладкую поверхность. Их разделывают под углом 45° и приваривают. Для замены сменного кольца пяты рамы или заварки трещин старый шов вырубают и кольцо приваривают. После сварки новый шов зачищают зубилом и абразивными кругами. Опорные поверхности пят проверяют на плите щупом в рабочем состоянии рамы. Зазор между пятой и плитой допускается до 1 мм. При перекосе более 1 мм подшлифовывают опорные поверхности пят (до приварки нижнего сменного диска). Центры шкворневых пят относительно продольных осей стяжных ящиков и рамы электровоза обследуют при замене их новыми. Смещение центра от оси рамы и стержня ящиков допускают не более 1 мм При эксплуатации электровоза путеочиститель воспринимает на себя удары, которые в ряде случаев приводят не только к ослаблению укрепляющих болтов, но и к расстройству сварных швов в кронштейнах, полосах и облицовке. | ||||||
| | | | | | 429(КЖТ).10.23.ПЗ | Лист |
| | | | | | 11 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||