ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.11.2021
Просмотров: 1093
Скачиваний: 1
СОДЕРЖАНИЕ
Протипожежне скло – армоване скло.
Організація та методика проведення лабораторних робіт
4. Постійно стежить за справністю машин і приладів, проводить їх профілактичний і поточний ремонти.
5. Виконує інші роботи за завданням завідувача лабораторіями.
За технологією виготовлення заготовок і виробів усі промислові сплави алюмінію поділяють на три групи: деформаційні, ливарні, спечені.
Сплави, що піддаються деформуванню, повинні забезпечувати високу технологічну пластичність для здійснення операцій прокатування, кування, пресування тощо. Тому вони повинні мати однорідну структуру твердого розчину на основі алюмінію. Для підвищення міцності допускають у структурі сплаву невелику кількість кристалів евтектики. Деформовані сплави алюмінію поділяють на такі, що зміцнюють термічною обробкою, і такі, що не зміцнюють.
До
термічно
незміцнюваних сплавів належать
технічний алюміній (АД, АД1, АД0), сплави
алюмінію з марганцем (позначають АМц)
і сплави
з магнієм та марганцем (позначають АМг).
Вони мають помірну
міцність, пластичність, добре зварюються,
корозійно стійкі.
Залежно від стану поставки листу
(0,5–10 мм)
у позначенні марки
сплаву додають літери. В разі поставки
сплаву у відпаленому стані
пишуть літеру М –
м'які (АМгМ), за незначного наклепування
–
літеру П (АМгП), за значного –
літеру Н (АМгН). Зі зростанням
ступеня деформації (наклепування)
підвищується міцність сплавів.
Так, міцність і пластичність сплаву
АМцН становить
![]() = 220 МПа,
= 220 МПа,
![]() = 5 %,
а сплаву АМцМ –
= 5 %,
а сплаву АМцМ –
![]() =
130 МПа,
=
130 МПа,
![]() = 20 %.
= 20 %.
Малонавантажені
деталі зварювальних і клепаних
конструкцій, деталі
глибокої витяжки виготовляють зі сплавів
типу АМцН, а також АМг2М,
АМгЗМ (![]() =
170–200
МПа,
=
170–200
МПа,
![]() = 4–18
%). Деталі конструкцій
середнього навантаження та високої
корозійної стійкості виготовляють
зі сплавів типу АМг5М, АМг6М (
= 4–18
%). Деталі конструкцій
середнього навантаження та високої
корозійної стійкості виготовляють
зі сплавів типу АМг5М, АМг6М (![]() = 280 МПа,
= 280 МПа,
![]() = 15
%). Зі
сплавів АМц і АМг виготовляють лист,
прутки, дріт.
= 15
%). Зі
сплавів АМц і АМг виготовляють лист,
прутки, дріт.
Термічно зміцнювані сплави алюмінію за хімічним складом і властивостями більш різноманітні. Їх поділяють на:
-
сплави підвищеної пластичності АВ, АД31, АД33 (на основі системи Al – Mg – Si);
-
конструкційні сплави (Al – Cu – Mg) – дюралюміни марок Д1, Д16, Д18, В65;
-
ковкі (Al – Mg – Si – Cu) марок АК6, АК8;
-
високоміцні (Al – Zn – Mg – Cu) марок В95, В96;
-
жароміцні сплави систем (Al – Cu – Mg) марок АК4-1 та
(Al – Cu – Mn) Д20.
Сплави
підвищеної пластичності –
авіалі (АВ, АД31, АД33) – містять
у своєму складі, крім алюмінію, 0,4–1,2
% Mg, 0,3–1,2
% Si, 0,15–0,35 %
Mn, добре зварюються, корозійно стійкі.
Термічна обробка
їх складається з гартування від 515–525 °С
і старіння (природного або штучного).
Штучне старіння проходить значно швидше
і здійснюється за температури 160–170
°С протягом 12–15
годин одразу ж після
гартування. У процесі цього виділяється
зміцнююча фаза Mg2Si.
Після
гартування і штучного старіння властивості
сплаву АВ дорівнюють:
![]() = 380 МПа,
= 380 МПа,
![]() = 250 МПа,
= 250 МПа,
![]() = 14 %,
а після природного старіння
= 14 %,
а після природного старіння
![]() = 260 МПа,
= 260 МПа,
![]() = 200 МПа,
= 200 МПа,
![]() = 20 %.
Зі сплавів АВ, АД3 виготовляють
листи, труби, пресовані профілі, заготовки,
ковані деталі
двигунів, лопасті ґвинтів вертольотів
тощо.
= 20 %.
Зі сплавів АВ, АД3 виготовляють
листи, труби, пресовані профілі, заготовки,
ковані деталі
двигунів, лопасті ґвинтів вертольотів
тощо.
Конструкційні
сплави (дюралюміни) широко
застосовуються у різних
галузях техніки, їх маркують літерою
Д, після якої стоїть цифра,
що відповідає умовному номеру сплаву.
Термічна обробка дюралюмінів
складається з гартування від 500–510 °С
(охолодженням у
киплячій воді) і старіння. Природне
старіння здійснюють за кімнатної
температури протягом 5–7
діб, штучне –
за температур 150–190 °С
протягом 4–12
годин або за температури 250 °С
протягом 2–4
годин. Особливістю
гартування дюралюмінів є необхідність
дотримуватися температурного
режиму, наприклад, 505±5 °С
(для Д1) і 500±5 °С
(для
Д16, Д18). Структура дюралюмінів складається
з
![]() -твердого
розчину
і зміцнюючих фаз. Так, у сплаві Д1 основною
зміцнюючою фазою
є (CuAl2),
у сплаві Д16 з підвищеною кількістю
магнію – (CuА12)
і S(А12CuMg).
Дюралюмін Д16 має найбільшу міцність
після
гартування та природного старіння:
-твердого
розчину
і зміцнюючих фаз. Так, у сплаві Д1 основною
зміцнюючою фазою
є (CuAl2),
у сплаві Д16 з підвищеною кількістю
магнію – (CuА12)
і S(А12CuMg).
Дюралюмін Д16 має найбільшу міцність
після
гартування та природного старіння:
![]() =
480 МПа,
=
480 МПа,
![]() = 320 МПа,
= 320 МПа,
![]() =
14 %
(лонжерони, шпангоути, обшивки літаків).
Деталі і
конструкції середньої міцності
виготовляють зі сплавів Д1, Д1А (
=
14 %
(лонжерони, шпангоути, обшивки літаків).
Деталі і
конструкції середньої міцності
виготовляють зі сплавів Д1, Д1А (![]() =
360 МПа,
=
360 МПа,
![]() –
12 %).
–
12 %).
Дюралюміни виробляють у вигляді листа, пресованих і катаних профілів, прутків, труб. Для підвищення корозійної стійкості їх піддають плакуванню. Відповідно у маркуванні таких сплавів додають літеру А: наприклад, Д16А, Д1А. Сплави Д18 і В65 є основними алюмінієвими заклепочними сплавами. Найбільш широко дюралюміни застосовуються в авіаційній промисловості та будівництві.
Алюмінієві
сплави, придатні для кування (ковочні),
позначають літерами
АК і відносять до системи Al – Cu – Mg –
Si. Вони пластичні,
стійкі до утворення тріщин під час
гарячої пластичної деформації. Ці сплави
(АК6, АК8) за хімічним складом близькі до
дюралюмінів і відрізняються високим
вмістом кремнію (0,7–1,2 %).
Сплави
АК6 і АК8 застосовують після гартування
від 520±5 °С
(АК6) і
505±5 °С
(АК8) та штучного старіння за температури
160–170 °С
протягом 12–15
годин. Після термічної обробки механічні
властивості цих сплавів
такі:
![]() = 400 МПа,
= 400 МПа,
![]() = 12 %
(АК6);
= 12 %
(АК6);
![]() = 480 МПа,
= 480 МПа,
![]() = 9 %
(АК8). Проте обидва сплави мають низьку
корозійну стійкість і потребують
додаткових заходів щодо захисту від
корозії. З них виготовляють штамповані
деталі та складної форми і середньої
міцності (АК6)
– підмоторні рами, кріпильні деталі, а
також такі високонавантажені штамповані
деталі (АК8), як пояси лонжеронів, лопасті
ґвинтів вертольотів,
бандажі вагонів.
= 9 %
(АК8). Проте обидва сплави мають низьку
корозійну стійкість і потребують
додаткових заходів щодо захисту від
корозії. З них виготовляють штамповані
деталі та складної форми і середньої
міцності (АК6)
– підмоторні рами, кріпильні деталі, а
також такі високонавантажені штамповані
деталі (АК8), як пояси лонжеронів, лопасті
ґвинтів вертольотів,
бандажі вагонів.
Високоміцні
алюмінієві сплави (В95,
В96) окрім міді і магнію містять
у своєму складі значну кількість цинку
(5–8,6 %).
Підвищену міцність
цих сплавів зумовлює наявність в їхній
структурі після гартування
за температури 460–470
°С у воді і штучного старіння за
температури 120–140 °С
протягом
24–16
годин зміцнюючих фаз, відповідно,
η(MgZn2),
Т(А12Mg2Zn3),
S(Fl2CuMg).
Після термічної обробки механічні
властивості для сплаву В95 наступні:
![]() = 550–600 МПа,
= 550–600 МПа,
![]() =
530–550
МПа,
=
530–550
МПа,
![]() = 8 %; для сплаву В96
= 8 %; для сплаву В96
![]() =
700 МПа,
=
700 МПа,
![]() =
50 МПа,
=
50 МПа,
![]() = 7 %.
Сплави В95 і В96 застосовують у літакобудуванні
для конструкцій
високого навантаження і тривалої
експлуатації за температур до 100 °С.
До недоліків цих матеріалів відносять
невисокі пластичність,
в'язкість руйнування і низьку корозійну
стійкість під напруженням.
Підвищенню цих характеристик сприяє
двоступінчасте
пом'якшуюче старіння.
= 7 %.
Сплави В95 і В96 застосовують у літакобудуванні
для конструкцій
високого навантаження і тривалої
експлуатації за температур до 100 °С.
До недоліків цих матеріалів відносять
невисокі пластичність,
в'язкість руйнування і низьку корозійну
стійкість під напруженням.
Підвищенню цих характеристик сприяє
двоступінчасте
пом'якшуюче старіння.
Жароміцні сплави використовують для експлуатації за температур до 300 °С (поршні, головки циліндрів, диски і лопатки компресорів реактивних двигунів, обшивка надзвукових літаків). Найбільш поширені сплави типу АК4-1 системи Al – Cu – Mg – Si з доданням заліза та нікелю; Д20 системи Al – Cu – Mn з доданням титану та цирконію. У сплаві АК4-1 Fe і Ni утворюють нерозчинну фазу Al9FeNi, що під час термічної обробки не змінюється.
Основною
ж зміцнюючою фазою у сплаві є S(Al2CuMg).
Після гартування
за температури від 530±5 °С
і штучного старіння сплав АК4-1 має
наступні механічні
характеристики:
![]() =
300–180
МПа,
=
300–180
МПа,
![]() =
190–120
МПа,
=
190–120
МПа,
![]() =18–12 %.
=18–12 %.
Сплав
Д20 має наступні характеристики механічних
властивостей:![]() =
420 МПа,
=
420 МПа,
![]() =
330 МПа,
=
330 МПа,
![]() = 11 %.
= 11 %.
Перспективними жароміцними сплавами алюмінію є сплави системи Al – Mg – Li, що поєднують високу міцність, низьку питому вагу і достатню жароміцність.
Ливарні сплави алюмінію використовують для виготовлення фасонних виливків різної форми та призначення. До їх складу входять ті самі легуючі компоненти, що й до деформованих сплавів, але у більшій кількості (до 9–13 % для кожного компонента). Промисловість виробляє ливарні алюмінієві сплави (АЛ) марок від АЛ1 до АЛ33. У маркуванні цих сплавів літера А означає, що сплав алюмінієвий, літера Л – що сплав ливарний, а цифра – порядковий номер сплаву.
За хімічним складом ливарні алюмінієві сплави можна поділити на кілька груп. Наприклад, алюміній з кремнієм (АЛ2, АЛ4, АЛ9) або алюміній з магнієм (АЛ8, АЛ13).
Типовими
є сплави системи А1 – Sі (10–13 %
Sі) – силуміни.
Розчинність
Sі в А1 мала (0,8 % за температури 500 °С; 0,05
% –
20 °С).
Тому лише з Аl і Si практично не зміцнюються
термічною обробкою і в системі Аl – Si
можуть бути сплави, що частково або
повністю складаються з евтектики.
Введення в силуміни Cu, Mg сприяє зміцненню
сплаву у процесі старіння; Ti, Zr подрібнюють
з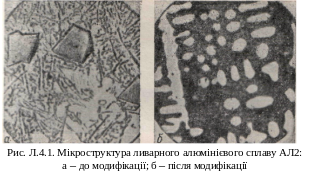
ерно;
Mn покращує корозійну стійкість; Ni і Fe
підвищують жаростійкість.
Для
поліпшення механічних властивостей
силуміни з вмістом кремнію більше 5 %
модифікують
натрієм: 1–3 %
від
маси розплаву додають солі натрію (2/3
NaF + 1/3 NaСІ). Структура немодифікованих
сплавів (рис. 4.2) складається з голчастих
кристалів Sі й евтектики
(![]() + Si), а після модифікування – з
+ Si), а після модифікування – з
![]() -розчину
і евтектики (
-розчину
і евтектики (![]() + Si)
тонкої будови.
+ Si)
тонкої будови.

Властивості
алюмінієвих ливарних сплавів залежать
від способу лиття та виду термічної
обробки, швидкості охолодження під час
тверднення
виливка і гартування. Для ливарних
сплавів алюмінію характерна
більш груба крупнозерниста структура.
Це зумовлює режими
їх термічної обробки. Тому для гартування
силуміни нагрівають
до 520–540 °С
і витримують 5–10
годин для повнішого розчинення включень.
Штучне старіння здійснюють за температури
150–180 °С
протягом
10–20
годин. Із силумінів виготовляють деталі,
що працюють за
невеликих (АЛ2), середніх (АЛ4) і вібраційних
(АЛ8) навантажень, а також підвищених до
150–170 °С
температур (АЛ1, ОВ) тощо.
Спечені
алюмінієві порошкові (САП) сплави на
основі
![]() і
і
![]() одержують
шляхом брикетування порошку алюмінію,
вакуумної дегазації
брикетів із подальшим їх спіканням під
тиском. Вміст А12О3
у спечених
сплавах алюмінію знаходиться у межах
від 6–9
% (САП1) до
18–22
% (САП4). Дрібні частинки А12О3
гальмують рух дислокацій у
сплаві і підвищують його міцність.
Жаростійкість САП матеріалів за
тривалого нагрівання зберігається до
500 °С,
а за короткочасного – до 1000 °С.
одержують
шляхом брикетування порошку алюмінію,
вакуумної дегазації
брикетів із подальшим їх спіканням під
тиском. Вміст А12О3
у спечених
сплавах алюмінію знаходиться у межах
від 6–9
% (САП1) до
18–22
% (САП4). Дрібні частинки А12О3
гальмують рух дислокацій у
сплаві і підвищують його міцність.
Жаростійкість САП матеріалів за
тривалого нагрівання зберігається до
500 °С,
а за короткочасного – до 1000 °С.
Мідь
та сплави на її основі. За
обсягами виробництва мідь посідає третє
місце після заліза та алюмінію. Запаси
її у земній корі дорівнюють 0,01 %,
у сульфідних рудах
(CuFeS – мідний колчедан, CuS – халькозин,
Cu2S
– халькопірит)
–
від 0,5 до 5 %. Мідь має ГЦК- кристалічну
ґратку, температура
плавлення становить 1038 °С, питома вага
![]() = 8,9 г/см3.
= 8,9 г/см3.
Одержують мідь зі збагаченого концентрату (11–35 % Cu), який спочатку обпалюють за температури 600–850 °С для часткового зниження вмісту сірки, а потім для відділення від рудних домішок плавлять за температури 1300–1500 °С на штейн (сплав сульфідів Cu2S і Fe). Мідний штейн містить 16–60 % Cu, а також Fe і S. Штейн переплавляють у спеціальному конверторі з продувкою розплаву повітрям за температури 950–1050 °С і одержують чорнову мідь, що містить до 1–2 % домішок (Fe, Zn, Ni, As та інші). Очищують чорнову мідь шляхом вогневого або електролітичного рафінування. Первинна технічно чиста мідь після рафінування містить 99,5–99,99 % Cu. Чиста мідь має 11 марок – М00б, М0б, М1б, М1у, М1, М1р, М1ф, М2р, М3р, М2, МЗ. Сумарна кількість домішок у марці найвищої чистоти М00б - 0,01 %, а в марці М3 – 0,5 %.
Залежно
від механічних властивостей розрізняють
також тверду (негартовану)
мідь – МТ і м'яку (відпалену) – ММ.
Механічні властивості
чистої відпаленої міді наступні:
![]() =
220–240 МПа, 40–80 НВ,
=
220–240 МПа, 40–80 НВ,
![]() = 45–50 %,
= 45–50 %,
![]() = 60–75 %.
Цінними властивостями міді є її висока
електропровідність
та теплопровідність, пластичність,
низька окислюваність. Електропровідність
міді знижується за наявності домішок.
Половина всієї міді використовується
в електротехніці. Для електротехнічних
потреб
чисту мідь постачають у вигляді дроту,
прутка, стрічки, листа, смуги
і труб. У зв'язку з низькою міцністю у
якості конструкційного матеріалу
використовують не чисту мідь, а лише
сплави міді з оловом, цинком,
алюмінієм, кремнієм, марганцем тощо.
Легування міді підвищує
її механічні, технологічні та експлуатаційні
властивості. Залежно від хімічного
складу розрізняють три основні групи
сплавів міді:
бронзи, латуні і сплави міді з нікелем.
= 60–75 %.
Цінними властивостями міді є її висока
електропровідність
та теплопровідність, пластичність,
низька окислюваність. Електропровідність
міді знижується за наявності домішок.
Половина всієї міді використовується
в електротехніці. Для електротехнічних
потреб
чисту мідь постачають у вигляді дроту,
прутка, стрічки, листа, смуги
і труб. У зв'язку з низькою міцністю у
якості конструкційного матеріалу
використовують не чисту мідь, а лише
сплави міді з оловом, цинком,
алюмінієм, кремнієм, марганцем тощо.
Легування міді підвищує
її механічні, технологічні та експлуатаційні
властивості. Залежно від хімічного
складу розрізняють три основні групи
сплавів міді:
бронзи, латуні і сплави міді з нікелем.
Бронзи – це сплави міді з оловом, алюмінієм, марганцем, кремнієм, берилієм, свинцем. Залежно від основного легуючого елемента бронзи називають олов'янистими, алюмінієвими, берилієвими та ін. Для підвищення механічних і особливих властивостей бронзи додатково легують Fe, Ni, Ti, Zn, Р, для підвищення корозійної стійкості – Mn, пластичності – Nі, міцності – Fе, оброблюваності різанням – Pb.
Маркують бронзи літерами Бр, далі літерами позначають елементи, що входять до складу бронзи: О – олово, Ц – цинк, А – алюміній, С – свинець, Ж – залізо, Мц – марганець, Б – берилій та інші. Після цього цифрами вказують середній вміст елементів у відсотках (вміст міді цифрами не вказують). Наприклад, марка БрОЦ4-3 означає, що бронза містить 4 % олова і 3 % цинку, решта – мідь; БрОЦС5-5-5 – бронза містить олова, цинку і свинцю по 5 %, решта – мідь.
О
лов'янисті
бронзи (БрО3,
БрО6, БрОС25-8 та інші), залежно від вмісту
олова і фазового стану, поділяють на
однофазні
(до
5 %
Sn) із структурою
![]() -
твердого розчину і двофазні
(більше
5 % Sn) зі структурою
(рис. Л.4.3), що складається з
-
твердого розчину і двофазні
(більше
5 % Sn) зі структурою
(рис. Л.4.3), що складається з
![]() -твердого
розчину та евтектоїда (
-твердого
розчину та евтектоїда (![]() + Cu31Sn8).
+ Cu31Sn8).
Однофазні бронзи пластичні і добре піддаються деформуванню, з них виготовляють фольгу, сітки, дріт, прутки, стрічки тощо у негартованому (твердому) і відпаленому (м'якому) станах.
Двофазні
олов'янисті бронзи з більшим вмістом
олова (до 15–20 %)
використовують у якості ливарних
матеріалів для виготовлення різних
фасонних виливків, їх також додатково
легують цинком (4–10 %),
свинцем (3–6 %),
фосфором (0,4–1,0 %).
Олов'янисті бронзи
корозійно стійкі у морській воді, NaОН,
Na2СО3,
не стійкі у розчинах
HNО3
і НС1, мають досить високі механічні
властивості:
![]() =
150–350 МПа,
=
150–350 МПа,
![]() = 3–5 %,
твердість 60–90 НВ, добре обробляються
різанням.
= 3–5 %,
твердість 60–90 НВ, добре обробляються
різанням.
Олов'янисті бронзи типу БрОЦН3-7-5 використовують для арматури, що експлуатується на повітрі, у прісній воді, маслі, парі і за температури до 250 °С; бронза типу БрОЦС5-5-5 – для антифрикційних деталей, арматури тощо.
До складу безолов'янистих бронз, окрім міді, входять АІ, Fе, Mn, Ве, Sі, Р або різні комбінації цих елементів.
Алюмінієві
бронзи (4–11 %
АІ)
мають високу корозійну стійкість, високі
механічні та технологічні властивості
(БрАЖ9-4, БрАЖН 10-4- 4, БрКМц3-1,
БрС30 та інші). Однофазні бронзи (![]() -твердий
розчин) із вмістом алюмінію до 8–9 %
добре
обробляються тиском у гарячому і
холодному стані (рис. 4.3, в).
Двофазні
бронзи (
-твердий
розчин) із вмістом алюмінію до 8–9 %
добре
обробляються тиском у гарячому і
холодному стані (рис. 4.3, в).
Двофазні
бронзи (![]() -твердий
розчин +
Сu2А1)
із вмістом алюмінію 9–11 %,
а також заліза, нікелю, марганцю
мають більшу міцність, піддаються
обробці тиском у гарячому стані.
Двофазні бронзи можна піддавати
зміцнюючій обробці гартуванням
за температури від 900–950 °С із відпуском
за різних температур. Завдяки цьому
утворюється орієнтована голчаста
структура, зростає твердість та
міцність, зменшується пластичність.
Так, бронза БрАЖН10-4-4 після
гартування і відпуску (400 °С) підвищує
твердість від 170–200 до
400 НВ. З алюмінієвих бронз виготовляють
арматуру трубопроводів
для різних середовищ (окрім морської
води) і температур до 250
°С (БрАЖ9-4, БрАЖ9-4Л); деталі для експлуатації
в середовищі морської
води, ґвинти, лопасті (БрАМц9-2Л); втулки,
підшипники ковзання
(БрАМц10-2); фланці, шестерні та інші
відповідальні деталі (БрАЖМц10-3-1,5).
-твердий
розчин +
Сu2А1)
із вмістом алюмінію 9–11 %,
а також заліза, нікелю, марганцю
мають більшу міцність, піддаються
обробці тиском у гарячому стані.
Двофазні бронзи можна піддавати
зміцнюючій обробці гартуванням
за температури від 900–950 °С із відпуском
за різних температур. Завдяки цьому
утворюється орієнтована голчаста
структура, зростає твердість та
міцність, зменшується пластичність.
Так, бронза БрАЖН10-4-4 після
гартування і відпуску (400 °С) підвищує
твердість від 170–200 до
400 НВ. З алюмінієвих бронз виготовляють
арматуру трубопроводів
для різних середовищ (окрім морської
води) і температур до 250
°С (БрАЖ9-4, БрАЖ9-4Л); деталі для експлуатації
в середовищі морської
води, ґвинти, лопасті (БрАМц9-2Л); втулки,
підшипники ковзання
(БрАМц10-2); фланці, шестерні та інші
відповідальні деталі (БрАЖМц10-3-1,5).
Марганцеві бронзи (БрМц5 БрМцС20-5) мають порівняно невисокі механічні властивості, але високу пластичність, корозійну стійкість, жароміцність. Із них виготовляють деталі для теплоелектростанцій, котли, вентилі, засувки, арматуру тощо.
Берилієві
бронзи містять
у своєму складі 2–2,5 % Ве (БрБ2), мають
дуже
цінний комплекс властивостей: високу
хімічну стійкість, теплостійкість,
високий поріг пружності, добре обробляються
різанням, мають
високі механічні властивості (![]() =
1100–1300 МПа, твердість –370 НВ,
=
1100–1300 МПа, твердість –370 НВ,
![]() = 1 %).
Берилієві бронзи гартують у воді за
температур не вище
800 °С і піддають штучному старінню за
температури 350 °С.
= 1 %).
Берилієві бронзи гартують у воді за
температур не вище
800 °С і піддають штучному старінню за
температури 350 °С.
Використовують берилієву бронзу для виготовлення виробів відповідального призначення: пружні контакти, пружини, мембрани, безіскровий інструмент для ведення вибухонебезпечних гірничих робіт.