Файл: Специальность 110 810 Электрификация и автоматизация сельского хозяйства.docx
Добавлен: 08.11.2023
Просмотров: 203
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.


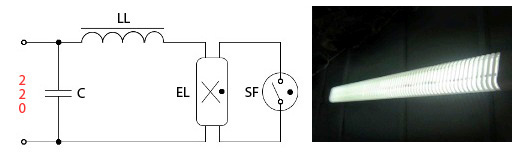
где:
С - конденсатор компенсационный
LL - дроссель
EL - лампа люминесцентная
SF - стартер
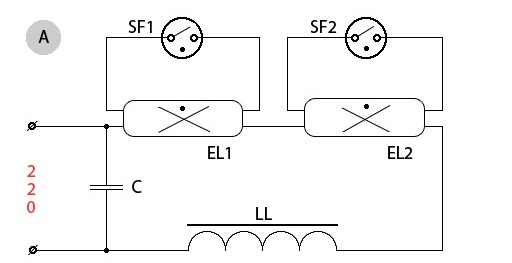
Схемы подключения двух люминесцентных ламп
18.04.12 Соединение проводов овальными соединителями
После подготовки к соединению концы проводов вводят в соединитель внахлестку таким образом, чтобы они выходили из соединителя на 40—50 мм. Если, кроме овальных соединителей, провода будут соединяться сваркой с помощью термитных патронов, каждый конец провода следует выпустить из соединителя на длину, равную от 2/3 до 3/4 длины соединителя. Обжатие овальных соединителей производят при помощи монтажные клещей МИ-19А. Монтажные клещи представляют собой корпус из ковкого чугуна |(рис. 5), половины которого соединены шарнирно и имеют гнезда для установки в них вкладышей. Раздвижение и сжатие половин клещей осуществляется нажимным винтом, а при помощи регулировочного винта устанавливается величина сближения половин клещей в соответствии с необходимой глубиной (высотой) обжатия овального соединителя. Каждому сечению проводов соответствует свой комплект вкладышей (верхний и нижний вкладыши).
Размер d и вес вкладышей к клещам МИ-19А
В процессе обжатия овального соединителя с введенными в него концами проводов происходит деформация соединителя и проводов в местах приложения усилий (под вкладышами клещей). При деформации корпус
соединителя в местах расположения вжимов, направленных перпендикулярно к оси проводов, плотно зажимает соединяемые провода и прижимает соприкасающиеся поверхности настолько сильно, что металл соединителя и соединяемых проводов взаимно вдавливается, образуя при этом удовлетворительный электрический контакт. Механическая и электрическая прочность такого соединения обеспечивается необходимым количеством вжимов, расположенных по длине соединителя, глубиной обжатия, а также расположением вжимов в «шахматном» порядке. Обжатие соединителя в «шахматном» порядке придает ему и проводам волнообразную форму, что способствует увеличению механической прочности соединения. Однако анализ многолетней эксплуатации соединений, выполненных способом обжатия овальных соединителей со сталеалюминиевыми и алюминиевыми проводами, показал, что в ряде случаев такие соединения с годами теряют свои первоначальные электрические характеристики. Это явление объясняется тем, что при относительно большой длине соединителя электрический контакт образуется только в местах вжимов, составляющих суммарно незначительную площадь. К тому же
конструкция овального соединителя такова, что контактные поверхности трудно защитить в процессе эксплуатации от попадания влаги, которая вызывает окисление контактных площадок. Для улучшения электрических характеристик соединений, выполненных способом обжатия овальных соединителей, концы алюминиевых и сталеалюминиевых проводов дополнительно свариваются с помощью термитных патронов. Методология сварки алюминиевых и сталеалюминиевых проводов приведена в разд. 7. Следует отметить, что сварка проводов термитными патронами—довольно сложная операция, требующая затраты дополнительного времени и квалифицированных, специально обученных исполнителей. Особые трудности возникают при сварке сталеалюминиевых проводов (марок от АС-10 до АС-95, так как эти провода имеют однопроволочный стальной сердечник, мешающий получению монолитного соединения в месте сварки.
Если с помощью сварки термитными патронами можно получить лучшие электрические характеристики соединений, выполненных обжатием овальных соединителей, то механические характеристики таких соединений сталеалюминиевых проводов остаются недостаточно высокими, а для проводов марок от АС-10 до АС-95 даже низкими. Недостаточная механическая прочность таких соединений сталеалюминевых проводов объясняется тем, что стальной сердечник, воспринимающий более половины допускаемого усилия тяжения по проводу, не удается защемить с заданной прочностью между алюминиевыми повивами провода путем местных вдавливаний на небольших участках соединения. Механическую прочность соединений сталеалюминевых проводов, выполненных обжатием овальных соединителей, можно несколько увеличить путем применения опрессования соединителей гидравлическим прессом (вместо обжатия клещами МИ-19. Опрессование овальных соединителей можно выполнять гидравлическими прессами любой конструкции, развивающими достаточное усилие и укомплектованными специальными матрицами. Наибольшее распространение получили малогабаритные гидравлические прессы марок МГП-12, РГП-7м и МИ-2. Опрессование соединителей производится так же, как и обжатие, путем местных вдавливаний, причем матрицы пресса имеют длину 30 мм. Повышение механической прочности и некоторое улучшение электрических характеристик соединений достигается как вследствие увеличения площади каждого опрессования, так и вследствие большего давления, развиваемого прессом.
Улучшить механические и электрические характеристики соединений сталеалюминевых проводов марок от АС-10 до АС-95 путем опрессования не удается.
Это объясняется тем, что жесткий стальной однопроволочный сердечник проводов этих марок при обжатии или опрессовании овальных соединителей как вкладышами клещей, так и матрицами пресса не деформируется по поверхности и не изгибается. Алюминиевые же проволоки провода в процессе обжатия или опрессования прижимаются к стальному сердечнику на небольших участках пересечений и вследствие значительных местных перенапряжений сильно деформируются, делаются тоньше и могут оказаться вовсе перерезанными. Соединения проводов этих марок, выполненные способом обжатия овальных соединителей, имеют механическую прочность не более 40—50% прочности провода и плохой электрический контакт, а потому соединять провода указанных марок обжатием или опрессованием овальных соединителей нельзя.
Сталеалюминиевые провода марок АС-120, АС-150 и АС-185 можно соединять способом обжатия овального соединителя только при наличии алюминиевой распорки, которая должна быть установлена между соединяемыми концами проводов. Алюминиевая распорка имеет двояковогнутую форму, что позволяет значительно увеличить поверхность соприкосновения проводов и обеспечивает равномерное распределение усилия обжатия. Соединения стальных многопроволочных проводов, выполненные обжатием овальных соединителей, также не обладают механической прочностью, установленной требованиями ПУЭ, и, как правило, имеют электрическое сопротивление, превышающее допустимый минимум. Это объясняется тем, что вследствие большой твердости металла соединителей и проводов, а также значительной упругости, свойственной стальным многопроволочным проводам, при обжатии соединителя не достигается необходимая степень деформации металла в местах обжатий. Чтобы получить надежно работающее соединение многопроволочных стальных проводов, выполненное обжатием овальных соединителей, необходимо устанавливать по два соединителя типа СОС на каждое соединение.
19.04.12 Техническое обслуживание и текущий ремонт магнитных пускателей
Техническое обслуживание проводится в периоды между ремонтами и предусматривает:
контроль за соблюдением режимов работы и правил технической эксплуатации, регламентированных ПТЭ и ПТБ, заводами-изготовителями, стандартами предприятий и местными инструкциями;
проведение осмотров и уход за электрооборудованием;
проверку показаний приборов, степени нагрева машин, аппаратов и сетей, состояния изоляции, исправности заземления, ограждений, смазочных и охлаждающих систем;
обтирку, чистку, продувку, выявление мелких неисправностей и их устранение;
проверку состояния электрооборудования с широким использованием средств технической диагностики, проводимую с целью выявления предельной выработки ресурсов узлов и деталей и предупреждения аварийных ситуаций;
восстановление работоспособности отключившегося оборудования.
Операции по техническому обслуживанию регламентируются местными инструкциями и выполняются по графику, утвержденному лицом, ответственным за электрохозяйство предприятия, цеха, а также во время перерывов в работе агрегата (наладка, замена инструмента, обеденный перерыв и др.). [Типовое положение о техническом обслуживании и ремонте (ТОиР) электрооборудования]
Текуший ремонт выполняемый для обеспечения или восстановления работоспособности электрооборудования, при котором чисткой, заменой или ремонтом быстроизнашивающихся частей, регулировкой узлов и механизмов обеспечивается безотказная работа электрооборудования на протяжении всего межремонтного периода. Текущий ремонт производится на месте
установки электрооборудования с его остановкой и отключением силами оперативного и ремонтного электротехнического, а также электротехнологического персонала, обслуживающего данный агрегат. В случаях, когда для выполнения текущего ремонта требуются специальные сложные приспособления, усилия нескольких человек и значительное время, он производится ремонтным персоналом электроремонтных цехов или специализированных организаций. [Типовое положение о техническом обслуживании и ремонте (ТОиР) электрооборудования]

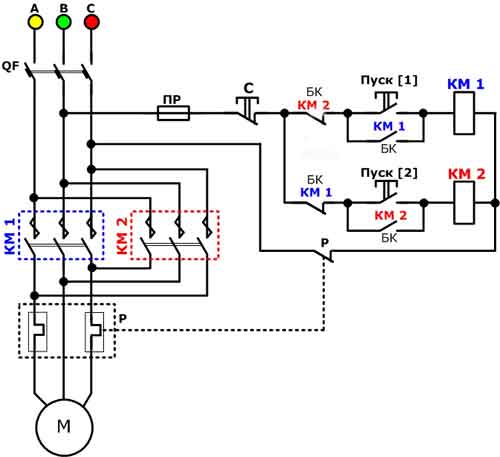
Схема подключения нереверсивного магнитного пускателя

Схема состоит:
QF - автоматического выключателя;
KM1 - магнитного пускателя;
P - теплового реле;
M - асинхронного двигателя;
ПР - предохранителя;
(С-стоп, Пуск) - кнопки управления
Схема подключения реверсивного магнитного пускателя
23.04.12 Штробление стен.
Первый этап штробления стен под проводку – это нанесение разметки, где должен пролечь кабель. При этом нужно помнить, что провода не должны пересекаться, а их длину лучше рассчитать так, чтобы использовать минимальное количество кабеля. Это поможет сэкономить время и средства.
Штробление под проводку можно провести в монолите, кирпиче, бетоне. Также успешно с помощью алмазного оборудования проводится штробление стен под трубы
Лучше всего для штробления бетона использовать алмазную резку. При этом не будет пыли, привычного шума строительных работ, а края углублений будут гладкими, ширина одинаковой по всей линии. Подобные работы выполняются не только на стенах, но и на потолке и полу. Используется мощный перфоратор (инструмент, который долбит стену посредством специальной насадки). Бывает довольно громко. Поэтому, при возможности выбора, эти работы лучше планировать на будние дни. Пыли многоПо ситуации, можно использовать и мощную "болгарку" киловатта на два с половиной для изготовления углублений для блоков розеток. Чтобы уменьшить количество пыли, иногда делают так: один режет, другой из брызгалки поливает это место водой. Но по трудоемкости это сложнее: при подаче воды сопротивление резко возрастает за счет вязкости смеси воды с пылью. Да и воды нужно лить много, так что есть риск протечки к соседям. Такой способ хорош, только если нужно что-то быстро "резануть" без особой пыли и вибрации (например, метр-полтора штробы в полу)

24.04.12 Ремонт концевых заделок силовых кабелей
При ремонте концевых заделок силовых кабелей обычно выполняется во время проведения текущего ремонта оборудования подстанций. При ремонте концевых заделок силовых кабелей проверяют соответствие расстояний от фаз до "земли" значениям указанным в ПУЭ. При напряжении 6 кВ это расстояние должно быть не менее 90 мм, при 10 кВ - 120 мм.
Поверхность концевых заделок силовых кабелей тщательно очищают от пыли. При внешнем осмотре проверяют целостность наконечников, их соответствие сечению жил кабеля и качество пайки (сварки, опрессовки). Обнаруженные дефекты устраняют.
У стальных воронок напряжением 6 и 10 кВ протирают и осматривают фарфоровые втулки. Если они имеют сколы и трещины, их заменяют. Эту работу выполняют монтеры-кабельщики, поскольку необходимо демонтировать заделку.