Файл: Специальность 110 810 Электрификация и автоматизация сельского хозяйства.docx
Добавлен: 08.11.2023
Просмотров: 200
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Если заливочной массы недостаточно, ее доливают. При изломе изоляции фаз ее необходимо восстановить, после чего жилы кабеля и корпус воронки покрывают эмалевой краской.
Концевые заделки из эпоксидного компаунда осматривают и при обнаружении течи пропитывающего состава принимают меры по восстановлении герметичности. Нарушение ее происходит обычно в результате несоблюдения указаний по обезжириванию поверхности и других технологических указаний при монтаже концевых заделок силовых кабелей.
Для устранения течи пропитывающего состава в месте входа кабеля в корпус заделки обезжиривают ее нижнюю часть на участке 40 - 50 мм и такой же участок брони (оболочки) кабеля тряпкой, смоченной в ацетоне или авиационном бензине. Участок брони (оболочки) обрабатывают ножовочным полотном, ножом или напильником для создания шероховатой поверхности.
На обезжиренный участок накладывают двухслойную подмотку из хлопчатобумажной ленты, смазываемой эпоксидным компаундом, затем устанавливают съемную ремонтную форму из винипласта, полиэтилена и т. д. Формы из жести или картона предварительно смазывают тонким слоем тавота, трансформаторного масла или другим веществом во избежание прилипания эпоксидного компаунда, затем заливают тем же компаундом, из которого был выполнен корпус заделки.
При нарушении герметичности в месте выхода жил кабеля из корпуса заделки обезжиривают плоскую поверхность корпуса и выходящие участки фаз длиной 30 мм. Устанавливают съемную ремонтную форму, заливаемую компаундом аналогично предыдущему случаю.
При нарушении герметичности на жилах кабеля обезжиривают поврежденный участок поверхности и накладывают двухслойную подмотку из хлопчатобумажных лент, смазываемых эпоксидным компаундом. Аналогично устраняют течь пропитывающего состава при нарушении герметичности в месте примыкания трубки к цилиндрической части наконечника. В этом случае дополнительно поверх подмотки накладывают плотный бандаж из крученого шпагата с обмазкой эпоксидным компаундом.
25.04.12 Ремонт концевых заделок силовых кабелей
При ремонте концевых заделок силовых кабелей обычно выполняется во время проведения текущего ремонта оборудования подстанций. При ремонте концевых заделок силовых кабелей проверяют соответствие расстояний от фаз до "земли" значениям указанным в ПУЭ. При напряжении 6 кВ это расстояние должно быть не менее 90 мм, при 10 кВ - 120 мм.
Поверхность концевых заделок силовых кабелей тщательно очищают от пыли. При внешнем осмотре проверяют целостность наконечников, их соответствие сечению жил кабеля и качество пайки (сварки, опрессовки). Обнаруженные дефекты устраняют.
У стальных воронок напряжением 6 и 10 кВ протирают и осматривают фарфоровые втулки. Если они имеют сколы и трещины, их заменяют. Эту работу выполняют монтеры-кабельщики, поскольку необходимо демонтировать заделку.
Если заливочной массы недостаточно, ее доливают. При изломе изоляции фаз ее необходимо восстановить, после чего жилы кабеля и корпус воронки покрывают эмалевой краской.
Концевые заделки из эпоксидного компаунда осматривают и при обнаружении течи пропитывающего состава принимают меры по восстановлении герметичности. Нарушение ее происходит обычно в результате несоблюдения указаний по обезжириванию поверхности и других технологических указаний при монтаже концевых заделок силовых кабелей.
Для устранения течи пропитывающего состава в месте входа кабеля в корпус заделки обезжиривают ее нижнюю часть на участке 40 - 50 мм и такой же участок брони (оболочки) кабеля тряпкой, смоченной в ацетоне или авиационном бензине. Участок брони (оболочки) обрабатывают ножовочным полотном, ножом или напильником для создания шероховатой поверхности.
На обезжиренный участок накладывают двухслойную подмотку из хлопчатобумажной ленты, смазываемой эпоксидным компаундом, затем устанавливают съемную ремонтную форму из винипласта, полиэтилена и т. д. Формы из жести или картона предварительно смазывают тонким слоем тавота, трансформаторного масла или другим веществом во избежание прилипания эпоксидного компаунда, затем заливают тем же компаундом, из которого был выполнен корпус заделки.
При нарушении герметичности в месте выхода жил кабеля из корпуса заделки обезжиривают плоскую поверхность корпуса и выходящие участки фаз длиной 30 мм. Устанавливают съемную ремонтную форму, заливаемую компаундом аналогично предыдущему случаю.
При нарушении герметичности на жилах кабеля обезжиривают поврежденный участок поверхности и накладывают двухслойную подмотку из хлопчатобумажных лент, смазываемых эпоксидным компаундом. Аналогично устраняют течь пропитывающего состава при нарушении герметичности в месте примыкания трубки к цилиндрической части наконечника. В этом случае дополнительно поверх подмотки накладывают плотный бандаж из крученого шпагата с обмазкой эпоксидным компаундом
26.04.12 Монтаж тросовых электропроводок.
Несущим элементом этих проводок является стальной трос диаметром 3,0-6,5 мм
или оцинкованная проволока диаметром 5-8 мм.
С помощью анкерных и натяжных приспособлений трос ( проволоку) натягивают
вдоль трассы. Если длина электропроводки более 6 м, то устанавливаются поддерживающие струны из оцинкованной проволоки диаметром 1,5-2,0 мм.
Стрела провеса должна быть не более 100-150 мм.
Соединяют провода в соединительных коробках, а ответвления производят в ответвительных коробках, подвешенных на несущем тросе.
Жилы проводов соединяют сваркой, опрессовкой или сжимами.
Тросовые проводки выполняются специальными проводами ЛВТ, защищенными
и незащищенными изолированными проводами и небронированными кабелями, подвешенными к натянутому стальному тросу.
Применяется стальной трос диаметром 3,0-6,5 мм или стальная оцинкованная
проволока диаметром 5-6 мм. Диаметр троса зависит от длины и нагрузки на него.
Для концевого крепления стальных тросов применяют анкерные или сквозные болты.
Незащищенные изолированные провода (АПВ, ПВ, АПР, ПР) допускается закреплять
на тросе или проволоке пучком стальными оцинкованными скобами и полосками. Расстояние между скобами по длине трассы должно быть 200-300 мм, толщина скобок и полосок - не менее 1,5 мм, ширина - 15 мм.
Скобки и полоски должны иметь защитное покрытие от коррозии.
В местах крепления провода обертывают двумя-тремя слоями изоляционной ленты
или подкладывают прокладки из электрокартона (рубероида) между скобкой и проводом. Ширина прокладок выбирается с таким расчетом, чтобы прокладка выступала из под скобок с обеих сторон на 1,5-2,0 мм.
Изолированные провода марок АПР, АПРВ и АПВ, а также небронированные кабели марок АВРГ, АНРГ, АСРГ, АВВГ и АПВТ применяют для тросовых проводок.
Выполняются тросовые электропроводки также из специальных проводов с резиновой изоляцией и с пластмассовой изоляцией со встроенным в провод
стальным несущим тросом; в этом случае тросовые электропроводки заземляют.
Используют изоляционные подвески, расстояние между которыми должно быть
не более 1,5 м при подвешивании к тросу провода или кабеля.
Провода и кабели с пластмассовой изоляцией в помещениях с несгораемыми перекрытиями допускается крепить непосредственно к тросу пластмассовой перфорированной лентой с кнопками или стальной полоской « замок».
Расстояние между креплениями - не более 0,5-0,6 м.
Светильники крепят за анкерные устройства клиц, провода от них к магистрали присоединяют с помощью плашечных зажимов в пластмассовом корпусе.
Трос одновременно может служить рабочим заземлением для светильников.
Тросовая электропроводка находит самое разное применение в народном хозяйстве
и индивидуальном строительстве (например, для подвода энергии к летней кухне, хозяйственным постройкам, гаражу, мастерской или для питания отдельных электроприемников и механизмов с электроприводом, которые используются
на территории участка).
Проводка этого вида обладает рядом достоинств.
Это, прежде всего, простота исполнения монтажных работ, установки крепежных
деталей и надежное крепление к основаниям. Тросовые проводки могут быть приспособлены практически к любым условиям окружающей среды.
а - провдом АВТ; б - изолированными проводами на подвесках из пластмассы
на продольном тросе; в - многожильными проводами и кабелями небольших
сечений на пластмассовых клицах на продольном тросе; г - то же, но закрепление
бандажом; д - силовые и контрольные кабели на подвесных елочных
конструкциях, закрепленных на тросе.
27.04.12 Монтаж электродвигателя
Перед монтажом электродвигателя необходимо выполнить работы, перечисленные в статье "Подготовка и пробный пуск электродвигателя" (осмотр машины, устранение возможных неисправностей, проверка вращения "от руки", измерение электрического сопротивления изоляции обмоток с возможной их сушкой).
Машина, поступившая на место монтажа в собранном виде, устанавливается на металлической раме, которая крепится на специальном фундаменте либо на том же основании, на котором расположена рабочая машина. Так как установочные размеры электродвигателя имеют допуски, при монтаже машины на металлической раме приходится пользоваться металлическими прокладками, которые следует заготовить заранее.
Обычно вал электрической машины (двигателя) соединяют с валом рабочей машины посредством муфт. Из большого конструктивного разнообразия соединительных муфт наибольшее применение получили упругие втулочно-пальцевые муфты типа МУВП. Передача вращательного движения от одной полумуфты к другой в этой муфте происходит через упругие резиновые втулки, надетые на пальцы. Эта муфта обладает компенсирующими свойствами: устраняет последствия небольшой несоосности сопрягаемых валов, возникшей при монтаже машины или в процессе эксплуатации.
Для соединения двух валов посредством муфты на концы этих валов напрессовывают полу муфты, предварительно проверив цилиндричность и соответствие наружных диаметров валов и внутренних диаметров полумуфт с помощью измерительных скоб и нутромеров. Посадка полумуфт на валы выполняется в горячем состоянии. Сочленяемые валы при установке полумуфт могут иметь радиальное или угловое смешение, что при работе двигателя приводит к значительным вибрациям и разрушению подшипников
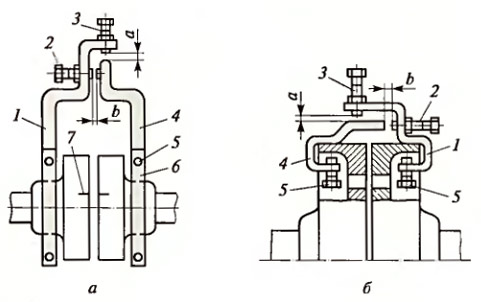
адиально-осевые скобы для центровки валов: 1,4 — скобы; 2, 3 — болты для установки зазоров; 5 — болты для крепления скоб; 6 — хомутик; 7 — риски (метки)
02.05.12 Ремонт светильников с люминесцентными лампами