Файл: разработка технологического процесса ручной электродуговой сварки.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.11.2023
Просмотров: 162
Скачиваний: 6
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
«РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РУЧНОЙЭЛЕКТРОДУГОВОЙСВАРКИ»
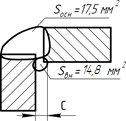 скизысварочногосоединения – двухстороннее угловоесварноесоединениебезразделки кромок.А= 5 мм– толщинаметалла С = 4,5 ммДосваркиСварноесоединениеПлощадьпоперечногосеченияосновногонаружногошва:Sосн.=(А2/2)·Ку=(62/2)·1,4= 25,2мм2.Площадьпоперечногосечениявнутреннегоподварочногошва:Sвн.=(С2/2)·Ку=(5,62/2)·1,4=21.952 мм2.Общаяплощадьпоперечногосечениясварногосоединения:S =Sосн+Sвн=17,5 +14,8 =47.152мм2.
скизысварочногосоединения – двухстороннее угловоесварноесоединениебезразделки кромок.А= 5 мм– толщинаметалла С = 4,5 ммДосваркиСварноесоединениеПлощадьпоперечногосеченияосновногонаружногошва:Sосн.=(А2/2)·Ку=(62/2)·1,4= 25,2мм2.Площадьпоперечногосечениявнутреннегоподварочногошва:Sвн.=(С2/2)·Ку=(5,62/2)·1,4=21.952 мм2.Общаяплощадьпоперечногосечениясварногосоединения:S =Sосн+Sвн=17,5 +14,8 =47.152мм2.

чистотуметаллапосодержаниювредных примесей– серыифосфора.

Общая масса наплавленного метала:

н нGн = Gосн + Gвн = 410 + 332 = 741 г.
Расход электродов для сварки:
Gэл=k·Gн=1,6·741 = 1260 г.
Основное технологическое время:

Время выполнения сварочных работ:
Скорость сварки при формировании основного шва

Скорость сварки при формировании внутреннего шва

ЦЕЛЬ РАБОТЫ
Разработка технологического процесса ручной электродуговойсварки.| № вари- анта | Размеры ванны, мм | Толщи на стенки А,. мм | Тип соеди нения | Катет шва С, мм | Материал заготовок | ||||||
| b | l | h | Группа сталей | Обозна- чение | |||||||
| 8 | 400 | 800 | 200 | 6 | У7 | 5,6 | Конструкционные низкоуглеродистые | Ст 3 | |||
Эскиз металлической заготовки с размерами
Выполнитьрисунок,аналогичныйрис.2длясвоеговарианта.сразмерами,вмасштабе.Укажите места прихвата, порядок, последовательность инаправлениеналожения швов.ЕслииспользуетеодносторонниесварныесоединенияУ5иУ6,исключитеиздальнейшихрасчетовподварочныешвы.Суммарнаядлинаосновныхнаружныхшвов:Lосн=400·2+ 800·2+200·4=3200мм.Будемсчитать,чтосуммарнаядлинавнутреннихподварочныхшвовравнадлинеосновных Lвн=3200 мм.ДлинасварныхсоединенийL=3200мм.ТолщиназаготовокА=5мм.Всешвыугловые,двухсторонние.Последовательность и направление наложения швов
От середины к краям Напроход
ШвыFOиEM ШвыFB,ED,MH,OG,FE,OMШвыFOиEMварятнапроходотсередины ккраям.ШвыFB,ED,MH,OG,FE,OMваритьнапроход,посколькуоникороче250 мм.Материал заготовок – качественная низкоуглеродистая конструкционная Сталь 2, содержащая 0,1 % углерода.Э скизысварочногосоединения – двухстороннее угловоесварноесоединениебезразделки кромок.А= 5 мм– толщинаметалла С = 4,5 ммДосваркиСварноесоединениеПлощадьпоперечногосеченияосновногонаружногошва:Sосн.=(А2/2)·Ку=(62/2)·1,4= 25,2мм2.Площадьпоперечногосечениявнутреннегоподварочногошва:Sвн.=(С2/2)·Ку=(5,62/2)·1,4=21.952 мм2.Общаяплощадьпоперечногосечениясварногосоединения:S =Sосн+Sвн=17,5 +14,8 =47.152мм2.Выбор марки электродного покрытия и сварочной проволоки
В соответствии с табл.5 выбран электрод с электродным покрытиемАНО-4с. Маркасварочной проволокиСв-08 или Св-08А. Такаясварочнаяпроволока содержит 0,08% углерода. Буква А указывает на повышеннуючистотуметаллапосодержаниювредных примесей– серыифосфора.
Характеристики электрода в соответствии с табл. 5:
-
марка электродного покрытия аНо-4с; -
марка проволоки Св-08 или Св-08А; -
расход электродов на 1 кг наплавленного металла k= 1,7 кг; -
коэффициент наплавки Кн = 8,5 г/Ач; -
род тока – постоянный; -
полярность – отсутствует.
Диаметры электродов для наружного и внутреннего швов
Всоответствиистабл.4 диаметрdэл=4мм.Силасварочноготока:Iсв=Iуд·dэл=45·4= 180А.Выбор сварочного аппарата
Длясваркистали2можноиспользоватьпостоянныйток.Втабл.5рекомендован постоянный ток,авариантезадания (табл. 10) сварочный трансформатор как источник постоянноготока. Поэтому в соответствии с табл. 6 выбран сварочный трансформаторТД-300У2,имеющий следующиетехническиехарактеристики:Пределы регулирования сварочного тока 70…365 А.Напряжениепитающей сети 380 В.Рабочее напряжение 32 В.Напряжение холостого хода 80 В.Мощность19,4 кВт.Размеры692×710×620мм.Масса137кг.Расход электродов для сварки
МассанаплавленногометаллаосновныхнаружныхшвовМассанаплавленногометаллаосновныхвнутреннихподварочныхшвов: Общая масса наплавленного метала:
н нGн = Gосн + Gвн = 410 + 332 = 741 г.
Расход электродов для сварки:
Gэл=k·Gн=1,6·741 = 1260 г.
Продолжительность сварки
Основное технологическое время:
Время выполнения сварочных работ:
Скорость сварки
Скорость сварки при формировании основного шва
Скорость сварки при формировании внутреннего шва
Производительность сварки:

Расход электроэнергии

| № | Название | Обозначение | Численное |
| значение | |||
| 1 | Длина сварных швов | Lосн | 3200 мм |
| Lвн | 3200 мм | ||
| 2 | Длина сварных соединений | L | 3200 мм |
| 3 | Площадь поперечного сечения сварных швов | Sосн | 25,2 мм2 |
| Sвн | 21.952 мм2 | ||
| 4 | Площадь поперечного сечения | S | 47.152 мм2 |
| сварного соединения | |||
| 5 | Диаметр электрода | dэл | 4 мм |
| 6 | Сила сварочного тока | Iсв | 180А |
| | | Gн осн | 410 г |
| 7 | Масса наплавленного металла | Gн вн | 332 г |
| | | Gн | 741 г |
| 8 | Расход электродов | Gэл | 1260 г |
| | Основное технологическое время | Тосн | 0,484 ч |
| 9 | Время выполнения сварочных | Тсв | 0,336 ч |
| | работ | ||
| 10 | Скорость сварки | Vсв осн | 11,21 м/ч |
| Vсв вн | 13,84 м/ч | ||
| 11 | Производительность | G | 1530 г/ч |
| 12 | Расход электроэнергии | Q | 2,79 кВт.ч |