Файл: Преимущества центробежного способа литья при изготовлении каркасов бюгельных протезов.docx
Добавлен: 21.11.2023
Просмотров: 147
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Вакуумное литье под давлением. В отличие от центробежного литья, при вакуумном литье под давлением в полости опоки собирается только незначительный объем воздуха. В процессе литья сплав благодаря своей силе тяжести заполняет почти 80 % полости опоки. При подаче давления сплав проникает в самые тонкие области полой формы. Незначительное количество оставшегося воздуха свободно вытесняется через поры паковочной массы.
Вакуумное литье под давлением представлено на рисунке 17.
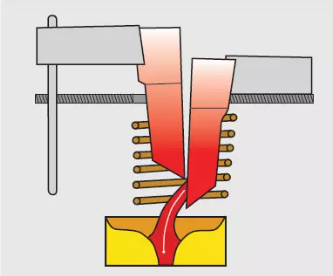
Рис. 17. Литье на вакуумной индукционной установке под давлением по принципу «раздваивающийся тигель»
При вакуумном литье давление действует на всю литьевую камеру, т. е. действует на опоку и сплав со всех сторон. Поэтому очень важно соблюдать расстояние от смоделированного объекта до стенок опоки (минимальное расстояние – 5 мм), и поверхность опоки ни в коем случае не должна быть сошлифована. Иначе давление, преобладающее в камере литейной машины, проникнет сквозь паковочную массу и заполнит полую форму быстрее, чем втекаемый сплав [19].
При литье массивных объектов на вакуумной установке под давлением необходимо учитывать следующие факторы:
-
по своему объему литьевой резервуар (питательная балка) должен быть таким же, как сам объект для литья; -
литьевой резервуар должен находиться в тепловом центре; -
объект необходимо разместить в верхней части опоки, учитывая минимальное расстояние до стенок в 5 мм. Это необходимо для осуществления быстрого оттока тепла наружу. Только таким образом можно достичь кристаллизации (уменьшение объема) без образования пор. При этом литьевой резервуар должен служить в качестве питателя. Важно также учитывать длину соединительных каналов между резервуаром и объектом: она не должна превышать 10 мм. Часто это требуется в тех случаях, когда необходимо достичь оптимальной позиции в опоке как для объекта, так и для литьевого резервуара; -
другое влияние может оказать размер опоки. По возможности объект должен располагаться на одинаковом расстоянии до стенок опоки (колец). В особенности при паковке прямых объектов (мостовидный протез) может возникнуть необходимость применения более крупного муфельного кольца.
Условием для успешного процесса литья на вакуумной установке является правильная установка следующих рабочих параметров:
-
поступательное давление; -
давление нагнетания; -
время открытия тигеля; -
время нарастания давления.
Общее указание: при вакуумном литье под давлением отсутствует необходимость образования литьевого конуса, так как он может отрицательно повлиять на процесс кристаллизации объекта. В этом случае системе литейных каналов параллельно приходится питать конус сплавом в процессе кристаллизации [8].
Во избежание напряжения при литье объектов большой протяженности необходимо разрезать литьевой резервуар. Где и как часто — зависит от размера объекта литья и его объема. Однако для массивных объектов следует выбирать литниковые каналы большого диаметра, чтобы при кристаллизации они выполняли функцию питателя.
Указания к точности посадки. Причины неточного прилегания могут быть разными и являются не только следствием ошибок в процессе литья. Для объектов разного объема и геометрической формы (монолитные вторичные конструкции, телескопические супраконструкции и супраконструкции на имплантатах) не всегда достаточно одной величины расширения, регулируемой с помощью концентрации жидкости для замешивания паковочной массы.
В таком случае, например, можно с помощью различной концентрации жидкости для паковочной массы выровнять неравномерную геометрию вторичных коронок у телескопов. При этом вторичные коронки заполняются паковочной массой с более высокой концентрацией жидкости, и затем опока заливается паковочной массой с низкой концентрацией жидкости (двухфазовая паковка). При изготовлении комбинированного протеза важно, чтобы отфрезерованные плоскости имели гладкую форму, благодаря чему, в свою очередь, можно достичь правильного прилегания плеч распределения смещения.
Общие указания и советы по технологии литья на примере бюгельного протеза [25]:
-
Литниковые каналы следует выбирать так, чтобы они были толще снабжаемого воскового объекта. Тонкие части воскового объекта (ретенции, кламмеры) застывают раньше, чем массивные. После втекания в полость формы кобальтохромовый сплав дает усадку. Из массивных частей и главных каналов происходит дополнительная подача. -
Очень длинные, тонкие литниковые каналы охлаждаются быстрее и препятствуют дальнейшему поступлению металла. Короткие подводные литники улучшают скорость заполнения и качество кристаллической структуры сплава. -
Из-за сильно согнутых каналов объекты могут не полностью отлиться. В полость формы сплав должен втекать быстро, без резкого изменения направления. Последнее может привести к завихрению потока сплава и часто является причиной образования пор. -
Места соединения между литниковыми каналами оформляются закругленно. Узкие части из паковочной массы, отдельно стоящие внутри полости формы, могут легко обломиться. Литниковые каналы устанавливают так, чтобы не образовывались острые, тонкие стенки из паковочной массы. Сплав должен втекать беспрерывно. -
Круглые или плоские (верхняя челюсть) литниковые каналы на переходе от ретенции к дуге следует устанавливать без сужения, придерживаясь одинаковой, равномерной толщины. -
При постановке бюгельного протеза в нижней челюсти «противоусадочные муфты» препятствуют образованию пор (Рис. 18).
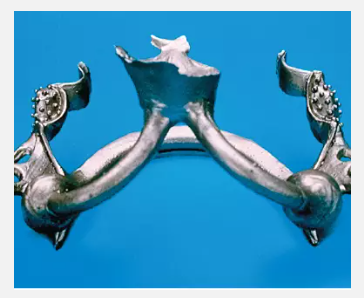
Рис. 18. «Противоусадочные муфты» препятствуют образованию пор
-
Литниковые каналы нужно расположить так, чтобы они находились в центре опоки или близко к нему, т. е. на том месте, где сплав остывает в самую последнюю очередь. Сплав в этой области дольше остается жидким и может еще дальше подаваться. -
Литниковые каналы не следует устанавливать на плечах распределения смещения. Из-за усадки может образоваться щель между плечом распределения смещения и отфрезерованным уступом! -
Во время установки литников необходимо соблюдать осторожность, чтобы не повредить объект. Плоский или круглый литник устанавливается не на рельефную дугу или дугу нижней челюсти, а на находящуюся рядом ретенцию и тщательно приливается воском. Ограничительный край восстанавливается позже в металле.
2.3 Ошибки ортопедического лечения, связанные с изготовлением или пользованием бюгельными протезами
Ошибки врача на этапе планирования бюгельной конструкции:
-
Неправильный выбор опорных зубов. -
Неправильный выбор конструкции опорно-удерживающих элементов. -
Неправильный выбор места расположения дуги. -
Неправильный выбор места крепления пластмассового базиса. -
Неправильный выбор места расположения и количества окклюзионных накладок.
Лабораторные ошибки на этапах изготовления бюгельного протеза:
-
Неправильное расположение опорно-удерживающих элементов и как следствие – или невозможность наложения протеза, или его неудовлетворительная фиксация на опорных зубах. -
Недостаточное блокирование поднутрений рабочей модели и попадания частей каркаса в ретенционные участки, что приводит к невозможности точного и полного наложения протеза в полости рта. -
Нарушение технологии подготовки к литью и процессу заливки металла, которое приводит к неконтролируемой усадке металла и искажению формы и размеров металлических элементов каркаса. -
Нарушение технологии замены воска на пластмассу и режима полимеризации, которое приводит к несоответствию базиса запланированным пределам или травмированию слизистой оболочки протезного ложа. -
Нарушение правил механической обработки бюгельной конструкции, которое приводит к чрезмерному утончению или деформации металлического каркаса или к несоответствию пластмассового базиса рельефу протезного ложа.
ЗАКЛЮЧЕНИЕ
В данной дипломной работе был осуществлен анализ данных литературных и интернет источников о преимуществах центробежного способа литья при изготовлении каркасов бюгельных протезов. Рассмотрены преимущества бюгельного протезирования перед частичным съемным протезом. Изучены виды бюгельных протезов, материалы, используемые для их изготовления. Представлена технология литья каркаса бюгельного протеза. Проведен анализ различий в технологии литья на центробежной и вакуумной установках, представлены преимущества и недостатки центробежного способа литья. Рассмотрены ошибки ортопедического лечения, связанные с изготовлением или пользованием бюгельными протезами.
Восстановление функциональной и естественной эстетической целостности зубных рядов у пациентов с частичной потерей зубов, считается трудной задачей ортопедической стоматологии. Одним из наиболее известных сейчас разновидностей съемного протезирования является бюгельное протезирование. Бюгельный протез – это тип съемных протезов, которые изготавливают из металлической дуги, что обеспечивает равномерное распределение нагрузки по всей челюсти.
В отличии от простого пластмассового съемного протеза, искусственно созданные зубы бюгеля крепятся к узенькой железной дуге. Она практически не давит на слизистую нёба, собственно, что существенно минимизирует неприятные ощущения от ношения протеза.
Такие конструкции обладают одним важным преимуществом перед частичными протезами – дуга, гораздо надежнее соединяет все имеющиеся части. То есть является более устойчивой, чем подобные литые композиции и каждый может убедится в этом на собственном жизненном опыте.
При литье зубопротезных деталей самым важным является борьба с усадкой сплавов и восковых композиций. Этому подчинены все промежуточные операции, уменьшение усадки восковых композиций, создание специальных компенсационных формовочных масс, система и характер литников и методы плавления сплавов.
В зависимости от характера получаемого давления на металл различают следующие методы литья сплавов:
-
Под давлением. -
Центробежное. -
Вакуумное.
Литьё под давлением и центробежное основано на создании давления на металл извне. При таком литье получают более точные отливки, оно исключает пористость, недоливки, усадочные раковины. Широкое распространение получило центробежное литье.