ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 22.11.2023
Просмотров: 85
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Эти швы в опорных сечениях, а также в местах приложения сосредоточенных сил неприемлемо выполняют неравными. Диафрагмы вне опорных сеченийв наиболее напряженных волокнах растянутой зоны иногда не привариваются.
В данной работе катеты диафрагм принимаем k= 5 мм.
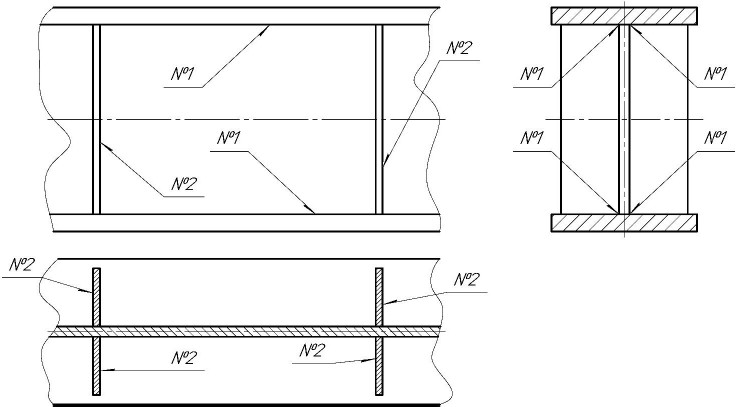
Рисунок 5.3 – схема расположения сварных швов на балке Таблица 5.1 – основные сварные швы балки
| Номер шва | Обозначение | Количество |
| №1 | ГОСТ 8713-79-Т3-∟7 | 4 |
| №2 | ГОСТ 8713-79-Т3-∟5 | 32 |
| 6.Проектирование и расчет стыков Стыки бывают технологические (сварные) и монтажные (на болтах). Со- гласно ГОСТ 82-70 на широкополосный стальной прокат длина листов не пре- вышает 18 метров. Поэтому при изготовлении длинных и крупногабаритных ба- лок необходимо проектирование сварных стыков (рисунок 6.1).  Рисунок 6.1 – технологические стыки сварных двутавровых балок: а– прямой; б– косой; в– разведенный; г– с накладками. Простейшим является сварной стык с прямым швом (рисунок 1, а). Однако такой стык требует тщательной подготовки и разделки кромок под сварку. Рав- нопрочность швов обеспечивается двусторонней автоматической и полуавтома- тической сваркой с среде защитных газов. Расчет прочности стыков балок производится обычно на напряжение в стыке для прямых швов определяется по формуле: где M– изгибающий момент, действующий в сечении сварного шва; ???? и l– толщина и длина сварного шва, соответственно. | ||||||
| КР-40461806-15.03.01-13Б-2023 | ||||||
| Изм. | Лист | № докум | Подпись | Дата | | |
| Разраб | АрбатскийД.В | | Литера | Лист | Листов | |
| Пров | | КузьминЕ.В. | | Балкасварная | 36 | 43 |
| Н.Контр. | КузьминЕ.В. | | ВолгГТУМС-328 | |||
| Утв | | ЛысакВ.И. | | | ||
В некоторых случаях применяют косые стыки (рисунок 6.1б). Это не удобно в технологическом отношении и требует повышенного расхода свароч- ных материалов.
При больших нагрузках на балку ее необходимо усиливать путем допол- нительной приварки накладок и планок (рисунок 6.1г). Однако, такие балки ухудшают работу при переменных нагрузках, т. к. они являются источником об- разования дополнительной концентрации напряжений. Напряжение в стыке для балок с накладками определяют по формуле:
где W’– момент сопротивления сечения усиленной балки.
В данной работе выбрана схема, указанная на рисунке 6.1в. На рисунке
-
изображена схема расположения сварных швов, с учетом нумерации швов указанных предыдущем пункте. Поставив числовые значения в формулу 6.2 получим:
???? =
6 × 945000000
 10 × 22202 = 115 МПа ≤ 210 МПа
10 × 22202 = 115 МПа ≤ 210 МПа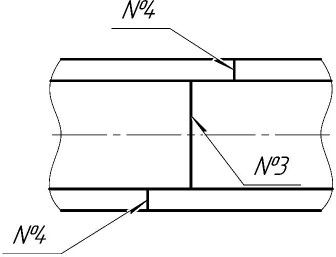
Рисунок 6.2 – схема расположения сварных швов стыка сварной балки.
Таблица 6.1 – сварные швы стыка балки
| Номер шва | Обозначение | Количество |
| №3 | ГОСТ 14771-76-С18 | 1 |
| №4 | ГОСТ 14771-76-С7 | 2 |
| 7.Проектирование и расчёт опор балки Опорные части балки предназначены для передачи нагрузки на колонну или фундамент. Для средних и крупных балок чаще применяют опорные части ввиде плоскости (рисунок 7.1) или выпуклых плит (рисунок 7.2), которые соединяются с колонной штырями (болтами). 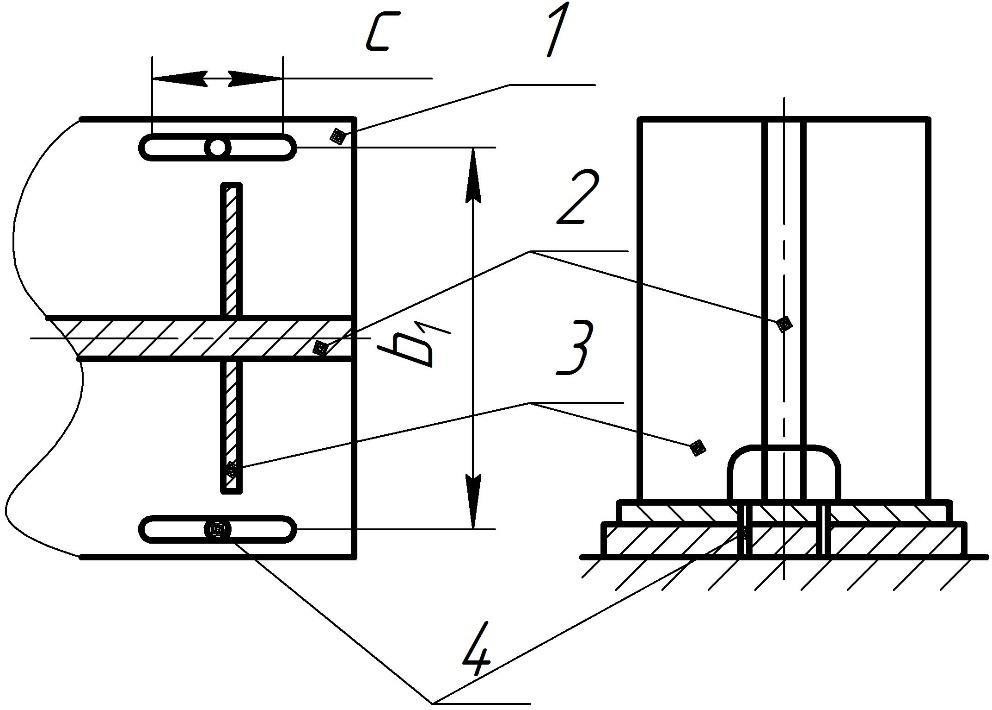 Рисунок 7.1 – конструкция опорной плиты: 1 – нижний пояс; 2 – вертикальныйлист; 3 – ребро жесткости; 4 – штырь. Штыри обычно изготавливают из коротких цилиндрических стержней диа- метром 20-25мм. На каждой опоре выполняют по два овальных отверстия длиной c, в которые соответственно вставляют по два штыря (рисунок 7.1). Штыри должны свободно проходить сквозь отверстия нижнего пояса плиты, не препятствовать возможному небольшому прогибу балки под нагрузкой, но при этом недают балки смещаться с опоры. | |||||||
| КР-40461806-15.03.01-13Б-2023 | |||||||
| Изм. | Лист | № докум | Подпись | Дата | | | |
| Разраб | АрбатскийД.В. | | | Литера | Лист | Листов | |
| Пров | | КузьминЕ.В. | | | | 39 | 43 |
| | | | Балкасварная | ВолгГТУМС-328 | |||
| Н.Контр. | КузьминЕ.В. | | | ||||
| Утв | | ЛысакВ.И. | | | | ||
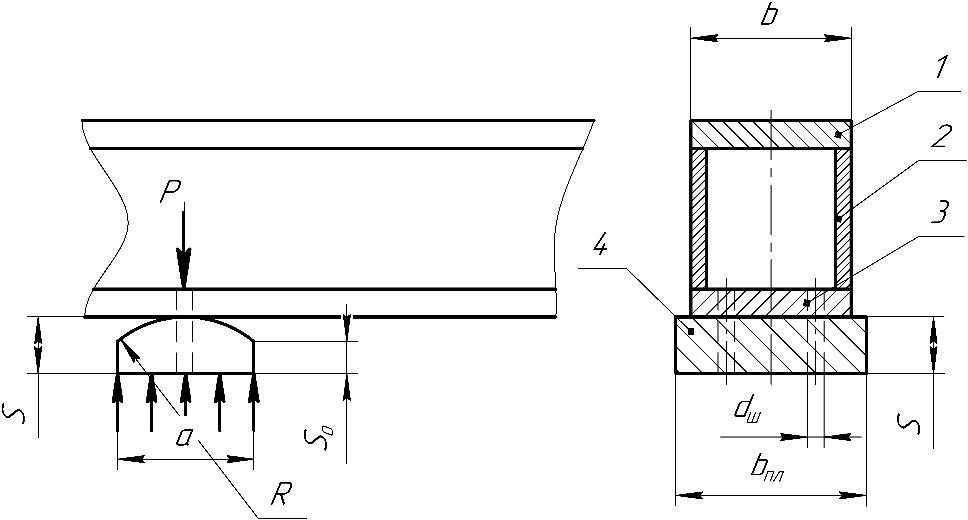
Рисунок 7.2 – схема для расчета опорной части балки с выпуклой плитой: 1 –верхний пояс; 2 – вертикальный лист; 3 – нижний пояс; 4 – выпуклая плита.
На одной из опор балка, как правило имеет продольную подвижность, а надругой – она закреплена штырями или болтами. Ширина опорной плиты bпл при-нимают равной 1,1…1,2b; длина плиты a = 1,1…1,2b, где b – ширина нижнего пояса балки. Толщина стальной плиты со стороны торца должна быть So ≥ 15мм,радиус выпуклой поверхности плиты R= 1…2 м.
Толщину плиты S на оси определяют из условия ее прочности при работе на изгиб. Реактивные усилия, действующие на единицу длины плиты обозначим распределенной нагрузкой q. Тогда от нагрузки q на оси плиты образуется попе-речная сила Qи изгибающий момент M:

 ???? ∙ ????2 ????
???? ∙ ????2 ???????? =
2 = 2
???? =
???? ∙ ????2
 8 =
8 =???? ∙ ???? 8
Подставив числовые значения в формулы 7.1 и 7.2, получим:
110000
 ???? = 2 = 55000 Н
???? = 2 = 55000 Н???? =
110000 ∙ 240
 8 = 3300000 Н ∙ мм.
8 = 3300000 Н ∙ мм.Момент сопротивления сечения плиты, ослабленной отверстиями штырей, определяется по формулам:


Подставив в формулу 7.5 числовые значения, получим:
6 ∙ 3300000
???? = √ = 22 мм210(240 − 2 ∙ 20)
После проведенных расчетов необходимо проверить, чтобы при выбран- ном радиусе плиты Rи толщине S, полученной по формуле 7.5, толщина плиты со стороны торца должна бать не меньше 31 мм. Если So < 31 мм, то необходимо увеличить толщину плиты Sтак, чтобы выполнялось условие So ≥ 15 мм. С уче- том условия выше принимаем S = 22 мм.
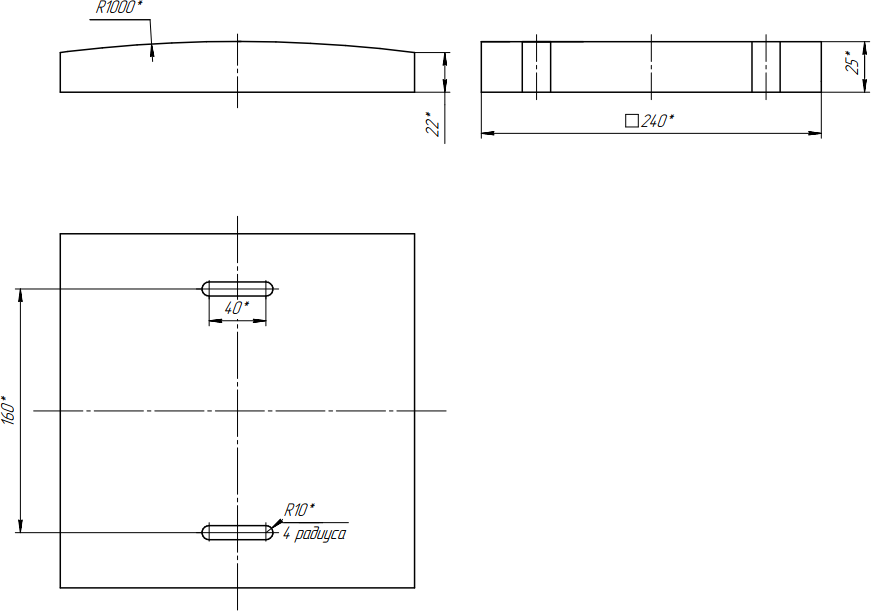
Рисунок 7.3 – геометрические размеры выпуклой опорной плиты.
Заключение
По итогам данной работы спроектирована сварная двутавровая подкрановая балка.
-
Определены опасные сечения балки. Так наибольший суммарный изги- бающий момент M = 94,5 Т∙м в сечении x = 0,5l, а наибольшая суммарная пе- ререзывающая сила Q= 19,45 Т в сечении x= 0l. -
Рассчитано и определено поперечное сечение балки, исходя из условий жесткости, прочности и экономичности. При этом высота балки h = 2270 мм, ширина поясов b = 200 мм, толщина вертикального листа Sв = 10 мм, толщина листов поясов Sг = 25 мм. -
Обеспечена общая устойчивость балки, путем скрепления двух балок между собой уголком 10 приваренным на межосевом расстоянии 3000 мм. -
Обеспечена местная устойчивость балки путем постановки ребер жест- кости в количестве 8 штук с каждой стороны на расстоянии 2500мм. -
Выбраны геометрические параметры и способы сварки основных швов балки. Так для сварки верхнего и нижнего пояса с вертикальным листом приме- няется автоматическая сварка под флюсом, для приварки ребер жесткости ис- пользуется полуавтоматическая сварка в защитных газах. -
Выбраны геометрические параметры и способы сварки стыка балки. Стык является прямым. Для сварки основного стыка используется полуавтома- тическая сварка в защитных газах. -
Рассчитаны геометрические размеры опорных частей балки: основная толщина S = 22 мм, радиус R= 1000мм, длина и ширина – 240 мм
Список использованных источников
-
Анурьев, В. И. Справочник конструктора – машиностроителя / В. И. Анурьев, Т. 1. – М.: Машиностроение, 1983. – 344 с. -
Кривенцов, А. Н. Расчёт и проектирование сварных балок: учеб. Пособ. / А. Н. Кривенцов, В.И. Кузьмин, М. А. Яковлев. – Волгоград: изд. Волгоградского гос. тех. ун-та. , 2001 – 82 с. -
Серенко, А. Н. Расчёт сварных соединений и конструкций. Примеры и задачи / Н. А. Серенко, М. Н. Крумбольдт, К. В. Багрянский – Киев. : Высш. школа, 1977. – 336 с. -
Николаев, Г. А. Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций: учеб. пособ. – Г. А. Николаев, С. А. Куркин, В. А. Винокуров. – М. : Высш. школа, 1983. – 344 с. -
Николаев, Г. А. Сварные конструкции. Расчёт и проектирование : учеб. пособ. – Г. А. Николаев, С. А. Куркин, В. А. Винокуров. – М. : Высш. школа, 1990. – 446 с. -
Куркин С. А. Технология, механизация и автоматизация производства сварных конструкций : Атлас : учеб. пособие для студ. машиностр. спец. Вузов. – М.: Машиностроение, 1989. – 327 с. -
Виноградов, В. С. Технологическая подготовка производства сварных конструкций в машиностроении. – М.: Машиностроение, 1981. -
Рыжков, Н. И. Производство сварных конструкций в тяжёлом машиностроении. – М.: Машиностроение, 1983. -
Куркин, С. А. Технология изготовления сварных конструкций. Атлас чертежей. М.: Машиностроение, 1962. -
Справочник сварщика. /Балябин, Р. В., Денисов, Ю. А., Копытов, Г. Т. и др. – 3-е изд. – М.: Машиностроение, 1974, - 520 с.