Файл: Элементы строения абразивных инструментов их разновидности, свойства.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.11.2023
Просмотров: 31
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
«Курганский государственный университет»
Кафедра «Автоматизация производственных процессов»
КОНТРОЛЬНАЯ РАБОТА
по дисциплине «Алмазно-абразивная обработка»
на тему: «Элементы строения абразивных инструментов их разновидности, свойства»
Выполнил: Мальцев Р.А.
Зачетная книжка № 131910111
Студент гр. ПТЗ-1550119
Проверил:
Курган 2023
Содержание
-
Абразивные инструменты -
Конструктивные элементы абразивного инструмента -
Структура абразивного инструмента
Список использованных источников
1. Абразивные инструменты
Абразивный инструмент — это инструмент или набор инструментов, определяющим признаком которого является наличие абразивного материала, производящего механическую обработку изделия. В абразивном инструменте абразив выполняет ту же функцию, что и зубья в пиле. Но в отличие от пилы, которая имеет зубья только по краям, абразивный инструмент содержит абразивные зерна, распределенные по всему инструменту. Тысячи твердых и крепких частиц, воздействуя на деталь, удаляют материал в виде мелких стружек.
Абразивный инструмент состоит из зерен абразивных материалов, скрепленных каким-либо связующим веществом. Он изготавливается в основном из искусственных и, в небольшом количестве, из природных абразивных материалов преимущественно путем прессования массы, состоящей из шлифовального зерна и связки, с последующей термической и механической обработкой полученных заготовок. Применяется так же горячее прессование, литье, экструдирован ие и пр.
Абразивный инструмент условно можно разделить на 3 вида:
Абразивный инструмент фиксированной геометрической формы (шлифкру-
ги) — крути всех типов, кольца, сегменты, шлифовальные головки, бруски и т. п. Шлифовальные крути состоят из двух основных компонентов — шлифовального зерна, которое собственно режет и связки, которая скрепляет зерна между собой и удерживает их во время резания. Процент зерна, связки и свободного пространства в шлифовальном круге определяет структуру круга. Шлифовальный крут характеризуется составом, твердостью, структурой, размерами.
Абразивные частицы, используемые в круге выбираются на основании того, как они будут взаимодействовать с обрабатываемым материалом. Идеальный абразив обладает способностью оставаться острым с минимальным числом затупившихся кромок. Когда затупление начинается, абразив скалывается, обнажая свежие режущие вершины. Каждый тип абразива уникален и отличается от другого твердостью, стойкостью к скалыванию и сопротивлением на удар.
Гибкий шлифовальный инструмент — шлифовальная шкурка, шлифовальные ленты, лепестковые круги, сетчатые и фибровые диски, щетки из абрази- во-наполненных волокон.
Шлифовальная шкурка изготавливается на тканевой, бумажной и синтетических основах с использованием шлифовального зерна, шлифовальных порошков и микропорошков на поточных механизированных линиях. В зависимости от клеящего вещества, связывающего материал и основу, шкурка может быть водостойкой (органическая водостойкая смола) или неводостойкой (мездровый клей или неводостойкая органическая смола).
Шлифовальные ленты — по требованию заказчика из шлифшкурки вырезаются ленты необходимой длины и ширины. Если концы ленты не склеены между собой, то это бобина, если склеены — бесконечная шлифовальная лента.
Лепестковые круги — это круги, изготовленные набором вырубленных из шлифшкурки лепестков, скрепленных в центре или по периферии. В первом случае это круги работающие окружностью, во вторых — торцевой частью. Возможно изготовление лепестковых кругов по требованию заказчика практически любых размеров, из любых видов шлифшкурки и любой плотности упаковки. Они обеспечивают эксплуатационные показатели в ряде случаев значительно более высокие, чем использование шлифшкурки и лент из нее, а особенно в местах трудно доступных для обработки (сложный профиль).
Сетчатые диски — изготавливаются путем нанесения шлифматериала на сетчатую основу (лавсан, стеклосетка и т. д.). Используются взамен шлифшкурки (полирование) и фибровых дисков (зачистка поверхностей). При увеличении связующего получают жесткие сетчатые диски, которые используются для разрезки заготовок малого диаметра и дорогостоящих материалов.
Фибровые диски — абразивные диски, выполненные нанесением шлифовального материала на фибровую основу. Фибра — твердый, гибкий и пластичный материал из целлюлозы, пропитанный хлористым цинком. Фибровые диски используются для зачистных и шлифовальных операций.
Щетки из абразиво-наполненных волокон — аналог металлических щеток различной формы, в которых проволока заменена на нити из синтетического материала с включенными в них при их экстрагировании абразивными зернами либо с нанесенными на поверхность нитей абразивом.
Свободный абразив и пасты. Абразивными пастами называются смеси абразивных материалов с неабразивными различной густоты (от довольно твердых брикетов до совершенно жидких, так что трудно сказать паста это или свободный абразив в жидкости). И пасты, и свободный абразив используются для операций доводки, полирования и притирки, т. е. используются только мелкозернистые абразивные материалы — шлифпорошки и микропорошки.
-
Конструктивные элементы абразивного инструмента
Абразивные инструменты на жесткой основе характеризуются: формой и размерами;
- шлифовальным материалом;
- зернистостью шлифовального материала;
- связкой;
- твердостью;
- точностью;
- неуравновешенностью;
- концентрацией зерен в рабочем слое (для алмазных и эльборовых инструментов).
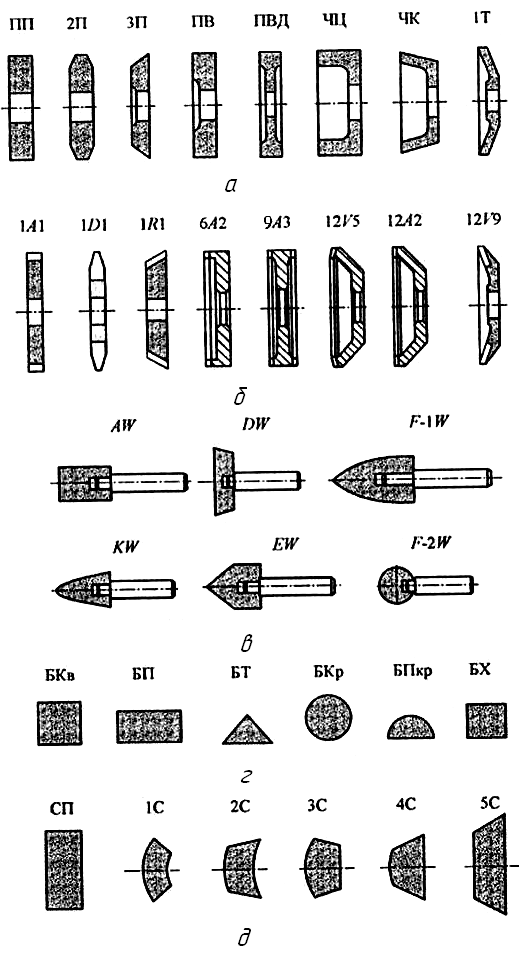
Рисунок 1 Некоторые типы абразивных инструментов: а – абразивные круги; б – алмазные и эльборовые круги; в – шлифовальные головки; г – шлифовальные бруски; д – шлифовальные сегменты
Тип и размеры абразивного инструмента определяются в за висимости от конструкции и назначения станка, его размеров конструкции крепежного приспособления, формы и размеров обрабатываемых деталей, а также от площади контакта инструмента с обрабатываемыми поверхностями заготовок.
Тип и размеры абразивных инструментов, выпускаемых промышленностью, приведены в этом же разделе ниже.
Наиболее просты по форме и универсальны по применению круги типа ПП, которые используются для следующих операций:
круглого наружного шлифования заготовок преимущественно диаметром 250-1100 мм;
круглого внутреннего шлифования заготовок преимущественно диаметром до 150 мм;
бесцентрового шлифования заготовок диаметром 250-600 мм высотой 100 мм и более (на некоторых станках поточного производства и автоматических линиях применяется набор кругов вы сотой 700-800мм);
плоского шлифования периферией круга заготовок преимущественно диаметром 200-450 мм;
глубинного плоского (профильного) шлифования заготовок преимущественно диаметром 200-600 мм, высотой 8-150 мм;
заточки инструментов диаметром 150-500 мм;
ручного полуавтоматического обдирочного шлифования заготовок преимущественно диаметром 150-600 мм, высотой 32-63 мм;
резьбо-, шлице- и зубошлифования.
Круги с выточками (типов ПВ, ПВК, ПВДК, ПВД) представляют собой разновидность кругов типа ПП. Выточки предназначены для более прочного крепления во фланцах и лучшего доступа круга к шлифуемому месту. Конические выточки у кругов типов ПВК и ПВДК помогают также уменьшить площадь соприкосновения боковой поверхности круга с буртиками и фланцами изделий, обрабатываемых на круглошлифовальном станке. Если в уменьшении площади соприкосновения нет необходимости, то для тех же работ применяют круги типов ПВ и ПВД. Круги типа ПВ применяют также для внутреннего шлифования в случае, когда надо шлифовать донышко изделия или работать «в упор».
Круги типов ПН и ПР предназначены для обдирочного и реже для окончательного плоского шлифования. Круги типа ПР имеют рифленую рабочую поверхность, и поэтому их применение предпочтительнее там, где существует опасность чрезмерного нагрева обрабатываемого изделия.
Круги типов 2П и 3П приспособлены главным образом для заточки многорезцовых инструментов: пил и фрез, а также для шлифования зубьев шестерен и резьбошлифования.
Кольцевые круги типов К и 2К, применяемые для плоского шлифования и зубошлифования, крепятся в чашечной планшайбе станка каким-либо цементирующим или клеящим веществом. Круги типа 2К имеют выточку для более прочного крепления круга.
Круги типа ЧЦ используются при заточке инструментов, при плоском шлифовании, иногда при обработке отверстий, особенно несквозных. В последнем случае применяют круги с более толстыми стенками.
Круги типа ЧК рекомендуется использовать для заточки инструментов и плоского шлифования, например направляющих станин станков, когда из-за резкого ограничения свободного пространства над обрабатываемой поверхностью нельзя использовать инструменты другох типов.
Тарельчатые круги типов T и 1T применяют в случае еще более резкого ограничения свободного пространства вокруг шлифуемой поверхности: для заточки и доводки передних граней деталей, например зубьев фрез, для заточки червячных фрез, для обработки зубьев долбяков и зубьев шестерен.
Отрезные круги применяются для абразивной прорезки, шлифования пазов и отрезки материалов.
Круги других форм, а также сегменты, головки, бруски, предназначены для работы на станках специального назначения.
Сегменты крепятся в патроне станка и образуют круг с прерывистой кольцевой поверхностью, работающий торцом при плоском шлифовании. Различная форма сегментов обусловлена конструкцией патронов станка. Сегментный круг по сравнению с кольцевым (типов К, 2К) дает некоторое снижение шероховатости поверхности, но позволяет работать с более интенсивными режимами.
Шлифовальные головки сначала крепятся на металлической оправке с помощью клеящего вещества, а затем в патроне, получающем вращение от гибкого вала. С их помощью выполняются операции обработки штампов, матриц, пресс-форм, зачистки отливок, сварных конструкций. Головки типа AW иногда применяются для внутреннего шлифования.
Для машинной работы (хонингование и суперфиниширование) используются бруски типов БКв и БП. Остальные типы брусков применяются для ручной обработки.
При обработке отверстий диаметр круга Dкр выбирается в зависимости от диаметра отверстий dотв: Dкр = (0,5-0,9)dотв.
Такое соотношение позволяет применять круги оптимальных размеров и создать наиболее рациональный режим шлифования.
Ориентировочный размер кругов при обработке отверстий разных диаметров приведен ниже:
| Диаметр отверстия | Диаметр круга | Диаметр отверстия | Диаметр круга |
| 10 | 9 | 100 | 80 |
| 20 | 19 | 150 | 110 |
| 30 | 28 | 300 | 250-200 |
| 40 | 35 | 600 | 300-250 |
| 50 | 40 | - | - |
Применение кругов разных диаметров и высот определяется стоимостью единицы полезно используемого объема абразива и скоростью износа круга. Для малых кругов эти показатели всегда выше, так как нагрузку принимает меньшее количество абразивных зерен, в результате чего они быстрее изнашиваются. Возникает неравномерный износ круга, ухудшается шероховатость поверхности, возможно снижение производительности. Поэтому рекомендуется использовать возможно большие по диаметру и высоте круги. Применение их позволяет работать на жестких режимах. При этом стойкостная наработка кругов возрастает пропорционально их диаметру и высоте.