Файл: Лабораторная работа определение параметров шероховатости.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.11.2023
Просмотров: 199
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Контроль шероховатости путем сравнения со стандарт- ными образцами или аттестованной деталью широко использу- ется в цеховых условиях. Шероховатость поверхности детали сравнивается визуально (невооруженным глазом или через лу- пу) с поверхностью образца из того же материала и обработан- ного тем же способом, что и деталь. Метод сравнения обеспечи- вает надежную оценку шероховатости поверхности в пределах Ra= 0,63...5 мкм. Более чистые поверхности (Ra= 0,08...0,32 мкм) сравниваются с помощью специальных микроскопов срав- нения.
Количественные методы оценки основаны на измерении микронеровностей.
Наибольшее распространение для бесконтактных измере- ний шероховатостей получили оптические приборы: светового сечения, теневой проекции и интерференции света.
Приборы светового сечения (ПСС) называют двойными микроскопам (МИС-11 системы В.П. Линника). Они позволяют измерять шероховатость поверхности до Rz= 0,8 мкм. Для изме- рения более чистых поверхностей с Rz= 0,8...0,03 мкм применя- ют микроинтерферометры (МИИ-4; МИИ-5; МИИ-10; МИИ-12), работающие на принципе интерференции света. Поверхность образца (детали) рассматривается в микроскоп и при этом на ее изображение накладываются интерференционные полосы, по искривлению которых судят о распределении неровностей. Если бы контролируемая поверхность была идеально плоской, то на ней возникли бы прямые параллельные интерференционные по- лосы. Микронеровности на поверхности изменяют ход лучей и вызывают искривление полос, которые воспроизводят микро- профиль контролируемого участка. Высоту неровностей опре- деляют так же, как и в методе светового сечения с помощью винтового окулярного микрометра.
Наибольшее распространение для определения шерохова- тости поверхности контактным методом получили щуповые приборы, работающие по методу ощупывания поверхности ал- мазной иглой. К этой группе приборов относятся профиломет-
ры, непосредственно показывающие среднее арифметическое отклонение профиля Ra, и профилографы, записывающие про- филь поверхности. Алмазные иглы к профилометрам и профи-
лографам имеют коническую форму с очень малым радиусом закругления при вершине.
Отечественной промышленностью выпускаются профи- лометры-профилографы моделей 201; 202; 280; 171311, а также
профилометры моделей 253, 283, 296, 171621, которые позво- ляют измерять параметр шероховатости Raдо 0,02...0,04 мкм.
Для оценки шероховатости поверхностей деталей боль- ших габаритов, в труднодоступных местах, когда непосред- ственное применение прибором невозможно, используют метод слепков. Специально изготовленную массу с силой приклады- вают к измеряемой поверхности. После застывания масса отде- ляется от поверхности, получается слепок, на поверхности кото- рого зеркально повторяются неровности исследуемой поверхно- сти. По измеренной шероховатости поверхности слепка опреде- ляют параметры шероховатости контролируемой поверхности детали. В качестве материала для слепка применяют целлулоид, легкоплавкие сплавы, воск, парафин, серу, гипс-хромпик и др.
-
Изучить методику определения параметров шерохова-тостиповерхностипри ручнойобработке профилограммы
В лабораторной работе параметры шероховатости поверх- ности измеряемой детали определяются ручной обработкой профилограммы.
Порядок определения параметров шероховатости рас- смотрим на конкретном примере обработки профилограммы, представленной на рис.4. (Рисунок дан в некотором масштабе).
Профилограмма записана с вертикальным увеличением
профилографа
VB 2000
и горизонтальным увеличением
VГ 100 . Для обработки профилограммы задаются значения базовой длины l 2,5 мм и уровня сечения профиля р = 25%.
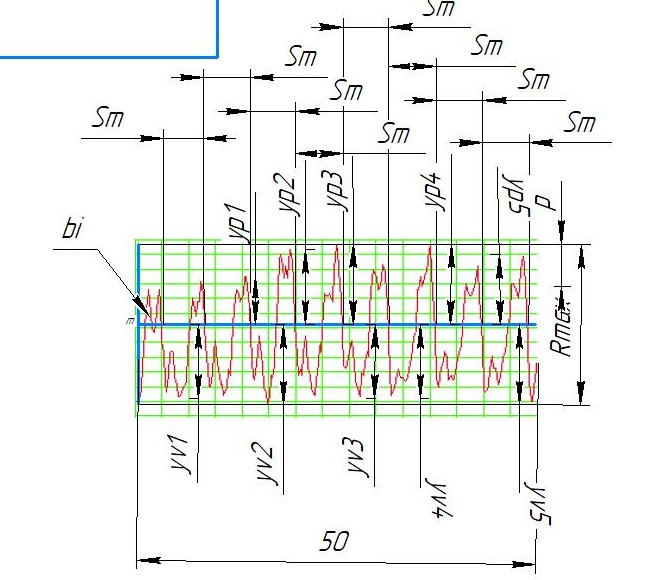
Рис.4. Рабочая профилограмма неровностей профиля исследуемой поверхности детали
По полученной профилограмме должны быть определены:
-
параметры, связанные с направлением высоты неровностей профиля (высотные) – Rz,Rmax; -
параметр, связанный со свойствами неровностей в направ- лении длины профиля (шаговый) – Sm; -
параметр, связанный с формой неровностей профиля – tp.
Полученные значения параметров исследуемой профи- лограммы Rz, Sm, tpсравнить с заданными требованиями к шеро- ховатости детали (рис. 5) и, руководствуясь соотношениями:
Rzзад. ≥ Rzизм. Smзад. ≥ Smизм. tpзад ≤ tpизм.,
дать заключение о годности по каждому из параметров – если неравенства выполнены, поверхность считается годной.
Rz63,Sm-0,05

-
Определениебазовогоучасткапрофилограммы
Lб lVГ 0,25 200 50 мм
где l– базовая длина; VГ
лографа.
– горизонтальное увеличение профи-
Полученное числовое значение грамме.
Lб выделить на профило-
-
Проведение средней линии на длине базового участкапрофилограммы
При выполнении лабораторной работы рекомендуется ис- пользовать приближенный метод проведения средней линии.
Для полученного профиля допускается визуальное прове- дение средней линии параллельно общему направлению профи- ля так, чтобы площади выступов и впадин по обеим сторонам от этой линии были примерно равны между собой: ΣF ≈ ΣF
впад. выст.
Средняя линия является номинальным профилем, относи- тельно которого определяются значения параметров шерохова- тости.
-
Определение наибольшей высоты неровностей про-филяRmax
Через точки максимального выступа профиля и макси- мальной впадины провести, в пределах базового участка, соот- ветственно линию выступов и линию впадин. Эти линии долж- ны быть параллельны средней линии профиля.
Значение Rmax – расстояние между линией выступов и ли- нией впадин. В нашем примере
Rmax
34
200
0,17 мм
-
ОпределениевысотынеровностейпрофиляподесятиточкамRz
Для этого измерить от средней линии значения пяти
наибольших выступов профиля
yPi
и пяти наибольших впадин
yVi
на длине базового участки, результаты измерений занести в
табл.6.
Таблица 6
| Измеренные расстояния, мм | |||||||||
| yPi | yVi | ||||||||
| 10 | 15 | 17 | 17 | 14 | 15 | 17 | 15 | 15 | 17 |
Значение параметра Rzнаходим по формуле
RZ
1
5V
5
В i1
ypi
i1
yvi
10151717141517151517
5 500
0,06мм 60мкм
где VB
– вертикальное увеличение профилографа.
Значение Rzсравним с заданным и дадим заключение о годности поверхности по данному параметру. Так как 60<63, поверхность по параметру Rzследует считать годной.
-
ОпределениесреднегошаганеровностейпрофиляSm
От начала базового участка определить три точки, в кото- рых профилограмма пересекает среднюю линию.
Отрезок средней линии, заключенный между первой и третьей точками пересечения – шаг неровностей Sm.Измерить
i
линейкой, в мм, шаги неровностей профиля по всей длине базо- вого участка; полученные значения занести в табл. 7.
| Измеренные расстояния Sm, мм | | | | ||||||||
| Номер шага | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |||
| Sm | 8.8 | 9.2 | 10 | 10.4 | 9.7 | 9.7 | 9.1 | 10.4 | |||
Таблица 7
Среднее арифметическое значение шага неровностей про- филя в пределах базовой длины определить по формуле