ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.11.2023
Просмотров: 127
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Длина дефекта измеряется с помощью линейки. О глубине дефекта можно судить по показаниям стрелочного или жидкокристаллического индикаторов.
Так если отклонение стрелки на стрелочном индикаторе равны или превышают отклонение при пересечении искусственного дефекта на стандартном образце, то глубина обнаруженной трещины в месте измерения равна или более глубины искусственного дефекта (например 3 мм по СОП Иа 8.896.034).
На некоторых типах дефектоскопов показания жидкокристаллического индикатора глубины дефекта (условные единицы), отображающиеся на экране когда амплитуда сигнала превышает пороговый уровень, можно использовать для построения градуировочной зависимости. При этом фиксируют значения индикатора глубины дефекта при многократном пересечении искусственного дефекта глубиной 0,5 мм (на примере СОП Иа 8.896.034) и вычисляют среднеарифметическое значение, затем повторяют процедуру для искусственного дефекта глубиной 3 мм. При этом настройка усиления и порога должны обеспечивать срабатывание индикаторов дефекта. По полученным данным строят градуировочную зависимость величины глубины дефекта от индикации дефектоскопа, которую используют для определения глубины обнаруживаемых трещин. Для качественно построенной зависимости погрешность не превышает 0,25 мм.
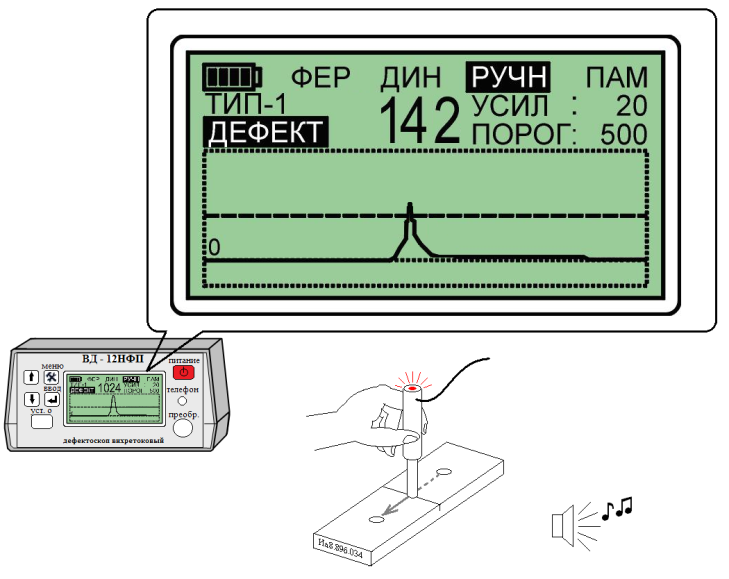
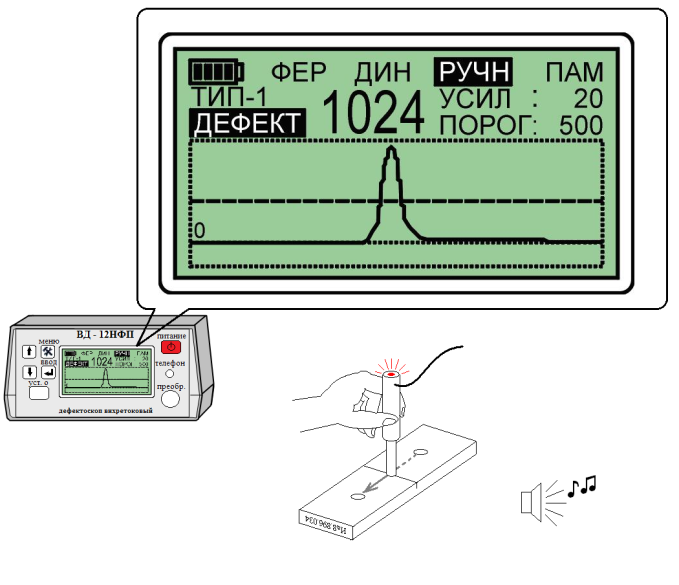
а б
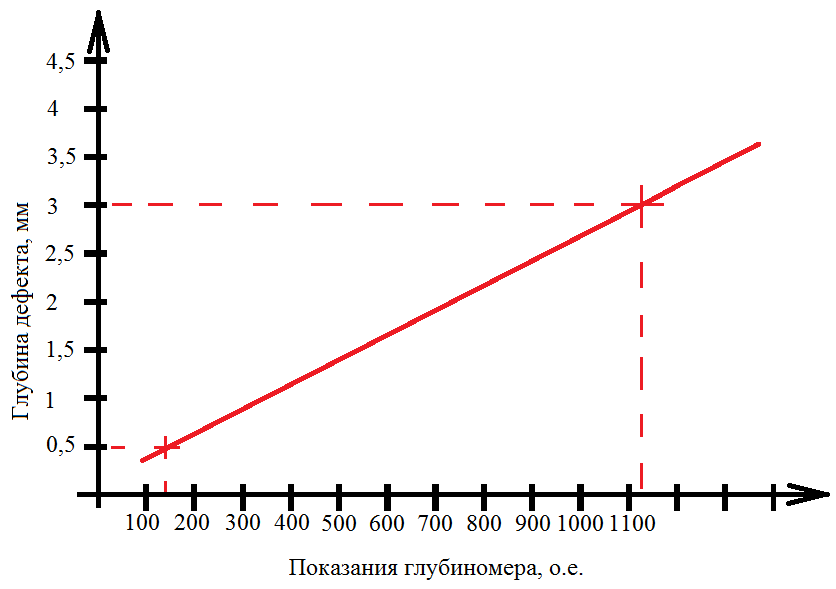
в
Рисунок 7.16 – построение градуировочной зависимости: а – показания глубиномера над ИД глубиной 0,5мм; б - показания глубиномера над ИД глубиной 3мм; в – вид градуировочной зависимости
Следует отметить, что плотность вихревых токов в зависимости от глубины проникновения изменяется нелинейно, а значить аппроксимировать градуировочную зависимость линейной функцией не вполне корректно. Это приводит к тому, что при измерении дефектов глубиной 5, 6 мм и более погрешность измерений значительно возрастает.
В некоторых типах дефектоскопов предусмотрена градуировка показаний индикатора глубины дефекта в миллиметрах. В этом случае в построении градуировочной зависимости нет необходимости.
7.5 Анализ и обработка результатов
Сведения о проконтролированных деталях заносятся в журнал результатов контроля. Форма журнала должна соответствовать требованиям, установленным руководящим документом.
В журнале следует зафиксировать результаты контроля, а в случае обнаружения дефекта результаты измерения длины и глубины дефекта, по которым выносится заключение о браке. Также необходимо привести эти сведения в акте несоответствующей продукции. Сведения в журнале и акте заносятся под роспись дефектоскописта.
Следует помнить, что заключение о браке или годности детали по результатам вихретокового контроля выдает специалист второго уровня квалификации по вихретоковому методу контроля деталей и узлов подвижного состава.
8. Влияние свойств МАТЕРИАЛА И параметров объектов контроля на сигналы вихретоковых дефектоскопов
8.1 Обобщенный параметр контроля
На то какой сигнал будет формироваться на измерительной катушке (или катушках дифференциального датчика), то есть какова будет амплитуда и фаза колебаний, генерируемых на ней зависит от нескольких параметров, которые сведены в обобщенный параметр вихретокового контроля, для накладных преобразователей он обозначается чаще всего символом и описывается формулой:
 ,
,где rвк – радиус возбуждающей катушки.
Таким образом, зная магнитную проницаемость и удельную электрическую проводимость контролируемого металла можно подобрать частоту возбуждающего тока и радиус преобразователя, которые обеспечат наилучшую чувствительность к контролю требуемого параметра и минимизируют влияние мешающих факторов.
8.2 Удельная электрическая проводимость объекта
Способность проводника пропускать электрический ток называется проводимостью. Проводимость величина обратная сопротивлению:
g = 1/R
Проводимость проводника зависит от его геометрических размеров и удельного сопротивления материала, из которого изготовлен проводник:
g = σ
 ,
,где σ
– удельная электрическая проводимость материала, s – площадь поперечного сечения проводника, l – длина проводника.
Проводимость материала зависит от температуры. В металле при нагреве увеличивается амплитуда и частота колебаний атомов в узлах кристаллической решётки, что приводит к увеличению сопротивления потоку движущихся электронов (электрическому току) и следовательно к снижению удельной проводимости.
Единица измерения проводимости – Сименс (См). Единица измерения удельной проводимости – Сименс деленный на метр (См/м).
Одной из наилучших проводимостью и относительно низкой ценой из химических элементов обладает медь, именно поэтому проводя стараются делать из нее, чтобы уменьшить потери электроэнергии. Однако медь - металл достаточно дорогой, и там где не так важна высокая проводимость ее могут заменять на более дешевый алюминий.
В таблице 8.1 – Приведены удельные электропроводности наиболее распространенных металлов
Таблица 8.1 – Удельная электропроводность металлов
| Металлы с самой высокой электропроводностью | Распространенные металлы и сплавы | Металлы и сплавы с самой низкой электропроводностью | ||||
| Металл | , МСм/м | Металл | , МСм/м | Металл | , МСм/м | |
| Серебро | 62,5 | Литая сталь | 7,8 | Свинец | 4,8 | |
| Медь (Cu) | 58,1 | Железо | 10 | Титан | 1,96 | |
| Золото | 45,5 | Цинк | 16,9 | Ртуть | 1,0 | |
| Алюминий | 37 | Олово | 8,3 | Серый чугун | 1,0 | |
8.3 Магнитная проницаемость
Свойство вещества способствовать распространению силовых линий магнитного поля называется магнитной проницаемостью. Магнитная проницаемость вещества является коэффициентом пропорциональности между напряженностью магнитного поля и магнитной индукцией:
B = μH.
При распространении магнитного поля в некоем веществе оно будет не только пронизывать вещество, но и усиливаться или ослабляться им. В зависимости от величины магнитной проницаемости все вещества делятся на три класса:
Диамагнетики – μ ≈ 1-0,00001<1 – при внесении в магнитное поле незначительно ослабляют его;
Парамагнетики – μ ≈ 1+0,00001>1 – незначительно усиливают магнитное поле;
Ферромагнетики1 – μ >>1 – в сотни, тысячи раз усиливают магнитное поле.
Здесь за единицу принята магнитная проницаемость вакуума – магнитная постоянная, равная:
μ0 =4π·10-7,
единица измерения магнитной проницаемости Генри деленное на метр [Гн/м].
В случае если магнитную проницаемость вещества определяют относительно магнитной проницаемости вакуума, то такое отношение является величиной безразмерной и называется относительная магнитная проницаемость вещества μ.
Способность вещества усиливать или ослаблять магнитное поле при замещении вакуума этим веществом называется магнитной индукцией. Это силовая характеристика поля в точке среды. Единица измерения магнитной индукции Тесла [Тл].
B = μ μ0H,
где μ μ0 – абсолютная магнитная проницаемость (иногда обозначается как μа).
Так при помещении в магнитное поле стального изделия все силовые линии будут стремиться сосредоточиться в нем и будут усиливаться. Поэтому силовые магнитные линии, распространяющиеся в веществе, еще называют линиями магнитной индукции.
Магнитная проницаемость ферромагнетика зависит от степени его намагниченности. График зависимости магнитной проницаемости ферромагнетика от напряженности внешнего магнитного поля носит сложный нелинейный характер.
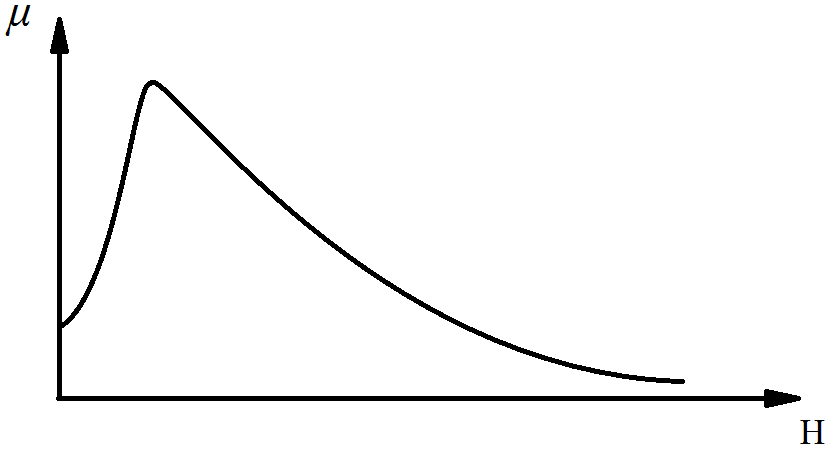
Рисунок 8.1 – Зависимость магнитной проницаемости ферромагнетика от напряженности магнитного поля
В вихретоковой дефектоскопии чтобы отстроится от колебаний магнитной проницаемости в контролируемом изделии требуется либо размагнитить деталь, либо намагнитить ее так, чтобы проницаемость слабо изменялась.
8.4 Химический состав металла, размер зерен
На структурное состояние металлов и сплавов влияет химический состав, размер зерна, режимы упрочнения, такие как термообработка, наклеп и ряд других факторов.
В свою очередь от структурного состояния зависят и прочностные и электромагнитные свойства материалов. Даже небольшие изменения химического состава стали, связанные с содержанием углерода или легирующих элементов приводят к значимым изменениям показаний вихретоковых приборов.
На принципе связи удельной электрической проводимости металла с его пределом прочности, твердостью и другими механическими свойствами основана работа вихретоковых структуроскопов.
Такие приборы позволяют выполнять сортировку изделий по маркам сталей, анализировать качество упрочненного слоя, контролировать режимы термообработки и т.п.
Однако стоит помнить, что при выполнении таких работ существенно усложняется задача раздельного контроля влияющих параметров объекта. Так при контроле химического состава сплава мешающим фактором могут служить случайные вариации размера зерна, намагниченности материала, глубины упрочненного слоя и т.п.
Решение задачи раздельного контроля структурных параметров объекта возможно с использованием анализа годографов вихретоковых преобразователей.
8.5 Измерение толщины
Современные вихретоковые толщиномеры предназначены для решения двух типов задач:
- Измерение толщины детали (используются для контроля листового проката, утоньщения стенок труб или емкостей в результате коррозии и т.п.);
- измерение толщины нетокопроводящего покрытия на объекте (защитного слоя гидроизоляции, химически стойкого слоя и т.п.)
При этом большинство толщиномеров работают при обеспечении одностороннего доступа к изделию.
Вихретковые приборы используются в основном для толщин неферромагнитных материалов, для которых магнитные толщиномеры значительно точнее, а колебания магнитной проницаемости является дополнительным мешающим фактором в вихретоковых толщиномерах.