ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.11.2023
Просмотров: 126
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
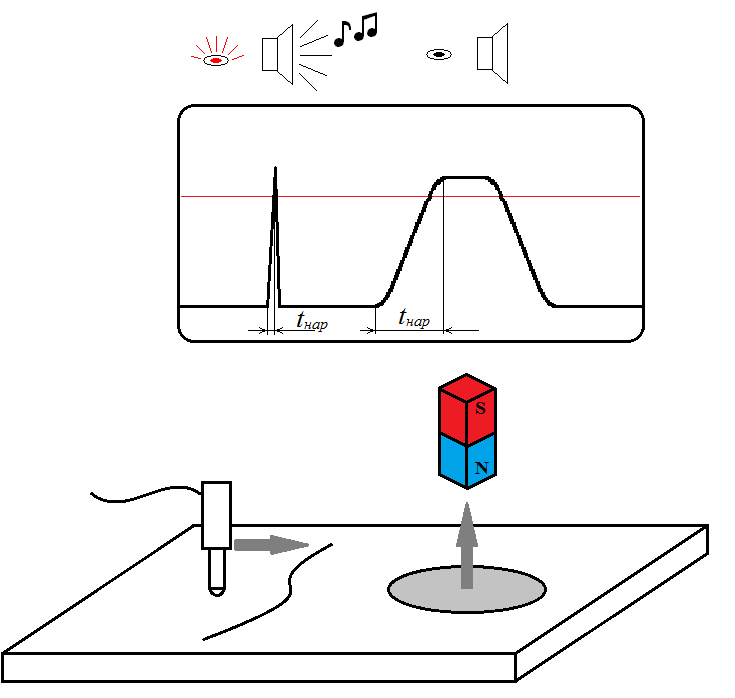
Рисунок 7.10 – Работа дефектоскопа в динамическом режиме
Такая особенность работы дефектоскопа в динамическом режиме накладывает особые требования к скорости сканирования. Если скорость сканирования меньше допустимой для данного типа прибора (как правило находится в пределах 2 – 5 см/с для разных типов дефектоскопов) то при пересечении усталостной трещины время нарастания сигнала преобразователя будет настолько велико, что индикаторы дефекта могут не сработать. Это может привести к пропуску дефекта. При необходимости сканирования с меньшей скоростью следует перевести прибор в статический режим. В этом случае срабатывание индикаторов дефекта происходи при превышении сигналом уровня порога и не зависит от скорости его нарастания.
С другой стороны, превышение верхнего предела скорости (10 – 15 см/с) будет приводить к большому количеству ложных срабатываний.
Скорость сканирования является важнейшим параметром вихретокового контроля. Выбор скорости сканирования, в установленных пределах, является прерогативой дефектоскописта и обусловлен состоянием поверхности (шероховатость, наличие неровностей, покрытий…), геометрией (криволинейность поверхности, близость к краю объекта контроля…), неоднородностью структуры (сварка, наплавка, закалка, наклеп, намагниченность…) и другими факторами.
Для дефектоскопов с преобразователями роторного типа допустимо снижать скорость сканирования до нуля. У таких преобразователей измерительная головка находится в непрерывном вращательном движении внутри корпуса преобразователя, т.е. прибор находится в динамическом режиме и даже будучи установленным неподвижно над дефектом все время будет его пересекать. Однако и верхний предел скорости таких приборов ограничен и составляет не более 5 см/с.
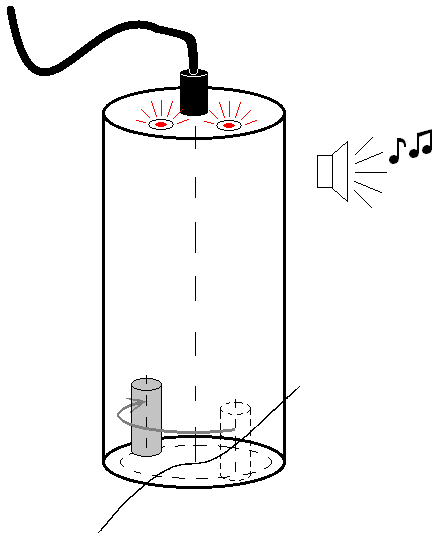
Рисунок 7.11 – Вихретоковый преобразователь роторного типа
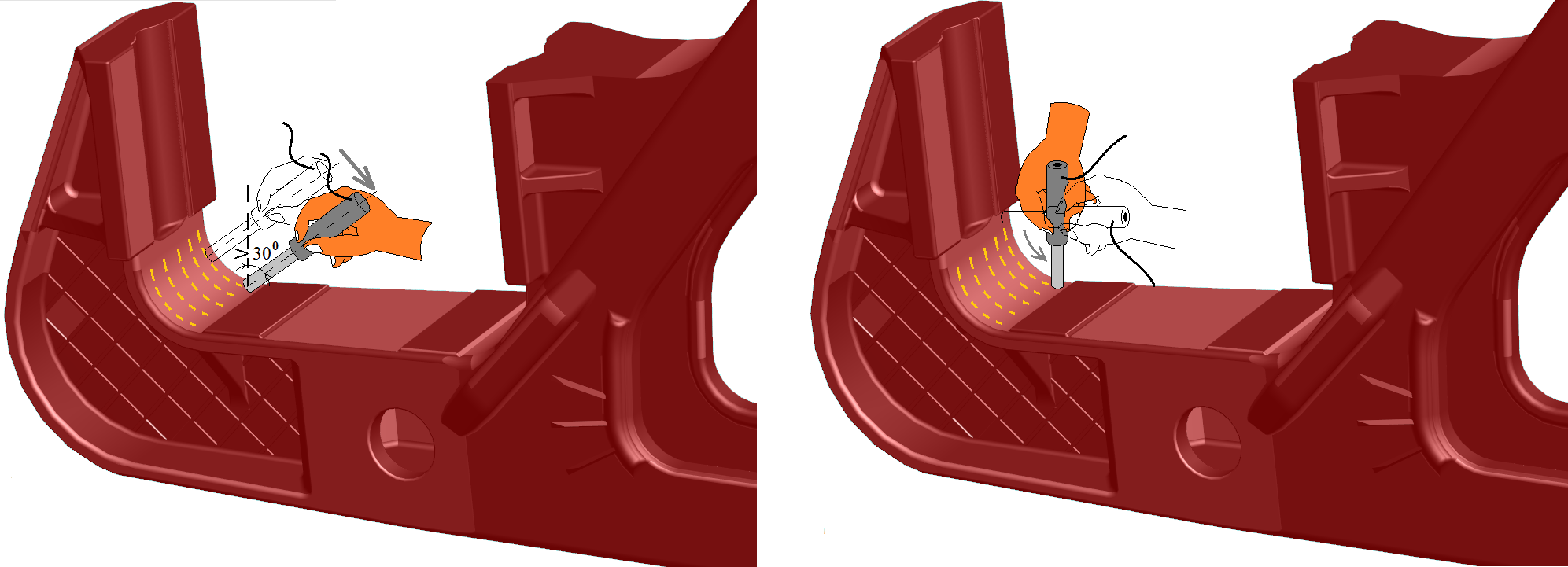
Еще одним параметром контроля является угол отклонения преобразователя от нормали. Для некоторых дефектоскопов допустимый угол отклонения составляет до 300. Однако дефектоскопы с преобразователями роторного типа или с двухканальными преобразователями весьма критичны к углу отклонения от нормали. Максимальный допустимый перекос ограничен 10
. Превышение этого угла может приводить как к большому числу ложных срабатываний, так и к пропуску дефекта.
Характерная ошибка по превышению допустимого угла отклонения преобразователя встречается при контроле криволинейных поверхностей (углов). Дефектоскопист устанавливает преобразователь нормально к поверхности, начинает движение и заканчивает его с превышением допустимого угла отклонения от нормали. Избежать этого можно применяя вращательное движение кисти руки с удерживаемым преобразователем
а б
Рисунок 7.12 – Положение преобразователя при сканировании криволинейной поверхности: а – не правильно; б - правильно
Траектории сканирования, могут иметь различный вид и как правило выбираются в соответствии с требованиями руководящего документа.
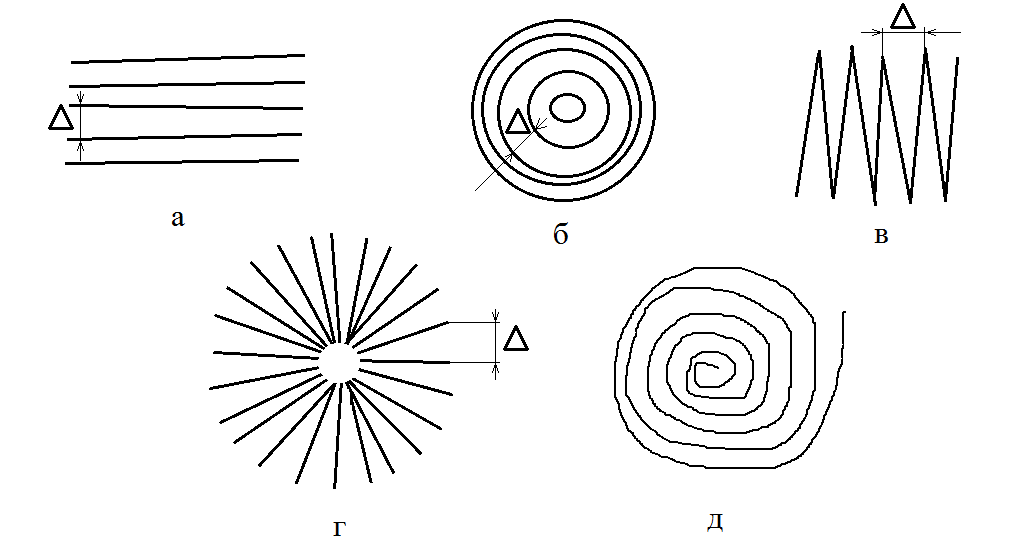
Рисунок 7.13 – Траектории сканирования при вихретоковом контроле: а – параллельное сканирование; б – круговое; в – зигзагообразное; г – радиальное; д – сканирование по расходящейся спирали
Следует помнить что в местах перелома траектории (например при зигзагообразном сканировании), в местах отрыва и повторной установки преобразователя на объект контроля (при параллельном сканировании) необходимо осуществлять выдержку времени 3 – 5 с перед началом движения. Это необходимо для того, чтобы успели закончиться переходные процессы, связанные с колебаниями сигнала преобразователя, вызванными резкими изменениями условий контроля (установка преобразователя на объект контроля, резкое изменение направления движения). При установке преобразователя на объект контроля и его отрыве могут наблюдаться срабатывания индикаторов дефекта.
Для дефектоскопов с преобразователями роторного типа, находящихся в непрерывном движении (динамический режим), выдержку времени в местах перелома траектории сканирования можно не делать.
Еще одним параметром контроля является шаг сканирования. Под шагом сканирования будем подразумевать максимальное расстояние между соседними траекториями (на рисунке обозначен буквой Δ). Шаг сканирования обусловлен диаметром преобразователя. Если шаг сканирования больше диаметра преобразователя, велика вероятность пропуска дефекта, особенно с малыми размерами или ориентированными параллельно направлению сканирования.
Шаг сканирования регламентируется руководящим документом и обычно составляет 5 – 8 мм для преобразователей диаметром 10 мм. Однако если используется преобразователь меньшего диаметра, то шаг сканирования необходимо уменьшить. При этом соответственно увеличивается трудоемкость контроля и уменьшается его производительность. Поэтому преобразователи малого диаметра целесообразно применять только при контроле малых зон, особенно около края объекта (например зона клеймения колеса) или в углах малого радиуса. Следует помнить, что при смене преобразователя необходимо изменить настройку дефектоскопа.
При сканировании объекта в автоматическом режиме необходимо обращать внимание на срабатывание световой и звуковой индикации дефекта. В условиях промышленного предприятия с высоким уровнем индустриальных шумов необходимо использовать головной телефон.
Признаком наличия дефекта является срабатывание световой и звуковой индикации!
Однако по срабатыванию индикаторов нельзя судить о стопроцентном обнаружении дефекта, а тем более о его параметрах.
7.4 Распознавание и оценка дефекта
При срабатывании индикаторов дефекта дефектоскописту необходимо:
1. Убедиться, что срабатывание не было вызвано отрывом, перекосом преобразователя или влиянием краевого эффекта.
Для современных дефектоскопов, позволяющих реализовать развертку сигнала на комплексной плоскости, отличительным признаком срабатывания над дефектом и ложного срабатывания является сдвиг фазового угла сигнала.
В любом случае необходимо повторно просканировать место, где произошло срабатывание индикаторов несколько раз, снизив скорость сканирования до минимально допустимой. В случае если срабатывание индикаторов дефекта не повторяется с большой долей вероятности можно предположить, что срабатывание было вызвано отрывом, перекосом преобразователя или влиянием краевого эффекта. В этом случае необходимо продолжить выполнение контроля детали.
2. В случае если при повторном сканировании срабатывание регулярно повторяется необходимо внимательно осмотреть (по возможности с использованием переносной лампы, направляя ее лучи под разными углами) и ощупать подушечками пальцев подозрительное место. В случае обнаружения неровностей поверхности, рисок, забоин, задиров, наплывов металла и т.п. необходимо изменить траектории сканирования так чтобы не пересекать указанные неровности но, в тоже время, обеспечить достоверность контроля и выявление возможных дефектов, развивающихся от неровностей, представляющих собой концентраторы напряжений.
3. В случае если при осмотре поверхности не обнаружено неровностей но наблюдается устойчивое срабатывание индикаторов дефекта необходимо отметить точку срабатывания мелом (что бы не потерять ее в ходе дальнейших манипуляций) и провести параллельное сканирование слева – справа и снизу – сверху от точки первоначального срабатывания индикаторов, с уменьшенным до 3 – 5 мм шагом. Также возможно сканирование по расходящейся спирали. Если при этом срабатывания будут продолжаться необходимо отмечать места новых срабатываний мелом и в случае выстраивания этих отметок в линию осмотреть этот участок с использованием переносной лампы и лупы (при необходимости зачистить до металла) и убедиться в наличии трещины.
При распознавании дефекта целесообразно также перевести дефектоскоп в ручной режим и просканировать место обнаружения трещины для определения ее длины и ориентации. При этом скорость сканирования может быть снижена до нуля, а дефектоскопист ориентируется по показаниям стрелочных или жидкокристаллических индикаторов прибора. При расположении преобразователя непосредственно над трещиной наблюдается максимум сигнала преобразователя. В случае если выбран так же и статический режим работы дефектоскопа, то индикаторы дефекта при неподвижном расположении над трещиной или при движении вдоль нее будут светиться и издавать непрерывный звук.
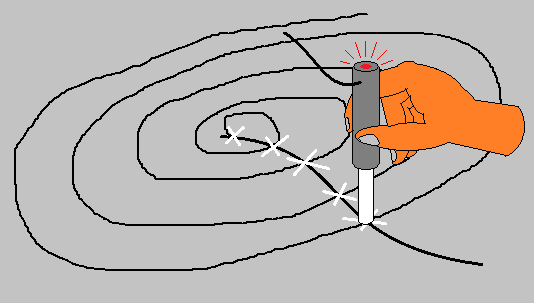
Рисунок 7.14 – Действия при распознавании дефекта
4. В некоторых случаях устойчивое срабатывание индикаторов дефекта вызывает наличие зоны локальной неоднородности электромагнитных свойств материала объекта контроля. Распознать такую зону можно ориентируясь на ее геометрические размеры. В отличие от трещины имеющей ярко выраженное преобладание одного размера (длины над шириной раскрытия) зона локальной неоднородности (например магнитное пятно) характеризуется значительной протяженностью по обоим направлениям.
Следует помнить, что неоднородность электромагнитных свойств материала объекта контроля наблюдается в местах термической, механической, химической обработки металла и т.п.
При распознавании зоны локальной неоднородности необходимо ориентироваться на показания стрелочных или жидкокристаллических индикаторов дефектоскопа в ручном режиме. При пересечении трещины будет наблюдаться резкое возрастание и убывание сигнала (резкое отклонение стрелки от рабочего нуля и возвращение ее к исходному положению). При пересечении зоны локальной неоднородности наблюдается плавное отклонение стрелки от нуля при приближении к границе зоны (не обязательно в сторону соответствующую обнаружению дефекта), устойчивое новое положение стрелки при движении по зоне (возможны некоторые колебания стрелки около нового положения равновесия), и плавное возвращение к рабочему нулю при завершении прохождения зоны .
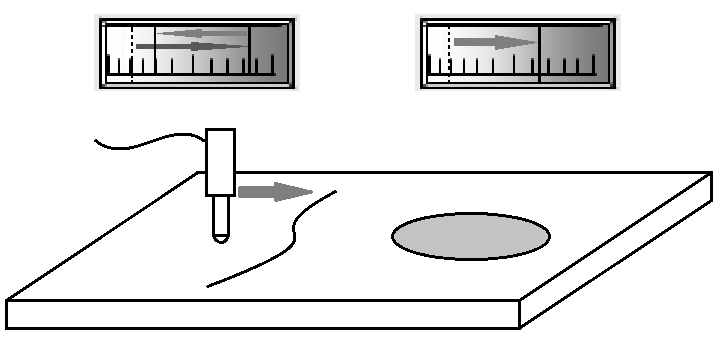
Рисунок – 7.15 Распознавание дефекта в ручном режиме по показаниям стрелочного индикатора
5. После распознавания обнаруженного дефекта необходимо оценить его размеры и принять решение о браковке контролируемой детали.