Файл: Следуя по пути гармонизации национальных и межгосударственных стандартов с со ответствующими международными и европейскими стандартами дсту 209292 и гост 1196993 устанавливают следующие положения при сварке ( рис..docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.11.2023
Просмотров: 88
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Плазменная сварка на больших токах
Плазменная сварка на токах более I = 150A оказывает еще большее силовое воздействие на металл (плазменная дуга на токах 150А эквивалентна 300А дуге при сварке неплавящимся электродом).
Плазменная сварка на больших токах используется при сплавлении низкоуглеродистых и легированных сталей, меди, алюминиевых сплавов, титана и других материалов. Во многих случаях она позволяет значительно уменьшить затраты, связанные с разделкой кромок, повысить производительность, улучшить качество швов.
Плазменная сварка требует высокой культуры производства, соблюдения технологии заготовки и сборки, тщательного обеспечения условий охлаждения плазмотронов и правил их эксплуатации. Даже небольшие нарушения режима охлаждения плазмотрона вследствие высоких температур и малого диаметра сопла приводят к его разрушению.
14. Технологические характеристики газовой сварки.
Газовая сварка используется для нагрева металла высокотемпературным пламенем, образующимся в результате сгорания газа ацетилена в смеси с кислородом. В некоторых случаях вместо ацетилена могут использоваться его заменители: пропан-бутан, метан, пары бензина или керосина, МАФ (метилацетилен-алленовая фракция). В последнее время увеличивается объем использования в качестве горючего газа водорода, получаемого электролизом воды.
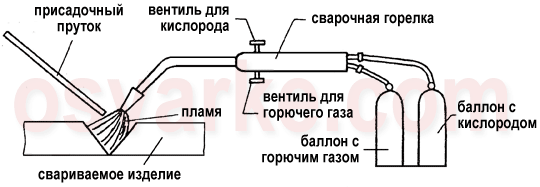
Рисунок. Газовая сварка, схема процесса
Горючий газ из баллона или специального газового генератора поступает в сварочную горелку. Из баллона в горелку поступает кислород. В горелке они смешиваются в определенном соотношении и на выходе из сопла поджигаются. Пламя расплавляет кромки свариваемого изделия, присадочный приток, а также выполняет функции защиты расплавленного металла от атмосферы. Регулировка расхода кислорода и горючего газа осуществляется соответствующими вентилями.
Строение пламени при газовой сварке
В своем сечении пламя состоит из трех зон (см. рисунок ниже):
ядро пламени (А),
восстановительная зона (Б),
факел пламени (В).
Максимальное значение температуры пламя имеет после ядра, в восстановительной зоне. В связи с этим именно в этой зоне должны находиться присадочный пруток и расплавляемые кромки металла. При использовании вместо ацетилена других горючих газов температура пламени снижается. Температура пламени зависит также от пропорции, в которой смешиваются кислород и горючий газ.
Технология газовой сварки
Основными параметрами режима газовой сварки являются мощность пламени, угол наклона горелки и диаметр присадочного прутка. Мощность пламени зависит от толщины металла и его теплофизических свойств. Чем больше толщина металла и выше температура плавления и теплопроводность, тем больше должна быть мощность пламени. Мощность пламени устанавливается расходом горючего газа и кислорода. При сварке стали и чугуна расход ацетилена Va связан с толщиной δ следующим соотношением:
Va = (100–150)δ л/ч
При сварке меди, вследствие ее более высокой теплопроводности:
Va = (150–200)δ л/ч
Угол наклона мундштука горелки по отношению к плоскости изделия также зависит от толщины и теплофизических свойств металла. С изменением толщины стали от 1 до 15 мм угол наклона мундштука изменяется в пределах 10–80°.
В начальный момент сварки для лучшего прогрева металла и быстрого образования сварочной ванны угол наклона устанавливают наибольшим (80-90°). Затем он уменьшается.
Диаметр присадочного прутка выбирают в зависимости от толщины металла, пользуясь соотношением:
d = δ/2 ÷ δ/2 + 1 мм
В зависимости от техники выполнения сварки различают правый и левый способы.
При правом способе газовой сварки пламя сварочной горелки направлено на шов, и процесс сварки ведется слева направо. Горелка перемещается впереди присадочного прутка.
При левом способе газовой сварки пламя направлено от шва и процесс сварки ведется справа налево. Горелка перемещается за присадочным прутком.
При правом способе газовой сварки обеспечивается лучшая защита сварочной ванны, ниже расход газов, меньшая скорость охлаждения шва. При левом способе лучше формирование шва, так как сварщик хорошо видит процесс сварки. При толщине металла до 3 мм более производителен левый способ, при больших толщинах – правый.
Преимущества газовой сварки
Основным преимуществом газовой сварки является ее независимость от электрических источников питания. Это делает удобным ее применение в строительных и монтажных условиях, где не всегда имеется силовая электрическая сеть. При газовой сварке легко изменяется тепловложение в металл за счет изменения угла наклона горелки и ее расстояния до изделия, что позволяет избегать прожогов даже при сварке тонкого металла. Типичным примером является сварка водопроводных труб малого диаметра, когда отсутствует доступ к обратной стороне шва для размещения подкладок или подварки корня. Оборудование для газовой сварки достаточно мобильно и транспортабельно.
Недостатки газовой сварки
Недостатками газовой сварки являются ее низкая производительность, большая зона термического влияния, высокие требования к квалификации сварщика. В связи с этим на машиностроительных предприятиях при стабильной программе выпуска продукции газовая сварка не может конкурировать с дуговой и практически не применяется.
32. Сварка чугуна.
Чугуны представляют собой железоуглеродистые сплавы, в которых содержание углерода превышает 1,7%. Чугуны, применяемые в промышленности и строительстве, имеют обычно следующие примеси: углерода, марганца, кремния, серы и фосфора. Специальные чугуны имеют также различные легирующие примеси: никель, хром, медь, титан, алюминий. Углерод в чугуне может находиться в виде карбида. Такой чугун, называемый «белым чугуном», обладает повышенной твердостью и плохо поддается механической обработке. В сером чугуне углерод находится в свободном состоянии в виде прослоек графита.
Кремний способствует графитизации чугуна и увеличению размеров графитовых включений. Из легирующих примесей сильным графитизатором является алюминий. Способствуют также выделению графита никель, кобальт, медь, титан. Хром, ванадий и молибден, препятствуя распаду карбида железа, действуют как размельчители зерна.
Основные трудности, возникающие при сварке чугунов, обусловлены его физико-механическими свойствами:
1.ускоренное охлаждение жидкого металла в зоне сварки, а также выгорание кремния из расплава шва способствуют местному «отбеливанию» металла шва и околошовной зоны, т.е. способствуют переходу графита в химическое соединение с железом — цементит. Такой металл, обладая высокой твердостью, трудно поддается механической обработке.
2.отсутствие периода пластического состояния и высокая хрупкость приводят к появлению больших внутренних напряжений и трещин как в самом сварном шве, так и в околошовной зоне;
3.низкая температура плавления, непосредственный переход чугуна из твердой фазы в жидкую, и наоборот, затрудняют выход газов из металла шва, и шов получается пористым;
4.высокая жидкотекучесть чугуна не позволяет производить сварку не только в вертикальном, но и в наклонном положении шва.
Горячей сваркой чугуна принято называть сварку чугунных изделий с предварительным их нагревом. Предварительный нагрев уменьшает разность температур основного металла и металла в зоне сварки и тем самым снижает температурные напряжения при сварке. Вместе с этим снижается скорость охлаждения сплава после сварки, что способствует предупреждению отбела и получению шва хорошего качества. Подготовка к сварке состоит из вскрытия, вырубки и тщательной зачистки разделки шва или дефектного места до целой бездефектной поверхности металла. Сварку производят, как правило, чугунными электродами марки А и Б. Важным условием качественной сварки является поддержание ванны наплавленного металла в жидком состоянии в течение всего периода сварки. Для этого весь объем сварочных, работ выполняют без перерыва процесса сварки. После окончания сварки деталь подвергают медленному охлаждению. Для этого заваренные участки засыпают слоем мелкого древесного угля и накрывают асбестом, что предупреждает отбел чугуна и исключает возникновение больших внутренних напряжений и трещин. После охлаждения изделие полностью очищают и контролируют качество сварки.
Холодной сваркой чугуна принято называть сварку без предварительного нагрева. Ее применяют тогда, когда трудно или экономически нецелесообразно производить сварку с предварительным подогревом из-за больших габаритов изделия, опасности коробления и возникновения больших внутренних напряжений. В практике применяют различные способы холодной сварки чугуна. Чугунные электроды без покрытия или с тонким покрытием не применяют, так как при сварке они плавятся раньше и быстрее, чем основной металл.
33. Технология сварки алюминия и его сплавов.
В сварных конструкциях используют чистый алюминий и его сплавы: АМц - алюминиево-марганцевый, АМг - алюминиево-магниевый, Д1 - алюминиево-магниево-медный (дюраль), АК - алюминиево-кремнистый, В95 - алюминиево-магниево-цинковый. Сплавы можно разделить на две группы: деформируемые, применяемые в виде проката, поковок и т.п., и литейные, применяемые для отливок. Сварку алюминиевых литейных сплавов используют при исправлении дефектов литья. Деформируемые сплавы разделяют на нетермоупрочняемые и термоупрочняемые.
Трудности сварки алюминия и его сплавов следующие.
1.Образование тугоплавкого оксида AI2O3 (2050оС) с плотностью большей, чем у алюминия, что затрудняет сплавление кромок соединения и способствует загрязнению металла шва частичками этой пленки. Перед сваркой для удаления пленки следует очищать поверхности кромок и прилегающего основного металла и особенно тщательно поверхность присадочного металла (в связи с большой поверхностью и относительно малым объемом) травлением или механическим путем.