Файл: Стб 113398 стб 113398 государственный стандарт республики беларусь.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 01.12.2023
Просмотров: 74
Скачиваний: 5
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Конструктивные элементы и размеры нестандартных швов должны соответствовать требованиям, указанным на чертежах.
6.5 Все измерения осуществляются после контроля внешним осмотром или одновременно с ним.
-
Контроль измерением производится с помощью измерительного инструмента и шаблонов, обеспечивающих требуемую точность. -
При измерении угловых сварных швов, имеющих выпуклость и вогнутость, измеряется катет, выпуклость, вогнутость в соответствии с рисунком 1.
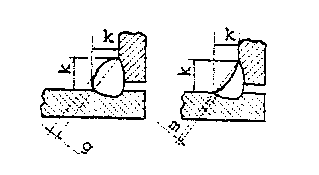
к - катет углового шва; g - выпуклость сварного шва; m - вогнутость углового шва
Рисунок 1
7 Приборы и инструменты для контроля внешним осмотром и измерениями
7.1 Погрешность измерений при измерительном контроле не должна превышать указанную в таблице 1, если в конструкторской документации не предусмотрены более жесткие требования.
Таблица 1 — Основная абсолютная погрешность измерения при измерительном контроле
В миллиметрах
| Диапазон измеряемой величины | Основная абсолютная погрешность измерений |
| До 1,0 | ±0,1 |
| Свыше 1,0 до 2,0 включительно | ±0,2 |
| Свыше 2,0 до 4,0 включительно | ±0,4 |
| Свыше 4,0 до 6,0 включительно | ±0,5 |
| Свыше 6,0 до 10,0 включительно | ±0,8 |
| Свыше 10 | ±1,0 |
7.2 Для измерительного контроля следует применять приборы и инструменты, класс точности которых обеспечивает надежное определение измеряемых величин с погрешностью не более указанной в таблице 1 или в конструкторской документации в случае, предусмотренном 7.1.
7.3Измерительные инструменты и приборы должны периодически (а также после ремонта) проходить поверку в метрологических службах в сроки, установленные НД на соответствующие приборы и инструменты.
Измерительные инструменты, изготовленные предприятием-изготовителем оборудования и трубопроводов для собственных нужд, должны быть аттестованы метрологической службой и подлежать периодической поверке согласно СТБ 8001.
7.4 При измерениях следует использовать измерительные инструменты и приборы:
-
линейки измерительные металлические по ГОСТ 427; -
штангенциркули по ГОСТ 166; -
микрометры по ГОСТ 6507; -
рулетки измерительные металлические по ГОСТ 7502; -
индикаторы по ГОСТ 577 и ГОСТ 5584; -
угольники поверочные по ГОСТ 3749; -
лупы измерительные по ГОСТ 25706;
-
другие приборы и инструменты, предусмотренные конструкторской документацией, в том числе наборы шаблонов и щупов соответствующей конструкции для контроля формы и размеров сварных швов, аттестованные метрологической службой.
Примеры применения инструмента приведены на рисунках 2-4.
Перечень типовых инструментов для проведения контроля внешним осмотром и измерениями приведен в приложении А.
-
Допускается применение зеркал, перископов, волоконных световодов и телекамер при условии обеспечения выявления дефектов, а также изготовление слепка, снятого с контролируемого участка шва, из отвердевающей на холоде пластмассы, глины и других пластических материалов. -
Для измерения толщин стенок сварных соединений допускается применять физические методы контроля с использованием толщиномеров.
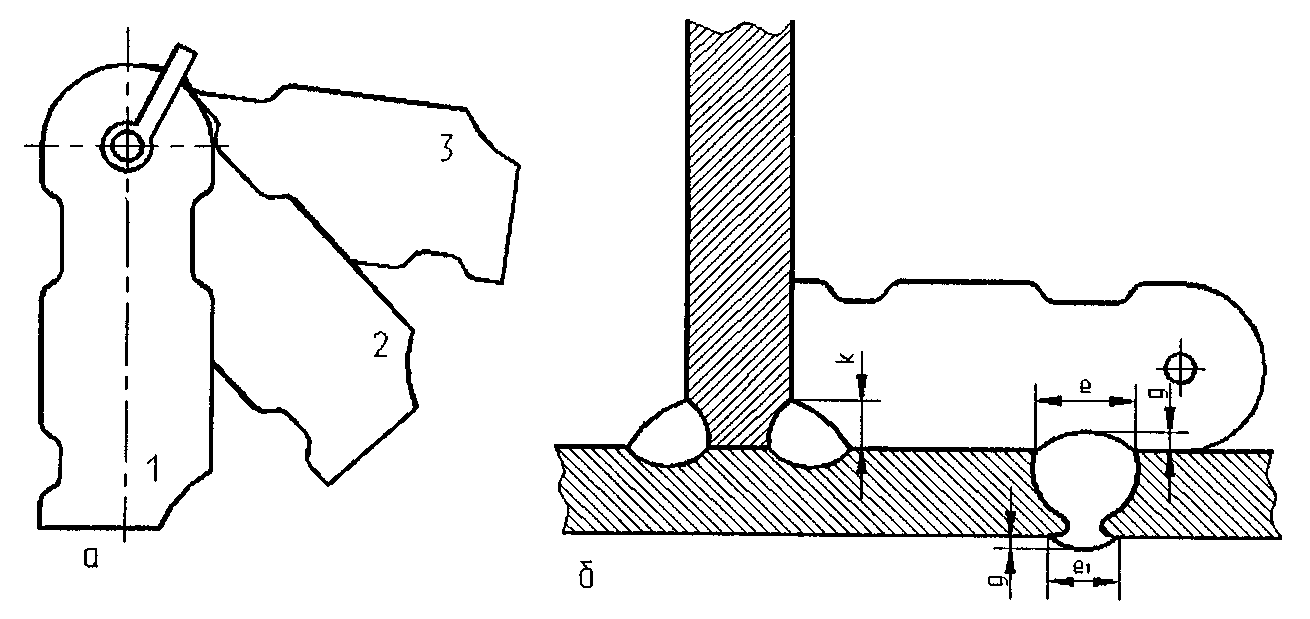
а - набор шаблонов; б - проверка размеров швов е, е1, g, k
Размеры е, е1, g, k выбираются соответственно размерам и допускам, установленным для контролируемых соединений
Рисунок 2 - Набор шаблонов для контроля размеров шва
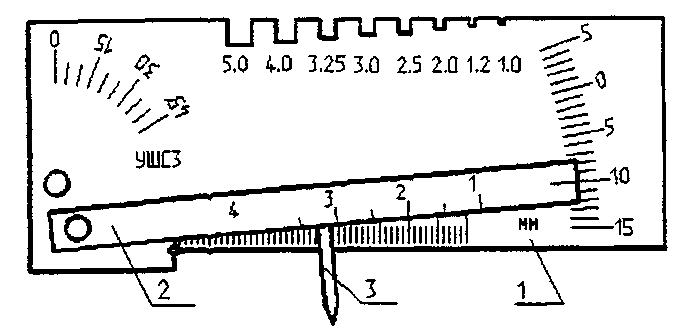
1 — основание; 2 — движок; 3 — указатель
Рисунок 3 – Общий вид универсального шаблона сварщика
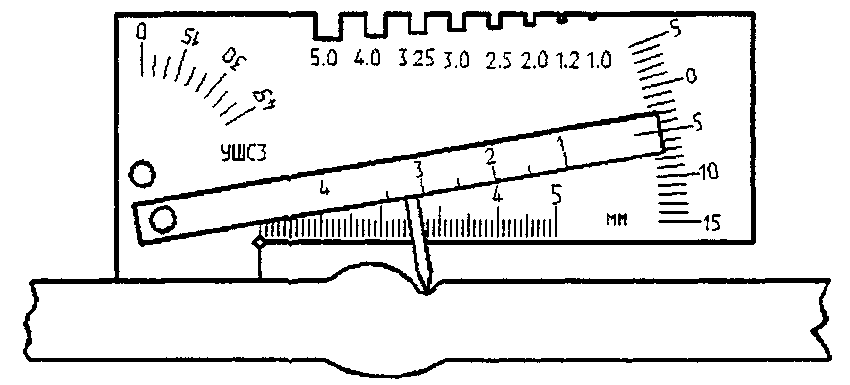
а – для измерения глубины подреза
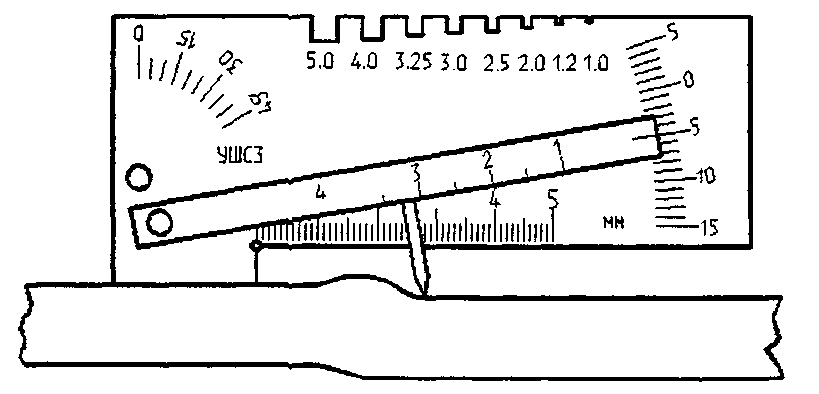
б - для измерения смещения кромок
Рисунок 4 - Примеры использования универсального шаблона сварщика УШС-3
8 Требования безопасности
-
Производственные участки и рабочие места, на которых осуществляется контроль внешним осмотром и измерениями, должны удовлетворять требованиям действующих правил безопасности для предприятий и организаций данной отрасли промышленности. -
Дополнительные требования по технике безопасности, производственной санитарии и пожарной безопасности устанавливаются технической документацией на контроль сварных изделий. -
Работники, выполняющие контроль сварных соединений внешним осмотром и измерениями, должны периодически проходить инструктаж согласно требованиям [1] и 4.9.
9 Оценка и оформление результатов контроля
-
Оценку качества сварных соединений по результатам контроля внешним осмотром и измерениями следует производить в соответствии с нормами, указанными в НД на контроль конкретных сварных изделий. -
Результаты внешнего осмотра и измерения размеров сварных соединений считаются удовлетворительными, если отсутствуют:
-
трещины всех видов и направлений; -
непровары (несплавления) между основным металлом и металлом шва, а также между валиками шва; -
непровары в корне шва (кроме случаев, оговоренных в НД); -
наплывы, натеки и брызги металла; -
незаваренные кратеры; -
свищи; -
прожоги; -
скопления включений;
-
подрезы (кроме случаев, оговоренных в НД), а также отклонения размеров сварных соединений сверх установленных норм в НД:
а) при ручной дуговой сварке – ГОСТ 5264, ГОСТ 11534, ГОСТ 16037;
б) при сварке в защитных газах – ГОСТ 14771, ГОСТ 23518, ГОСТ 16037;
в) при сварке под флюсом – ГОСТ 11533, ГОСТ 8713, ГОСТ 16037;
г) при сварке электрозаклепками – ГОСТ 14776;
д) при контактной точечной, шовной, рельефной и стыковой сварке – ГОСТ 15878;
е) при газовой сварке – СТБ 1016; нестандартные сварные соединения - на чертежах.
-
Приведенная в СТБ 1016 допустимость дефектов без исправления указана для случаев, когда дефекты не нарушают герметичности, не снижают прочности свариваемого изделия и не нарушают других требований, предусмотренных чертежами или техническими условиями на изделие. -
Результаты контроля внешним осмотром и измерениями должны регистрироваться в журнале или протоколе по форме, приведенной в приложении Б.
Приложение А
(рекомендуемое)
Перечень типовых инструментов для проведения контроля внешним осмотром и измерениями
| Наименование инструмента | Количество | Назначение |
| Рулетка | 1 | Осмотр шва и измерение дефекта |
| Измерительная линейка | 1-3 | Осмотр шва и измерение дефекта |
| Штангенциркуль | 1 | Осмотр шва и измерение дефекта |
| Лупа измерительная | 1 | Осмотр шва и измерение дефекта |
| Фонарик с фокусирующимся лучом | 1 | Освещение места дефекта |
| Набор шаблонов, шпилек с заточенными конусами | 1 | Измерение дефектов |
| Молоточек весом 200 г с плоской и заточенной ударными поверхностями | 1 | Обстукивание дефекта и удаление шлаковой корки |
| Материал для оттиска сварного шва, например отвердевающая на холоде пластмасса, глина, пластилин, воск | 200 г | Для изготовления слепка, снятого с контролируемого участка шва |
| Примечание – Инструмент должен помещаться в футляр, удобный при работе. | ||
Приложение Б
(рекомендуемое)
Форма протокола или журнала регистрации результатов контроля
внешним осмотром и измерениями
| Дата проведения контроля | Наименование изделия | Обозначение чертежа | Выявление дефектов | Исполнитель | ||||
| внешним осмотром | измерением | Ф.И.О. | Подпись | |||||
| при первичном контроле | при контроле после исправления | при первичном контроле | при контроле после исправления | | | |||
| | | | | | | | | |
| | | | | | | | | |
| | | | | | | | | |
М.П.
руководитель лаборатории Ф.И.О.
___________________________
подпись
Приложение В
(информационное)
Библиография
[1] "Типовое положение об обучении, инструктаже и проверке знаний работников по вопросам охраны труда", утвержденное Постановлением Министерства труда Республики Беларусь от 29.08.96 г. № 62