Добавлен: 03.12.2023
Просмотров: 381
Скачиваний: 13
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Актуальные товары и услуги:
Нержавеющий лист 10Х17Н13М2Т 14
Нержавеющий лист 10Х17Н13М2Т 5
Нержавеющий лист 10Х17Н13М2Т 25
Все статьи раздела
© Материалы сайта защищены законом об авторском праве. Публикация на других сайтах разрешена по согласованию, со ссылкой на первоисточник.
По ГОСТ 23570-79 устанавливаются более строгий контроль качества стали и ограничения содержания мышьяка и азота. Обозначение марки включает процентное содержание углерода ( в сотых долях процента), степень раскисления и буква Г для марганцовистых сталей.
| .Марка:Ст3сп - она же Ст3 или Ст.3 ! поскольку в случае если тип стали (сп - спокойная, пс- полуспокойная, кп - кипящая) не пишется после Ст3, то под сталью Ст3 понимается именно Ст3сп |
| Класс:Сталь конструкционная углеродистая обыкновенного качества |
| Использование в промышленности:несущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах Особенности стали Сс3сп и электрошлаковая сварка:углеродистые стали - самый распространенный конструкционный материал. По объему применения стали этого класса превосходят все остальные. К углеродистым относятся стали с содержанием 0,1-0,7% С, при содержании остальных элементов не более: 0,8% Мn, 0,4% Si, 0,05% Р, 0,05% S, 0,5% Си, 0,3% Сг, 0,3% Ni. В табл. 9.1 приведен химический состав и механические свойства сталей, нашедших применение при изготовлении сварных конструкций с использованием электрошлаковой сварки. По способу производства различают мартеновскую и конвертерную стали, по степени раскисления (в порядке возрастания) кипящую, полуспокойную и спокойную. Спокойные углеродистые стали поступают в промышленность в виде отливок и поковок по ГОСТ 977-75, в виде горячекатаной стали обыкновенного качества по ГОСТ 380-71, качественных конструкционных горячекатаных сортовых сталей по ГОСТ 1050-74. Главным отличительным признаком этих сталей является содержание в них углерода. Прочностные характеристики углеродистых сталей повышаются с увеличением содержания углерода, при этом их свариваемость ухудшается, так как возрастает опасность образования горячих трещин в шве. При содержании свыше 0,5% С стали практически не свариваются электрошлаковой сваркой без специальных приемов. Чувствительность к горячим трещинам в шве возрастает с увеличением жесткости свариваемых конструкций. Предварительный и сопутствующий подогрев могут существенно снизить опасность появления трещин даже при сварке жестких стыков (например, на участке замыкания кольцевого шва). Одним из радикальных средств по предотвращению горячих трещин служит снижение скорости подачи электродной проволоки. Углеродистые стали в настоящее время сваривают проволочными электродами, электродами большого сечения или плавящимися мундштуками. Наиболее широко применяют проволочные электроды и плавящиеся мундштуки. Наиболее целесообразный путь повышения прочности металла шва заключается в увеличении содержания марганца, поскольку это не сопровождается снижением технологической прочности металла шва. Марганец увеличивает склонность металла к закалке и упрочняет феррит. Так, при легировании металла шва 1,5% Мn (0,12-0,14% С) достигаются те же прочностные характеристики, что и при 0,22-0,24% С (0,5-0,7% Мn). Металл шва в первом случае обладает большей стойкостью против кристаллизационных трещин и против перехода в хрупкое состояние. Положительное влияние на прочность оказывают также небольшие добавки в металл шва никеля, хрома и других легирующих элементов. Для электрошлаковой сварки углеродистых сталей чаще всего используют флюс АН-8 и сварочные проволоки марок Св-08, Св-08А, Св-08 ГА, Св-08Г2С, Св-10Г2 (ГОСТ 2246-70). Так, при сварке сталей 15, 15Л, Ст2 равнопрочные соединения могут быть получены при использовании проволок Св-08 и Св-08А. При сварке низкоуглеродистой стали СтЗ применяют проволоку Св-08ГС. |
4. Описание сварочных материалов
Сварочный электрод — металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию. В настоящее время выпускается более двухсот различных марок электродов, причем более половины всего выпускаемого ассортимента составляют плавящиеся электроды для ручной дуговой сварки.

Рис. 1 Пачка с электродами марки ОК.46
Технические характеристики электродов ОК.46
плавящийся электрод с рутиловым покрытием;
проволока для изготовления стержня Св08 и Св08А;
сварка постоянным и переменным током во всех пространственных положениях;
напряжение холостого хода — 50 В;
легкий поджиг — начальный и повторный;
диаметр электродов 1.6-5 мм;
прокалка 1 час при температуре 80 градусов.
Доля химических элементов в сварочном шве:
углерод © – 0,08%
 кремний (Si) – 0,3%
кремний (Si) – 0,3%марганец (Mn) – 0,4%
сера (S) – 0,025%
фосфор (Р) — 0,030%
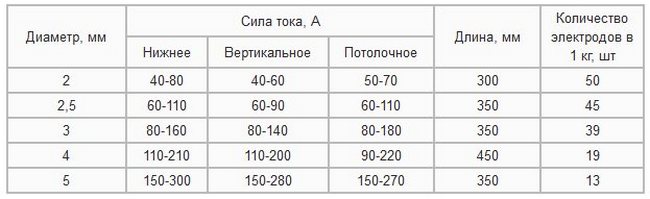
Подобрать рабочую силу тока для определенного диаметра электродов поможет таблица 1.
Таблица 1. Режимы сварки.
 Назначение и применение электродов ОК 46.00
Назначение и применение электродов ОК 46.00Применяются для соединения углеродистых, судовых сталей и оцинкованных листов (гальваническое покрытие). Малое тепловложение позволяет сваривать заготовки с широкими зазорами. При сварке тонкого металла — вероятность образования прожога минимальна.
Назначение покрытия электродов
Основная задача, которую возлагают производители на покрытие электродов для ручной дуговой сварки – это защита плавящегося металла. Они предохраняют плавящийся металл от взаимодействия с воздухом, предотвращая окисление, делают готовый шов качественным и прочным.
При работе со сварочным аппаратом защитная обмазка создает оболочку из шлака на капельках электродного металла, продвигающегося по дуговому промежутку, а также на плавящейся поверхности привариваемых друг к другу деталей
.
Требования к электродам
1. обеспечивать стабильность горения дуги, небольшой радиус разбрызгивания стержня, покрытия, высокую производительность сварочных работ;
2. создать условия для формирования качественного сварочного шва;
3. делать равномерным протекание процесса сварки;
4. сохранять физические, химические, технологические свойства во время конкретной сварки.
Особое место в требованиях -- токсичность. Электроды должны выделять минимальное количество токсичных веществ во время работы.

5. Описание сварочного аппарата
Инверторный аппарат Ресанта САИ-250 предназначен для выполнения сварки методом – ручной дуговой с использованием штучных электродов с покрытием. Его схема и конструкция разработаны латвийскими инженерами, а выпускается он китайским производителем. Этот инвертор является одним из самых мощных среди работающих от однофазной сети напряжением 220 В и классифицируется как аппарат промышленного назначения.
Инверторный сварочный аппарат Resanta САИ 250 позволяет проводить ручную дуговую сварку током постоянного показателя покрытым электродом. Эту компактную модель легко перемещать в пределах помещения и перевозить благодаря компактным размерам. Корпус прибора выполнен из металла, на передней панели расположены: ручка показателя сварочного тока, индикаторы подключения к сети и перегрева, разъемы для подключения силовых проводов.
В сварочном аппарате Resanta САИ 250 применяется механизм вентилирования, срабатывающий принудительно, поэтому накрывать прибор запрещено. При срабатывании системы защиты от повышенных температур, следует выявить причину и сделать перерыв в работе как минимум на 5 минут.
Сварочный аппарат Resanta САИ 250 имеет функцию антизалипания электрода при поджигании дуги в начале работы: ток снижается в автоматическом режиме и повышается после преодоления эффекта залипания.
Таблица 2 Технические характеристики сварочного аппарата
| Параметры | Значение |
| Тип устройства | Сварочный инвертор |
| Типы сварки | ручная дуговая сварка (MMA) |
| Сварочный ток | 10-250 А |
| Напряжение на входе | 140-260 В |
| Количество фаз питания | 1 |
| Напряжение холостого хода | 80В |
| Тип выходного тока | постоянный |
| Продолжительность включения при максимальном токе | 70% |

Рис.2 Внешний вид сварочного аппарата
6. Технологическая карта
| № | название | действие | инструменты | |
| 1 | Подготовка и обслуживание рабочего места. | Подготовка и уборка рабочего места проверка приборов и исправность инструментов. | Перчатки. | |
| 2 | Подготовка металла. | Выбор металла ст3 | | |
| 3 | Плоскостная разметка | Выполнить разметку согласно чертежу. | Строительный карандаш линейка. | |
| 4 | Резка металла. | Выполнить резку металла согласно разметке. | Болгарка. | |
| 5 | Подготовка кромок. | Убрать все заусеницы и очистить кромки от грязи масла пыли. | Напильник щетка по металу. | |
| 6 | Сборка и прихватки. | Выполнить сборку всех деталей входящих в чертеж. Смотреть чтобы все было ровно выполнить прихватки со всех сторон и снова проверить чтобы все было ровно. | Уголок сварочный аппарат электроды специальные удерживающие устройства и т.д. | |
| 7 | Слесарные операции | Отбить шлак и зачистить прихватки до блеска. | Щетка по металлу шлакооткалыватель. | |
| 8 | Контроль прихваток и осмотр. | Проверить соответствию чертежа сборки конструкции. | Лупа 4 кр увеличения. | |
| 9 | Сварка. | Проварить все швы согласно чертежу. | Сварочный аппарат Электроды маска сварочная краги. | |
| 10 | Зачистка швов. | Выполнить зачистку швов согласно пункту 7. | См. пункт 7. | |
| 11 | Контроль. | Проверить швы на наличие дефектов если есть устранить. | | |