Файл: Основные задачи деятельности вагоностроительного завода выполнение программы капитального и деповского ремонта пассажирских вагонов, а также изготовления и ремонта их деталей и узлов.rtf
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 04.12.2023
Просмотров: 67
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
11 — кантователь для надрессорных балок;
12 — станок для обработки наплавленных мест на надрессорной балке;
13 — установка для автоматической наплавки подпятниковых мест;
14 — станок для обработки подпятниковых мест;
15 — цепные транспортеры;
16 — электросварочная кабина;
17 — радиально сверлильный станок;
18 — станок для обработки направляющих боковин;
19 — пластинчатый транспортер;
20 — электросварочная кабина;
21 — поворотный стол для сварщика;
22 — поворотный стол для укладки букс при зачистке;
23 — вертикальносверлильный станок;
24 — поперечнострогальный станок;
25 — контейнеры для готовых букс;
26 — комплектовочные столы;
27 — конвейер для сборки тележек;
28 — стеллажи для деталей и узлов;
29 — монорельс с тельфером;
30 — полупортальный кран;
31 — установка для окраски тележек;
32 — сушильная камера для тележек;
33 — транспортер для выдачи тележек в вагоносборочный цех;
34 — места для запасных тележек.
4. Перечень оборудования и технологической оснастки, имеющихся в производственном подразделении
Перечень оборудования и технологической оснастки,имеющихся в производственном подразделении приведен в таблице 1
Таблица 1. Перечень оборудования и технологической оснастки, имеющихся в производственном подразделении
| Наименование оборудования | Кол. | Стоимость |
| Автопогрузчик дизельный Тайота г/п 3 т | 1 | 8974,79 |
| Верстак слесарный | 1 | 1824 |
| Выпрямитель сварочный БСН10У3.1 | 2 | 1350 |
| Гайковерт отворачивания гаек шпинтонов | 2 | 207 |
| Гайковерт пневматический ИП-3128 | 1 | 307 |
| Захват автоматический для транспортирования тележек | 2 | 1228 |
| Кантователь тележек | 1 | 1000 |
| Кантователь поворота рам тележек | 2 | 1000 |
| Конвейер подачи тележек | 1 | 5000 |
| Кран консольный г/п 0,25 т | 1 | 3000 |
| Кран консольно-поворотный г/п 0,25 т | 1 | 5000 |
| Кран мостовой г/п 10 т | 1 | 3450 |
| Машинка зачистная | 1 | 84,50 |
| Мойка высокого давления STIHL RE 462 | 1 | 223 |
| Пневомогайковерт промышленный RESSLUFT RL-W519 | 1 | 307 |
| Блок снижения напряжения БСН10У3.1 | 2 | 633,25 |
| Выпрямитель сварочный КИУ 501УЗ с подающим механизмом | 1 | 250 |
| Кантователь для надрессорной балки | 1 | 1000 |
| Люнет к станку 1M63 | 1 | 500 |
| Пневомогайковерт промышленный RSS 54-10V | 4 | 230 |
| Полуавтомат сварочныйс ПДГО 527 | 1 | 200 |
| Полуавтомат Magcter 2800 | 1 | 326 |
| Пресс для тарировки пружин | 1 | 560 |
| Пресс дорнования, запрессовки втулок | 1 | 560 |
| Пресс гидравлический для выпрессовки | 1 | 560 |
| Пресс для запрессовки втулок рычажной передачи | 1 | 560 |
| Пресс для запрессовки и выпрессовки втулок рычажной передачи | 1 | 560 |
| Сооружения очистные от моечной машины тележек | 1 | 125 |
| Станок вертикально-сверлильный 2А-135 | 2 | 200 |
| Станок токарно-винторезный 1К62 | 2 | 230 |
| Станок токарно-винторезный1М63Ф101 | 2 | 225 |
| Станок точильно-шлифовальный 3Б-634 | 1 | 263 |
| Стенд отворачивания гаек шпинтонов | 1 | 500 |
| Стенд разборки тележек | 1 | 530 |
| Стенд для испытания траверс и триангелей вагонных тележек | 1 | 360 |
| Стенд для испытания деталей центрального подвешивания | 1 | 389 |
| Стенд для испытания на растяжение деталей центрального люлечного подвешивания | 1 | 358 |
| Стеллаж для осей | 1 | 200 |
| Тележка технологической моечной машины | 1 | 1000 |
| Установка очистки сточных вод от моечной машины | 1 | 500 |
| Установка для сжатия подвески тележек | 1 | 600 |
| Установка компрессорная | 1 | 536 |
| Установка наплавки осей | 1 | 598 |
| Электротележка ЭК-202 | 1 | 1000 |
| Отвертка 7810-0967 | 1 | 20 |
| Молоток 7850-0132Ц 15. Хр. | 1 | 20 |
| Зубило 2810-0203 Н12Х1 | 1 | 20 |
| Лом цеховой | 1 | 30 |
| Бородок 7851-0163 Н12Х1 | 1 | 32 |
| Строп цепной ч. 21-05-397 | 1 | 56 |
| Щетка металлическая | 1 | 36 |
| Скребок | 1 | 42 |
| Лупа ЛТ-1-4 | 1 | 20 |
| Круг армированный ПП 125х20х32 | 1 | 21 |
| Толщиномер Булат-1М | 1 | 56 |
| Кисть маховая КМ | 1 | 10 |
| Клеймо | 1 | 10 |
5. Оборудование для выполнения ремонтных работ, его принцип работы, технические характеристики
Гайковерт – монтажный инструмент, применяемый для закручивания и раскручивания резьбовых соединений. С его помощью осуществляется монтаж гаек, болтов и анкеров. Инструмент обладает мощным крутящим моментом, благодаря чему может раскручивать резьбовые соединения, на которые ручных усилий человека может быть недостаточно. Применение гайковерта ускоряет работу в десятки раз.
Пневмогайковерт ИП-3128 используется преимущественно на промышленных предприятиях: машиностроение, судостроение, авиационная промышленность. Инструмент предназначен для сборки и разборки резьбовых соединений во время проведения монтажных и демонтажных работ. Использование пневмогайковерта позволяет значительно повысить скорость и качество работ.
Пневматический гайковерт ПМ-3128 потребляет 1 кубометр сжатого воздуха в минуту. Затяжка осуществляется за 7 секунд, момент затяжки 1700 Н.м.
Техническая характеристика:
Гайковерт (пистолетного типа)
Квадрат шпинделя,мм.............................................................. 32
Диаметр затягиваемой резьбы,мм............................................26-36
Регулируемый момент затяжки,Нм..........................................800-1600
Головки,мм.................................................................................41, 46
Расход воздуха,л/мин............................................................... 1100
Рабочее давление,атм................................................................6,3
Габаритные размеры,мм...........................................................255х1300х390
Масса,кг......................................................................................8,5
Пневматический гайковерт ПМ-3128 представлен на рисунке 2.
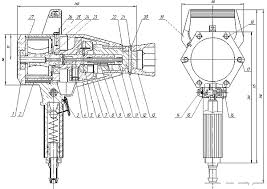
Рисунок 2 - Пневматический гайковерт ПМ-3128
Штатное расписание работников в участке по ремонту тележек
Работа производится с 7.30 до 16.45, обеденный перерыв с 12.30 до 13.15, выходные дни: суббота, воскресенье.
15 человек в отделении по ремонту тележек
Должность, профессия, разряд, средняя зарплата работников в вагоносборочном участке представлены в таблице 2.
Таблица 2 – Штатное расписание работников участка по ремонту тележек
| Наименование профессий и должностей | Количество штатных единиц | Квалификационный разряд | Тарифный разряд | Средняя Зарплата (BYN) |
| Слесарь по ремонту ПС | 5 | 5 | 5 | 715,7 |
| Слесарь по ремонту ПС | 2 | 4 | 2 | 496,7 |
| Слесарь по ремонту ПС | 2 | 4 | 3 | 587.7 |
| Слесарь по ремонту ПС | 8 | 4 | 4 | 647,7 |
| Электросварщик ручной сварки | 8 | 4 | 4 | 647,7 |
| Электросварщик ручной сварки | 5 | 4 | 3 | 567,7 |
6. Программа ремонта, технически обоснованные нормы времени на единицу ремонта, себестоимость ремонта тележки
Планом производственно-финансовой деятельности ВСЗ Гомель запланировано на период январь-декабрь 2019 произвести деповской ремонт на 3522 тележках. В прошлом году за период январь-декабрь 2018 по плану должен был быть произведён деповской ремонт на 3387 вагонах, но фактическое выполнение составило 3605 тележек.
Норма времени на ремонт одной тележки – 376,66 человеко-часов.
Себестоимость деповского ремонта тележки составляет 767,62 BYN
Нормы расхода материалов и запасных частей на единицу ремонтируемой продукции и их стоимость
Нормы расхода материалов и запасных частей на единицу ремонтируемой продукции представлено в таблице 3.
Таблица 3 - Нормы расхода материалов и запасных частей на единицу ремонтируемой продукции
| Наименование материалов и запасных частей | Ед. изм. | Норма расхода | | ||
| Надрессорная балка 100.00.010-0 | кг | 0,1 | |||
| Триангель 100.40.010 | кг | 0,5 | |||
| Закладка триангеля 100.40.008-3 | кг | 0,1 | |||
| Башмак тормозной 100.40.016-0 | кг | 0,1 | |||
| Мел | кг | 10,5 | |||
| Подвеска башмака 100.40.080-2 | кг | 18 | |||
| Колодка тормозная 100.40.090-0 | кг | 18 | |||
| Скоба предохранительная валика подвески башмака 4384 | кг | 0,05 | |||
| Наконечник триангеля 100.40.011-1; 100.40.009-1 | шт. | 4 | |||
| Вставка триангеля 358.01.002 | кг | 5,3 | |||
| Болт скользуна 2М12х160.58-6g ГОСТ 7798 | бал. | 0,5 | |||
| Заклепка впотай 20*58 | кг | 1,75 | |||
| Заклёпка державки мёртвой точки 22×75 мм ГОСТ 10299-80 | кг | 0,6 | | ||
| Державка мёртвой точки ЧУ 24.5.0026; 100.00.040-0СБ | шт. | 0,1 | | ||
| Втулка полимерная Черт. 194.00.054-0 (ЖАЯВ.ВП 00.2-1) | шт. | 6 | |||
| Валик подвески башмака (Ось 32в12*220) 100.40.013-1 | шт. | 2 | |||
| Пружина внутренняя 100.30.003-0 | шт. | 6 | |||
| Пружина наружная 100.30.002-0 | шт. | 6 | |||
| Втулка триангеля 50*40,2*24 | шт. | 2 | |||
| Элемент резинометаллический 100.41.010-2СБ | шт. | 0,5 | |||
| Ось 40*75 100.04.004-0 | шт. | 4 | |||
| Ось 30*75 100.40.002-0 | шт. | 2 | |||
| Ось 30*90 100.40.003-0 | шт. | 1 | |||
| Скоба по равномерному износу 358.04.022 | шт. | 2 | |||
| Замок на скобу по равномерному износу М 1180.001 | шт. | 4 | |||
| Болт М20*110 ГОСТ 7798-70 (на балочку авторежима) | шт./кг | 2/0,686 | |||
| Закладка башмака (80*80) 358.01.003-0 | шт. | 4 | |||
| Перемычка башмака 358.04.020 | шт. | 4 | |||
| Износостойкий комплект на модернизацию тележки: - клин чугунный М1698.00.003 | шт. шт. | 4 | |||
| Прокладка под опорную поверхность челюстного проема М1698.02.100СБ (М1698.03.100СБ) | шт. | 8 | |||
| Колпак скользуна М1698.01.100СБ | шт. | 0,5 | |||
| Балка опорная (балочка авторежима) 100.41.060-0СБ | шт. | 0,1 | |||
| Прокладка в подпятник М1698.01.005 | шт. | 1 | |||
| Планка (авторежима) контактная 100.41.006-0 | шт. | 1 | |||
| Клин ЧК 100.40.014-0 | шт. | 2 | |||
| Вкладыш триангеля (63*25) 358.04.023 | шт. | 2 | |||
| Прокладка регулировочная (скользуна) 100.00.004-0 | шт. | 0,5 | |||
| Кислород | Бал | 0,15 | | ||
| Пропан (газ сжиженный) | кг. | 0,54 | | ||
| Двуокись углерода | кг. | 0,25 | |||
| Электроды ГОСТ 9467-75 | кг. | 0,5 | |||
| Проволока сварочная Ø 1,6 мм | кг. | 0,5 | |||
| Эмаль белая | кг. | 0,1 | |||
| Эмаль зелёная | кг. | 0,015 | |||
| Эмаль красная | кг. | 0,015 | |||
| Эмаль желтая | кг. | 0,015 | |||
| Шкворень 100.00.006-0 | шт. | 0,25 | |||
| Шплинты | |||||
| 6,3*71 ГОСТ 397-79 | шт./кг | 16/0,256 | | ||
| 4*35 ГОСТ 397 | шт./кг | 4/0,016 | |||
| 8*90 ГОСТ 397 | шт./кг | 32/1,2 | |||
| Шайбы | |||||
| 32.01.05 ГОСТ 9649-78 | шт./кг | 18/0,432 | | ||
| 40.01.05 ГОСТ 9649-78 | шт./кг | 8/1,256 | |||
| 12 65Г 02 9 ГОСТ 6402-70 (гравера) | шт./кг | 2,8/0,0084 | |||
| 20.02 ГОСТ 6958-78 | шт./кг | 2/0,049 | |||
| 30.01.05 ГОСТ 9649-78 | шт./кг | 4/0,268 | |||
| Гайки | |||||
| М12 ГОСТ 5915-70 | шт./кг | 4/0,062 | | ||
| М20 ГОСТ 5915-70 или М20 ГОСТ 5932-70 (корончатая) | шт./кг | 2/0,125 2/0,172 | |||
| М30 ГОСТ 5932-70 (корончатая) | шт./кг | 6/1,806 | |||
7.Технологический процесс капитального ремонта тележки
ВСЗ Гомель специализировано на деповском, капитальном и капитальном ремонте с продлением срока службы вагонов.
Технологический процесс - является главной составной частью производственного процесса. Под технологическим процессом понимается определенная последовательность операций, предусматривающая изменение размеров, вида, формы, состояния или взаимного расположения и соединения предметов труда с целью получения готовой продукции.
В вагоностроении и вагоноремонтном производстве применяются разнообразные технологические процессы. Наиболее типичные из них предусматривают в конечном результате: изменение формы предметов труда с помощью литья, ковки или штамповки; соединение нескольких деталей и изменение их взаимного расположения с помощью сварки, пайки, клепки или болтовых соединений; изменение формы и размеров деталей обработкой на металлорежущих станках или слесарным инструментом; изменение свойств металлов при термической обработке; изменение вида и свойств металлов с помощью анодирования, хромирования, никелирования и так далее; изменение внешнего вида деталей благодаря окраске и так далее.
При плановых видах ремонта вагонов ремонт тележек производят в специальном тележечном отделении депо или тележечном цехе завода.
Выкаченные из - под вагона тележки подают на позиции ремонта с помощью транспортера или мостовым краном.
Тележки перед ремонтом должны быть обмыты и разобраны. Все детали тележек очищают от грязи, ржавчины и разрушенного защитного покрытия.
При наличии в пазах, канавках резьбы остатков загрязнений их необходимо удалить вручную с применением жестких волосяных щеток, деревянных и пластмассовых скребков и моющих препаратов типа МС - 15 концентрации 20 г/л при температуре 40 - 45 С. Подготовленные детали должны быть осмотрены и обмерены шаблонами с целью выявления дефектов и недопустимых износов.
При визуальном осмотре обращают внимание на вздутие краски, риски, задиры, забоины, указывающие на возможные дефекты под ними. Наиболее ответственные детали пассажирской тележки подвергают испытанию на растяжение и неразрушающему контролю.
Испытанию на растяжение подлежат подвески (в сборе) центрального подвешивания (тяги, серьги, валики) тележек
Магнитопорошковому контролю подвергают: серьги, тяги подвесок, валики люлечного подвешивания, тяги продольного поводка, предохранительные болты поддона, шкворни, сварные швы кронштейнов для гидравлических гасителей колебаний и подпятники. Все неисправные детали должны быть отремонтированы или заменены на исправные.