Файл: Дневникотчет по производственной практике (по профилю специальности).docx
Добавлен: 05.12.2023
Просмотров: 541
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
-средства разработки и включения в состав математического обеспечения ПТК и АСУ ТП программ, написанных на универсальных языках программирования;
-средства контроля и диагностики функционирования ПТК, а также его коррекции, модернизации и наладки на объекте.
Все типовые функции, связанные со сбором, обработкой, передачей, хранением и представлением информации, а также с выдачей управляющих воздействий и информации на исполнительные и другие внешние устройства, должны программироваться на технологических языках.
Должна предусматриваться возможность сохранения исходных пользовательских программ на электронных носителях и при необходимости загрузки пользовательских программ через интерфейсные каналы в память контроллеров и в устройства верхнего уровня ПТК.
13 Сметная документация. Заказные спецификации
Заказная спецификация предназначена для: составления сводных заказных ведомостей, чтения проектной документации, подготовки и организации монтажных работ и т.д. По ней производится закупка приборов и средств автоматизации, необходимых для реализации решений, принятых при разработке технического проекта.
Заказные спецификации выполняются на стадиях «Рабочие чертежи» и «Технорабочий проект» и являются окончательными документами для заказа оборудования и материалов.
Заказные спецификации составляются на следующее оборудование и монтажные материалы:
-
приборы и средства автоматизации; -
средства вычислительной техники; -
электроаппаратуру; -
щиты и пульты; -
трубопроводную арматуру; -
кабели и провода; -
основные монтажные материалы и изделия (трубы, металлы, монтажные изделия); -
нестандартизированное оборудование.
В отличие от заявочных ведомостей в заказных спецификациях должны указываться исчерпывающие сведения, необходимые для заказа оборудования и материалов.
Заказную спецификацию на приборы и средства автоматизации составляют на основании функциональных и принципиальных схем. При этом приборы и средства автоматизации рекомендуется перечислять сгруппированными в следующие параметрические группы, температура, давление и разрежение, расход, количество и. уровень, состав и качество вещества, прочие приборы, регуляторы и комплектные устройства.
Приборы в каждой, группе записывают комплектами по каналам контроля и регулирования в следующем порядке: местные приборы (сначала показывающие, затем - регистрирующие, далее - сигнализирующие); дистанционные измерительные комплекты в той же последовательности; комплекты систем автоматического регулирования. В пределах контура запись приборов производят сначала с первичных приборов, затем идут промежуточные преобразователи, вторичные приборы, функциональные блоки, регуляторы, исполнительные механизмы.
Аппараты и устройства, поставляемые комплектно с приборами и регуляторами, состав которых определяется конкретными условиями технологических процессов и установок, включаются в спецификацию за соответствующими позициями оборудования после слов «Комплектно поставляются».
Позиционные обозначения, присвоенные приборам и средствам автоматизации в функциональных и принципиальных схемах в спецификации необходимо сохранять без изменения.
Оборудование подраздела «Агрегатные комплексы и средства вычислительной техники» записывают следующими группами: машины централизованного контроля, регулирования и управления(установки контроля, регулирования и управления; машины централизованного контроля; агрегатные комплексы пневмоавтоматики; комплексы электрических и электронных технических средств); вычислительные комплексы (вычислительные комплексы системы малых ЭВМ, микроЭВМ, волоконно-оптические системы передачи информации).
Заказная спецификация электроаппаратуры составляется на основании принципиальных электрических схем. Электроаппаратуре присваиваются обозначения, принятые в электрических схемах. Эту спецификацию выполняют в виде двух разделов: электроаппаратура, устанавливаемая на щитах и пультах; электроаппаратура, устанавливаемая вне щитов и пультов.
Спецификацию щитов и пультов составляют на основе функциональной схемы автоматизации, сборочных чертежей и монтажных схем щитов и пультов. В спецификацию включаются все щиты, пульты и их вспомогательные элементы, предусмотренные проектом. Щиты и пульты, поставляемые комплектно с технологическим оборудованием, включаются в спецификацию с примечанием «Имеется у заказчика» или «Поставляется комплектно с ...» (указывается оборудование).
Спецификация трубопроводной арматуры составляется на основании схем внешних электрических и трубных соединений и монтажных схем щитов. В спецификацию включается вся трубопроводная арматура, предусмотренная проектом автоматизации, за исключением регулирующих органов, учтенных в заказной спецификации приборов и средств автоматизации.
В заказную спецификацию трубопроводной арматуры в сводном виде включают следующие виды трубопроводной арматуры: регулирующие органы, поставляемые арматурными заводами; запорную арматуру с электрическим, пневматическим и гидравлическим приводами; запорную арматуру с ручным приводом.
Для составления заказной спецификации кабелей и проводов исходными документами являются схемы внешних электрических и трубных соединений, чертежи трасс и монтажные схемы щитов и пультов. В спецификацию включаются все кабели и провода, за исключением проводов для коммутации щитов и пультов. Провода и кабели включают в спецификацию следующими разделами: силовые кабели, контрольные кабели, коаксиальные кабели и провода, установочные провода, компенсационные провода. Кабели и провода одних марок, жильности и сечения вписываются в спецификацию под одним порядковым номером, а в графе «Количество» указывается их общая длина, состоящая из фактического количества по чертежам и дополнительной длины – 2 % кабеля, 9 % провода.
Кабели и провода включают в спецификацию в соответствии с указанными разделами в порядке возрастания числа жил и сечения.
Спецификация основных монтажных материалов составляется на основании схем внешних электрических и трубных соединений, чертежей трасс и монтажных схем щитов и пультов. Выполнять ее рекомендуется в следующем порядке: трубы, металлы (черные, цветные), материалы неметаллические, монтажные изделия (соединительные и протяжные коробки и т.п.), монтажные изделия и материалы и изделия для изготовления нестандартизированного оборудования.
В заказную спецификацию нестандартизированного оборудования включаются разрабатываемые в проекте автоматизации оборудование и изделия и вписываются их наименования и характеристики.
14 Моделирование существующей системы автоматизации технологического процесса
Для повышения качества регулирования основных технологических параметров требуется применение новых, более совершенных и перспективных подходов и методов по разработке и настройке САР. Методика отладки АСУ при использовании математического моделирования
В процессе разработки новой АСУТП основной задачей является правильный выбор САР и последующий расчет и анализ её характеристик. Так уже на этапе разработки структуры системы автоматического регулирования разработчики сталкиваются с проблемой выбора управляющих алгоритмов. Ключом к успешному решению данной проблемы является наличие исчерпывающей информации об объекте управления необходимой для создания его математической модели.
Интерфейс стыка с устройствами “СуперФлоу” и “Ирга-2” входит в Комплекс программ «ЗОНД», который работает на персональном компьютере типа IBM PC/AT или PC совместимом встраиваемом контроллере. Общая схема взаимодействия технических средств изображена на Рисунок 7.
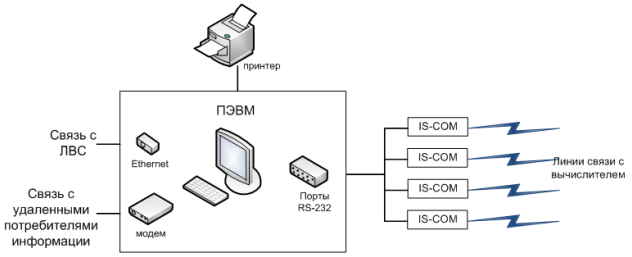
Рисунок 7- Комплекс технических средств пункта управления
Устройства сопряжения ISCOM могут быть объединены с помощью концентратора в группы, которые также могут быть объединены. В общей сложности логически на один канал связи RS-232 может быть подключено до 24 вычислителей “СуперФлоу”. В качестве компьютера с ПО «ЗОНД» возможно использование как обыкновенного персонального компьютера, так и встраиваемых процессорных модулей в составе системы телемеханики семейства «Магистраль» («Магистраль-2», «Магистраль-5. СЛТМ», «Магистраль-21») с установленным программным обеспечением «МикроЗонд».
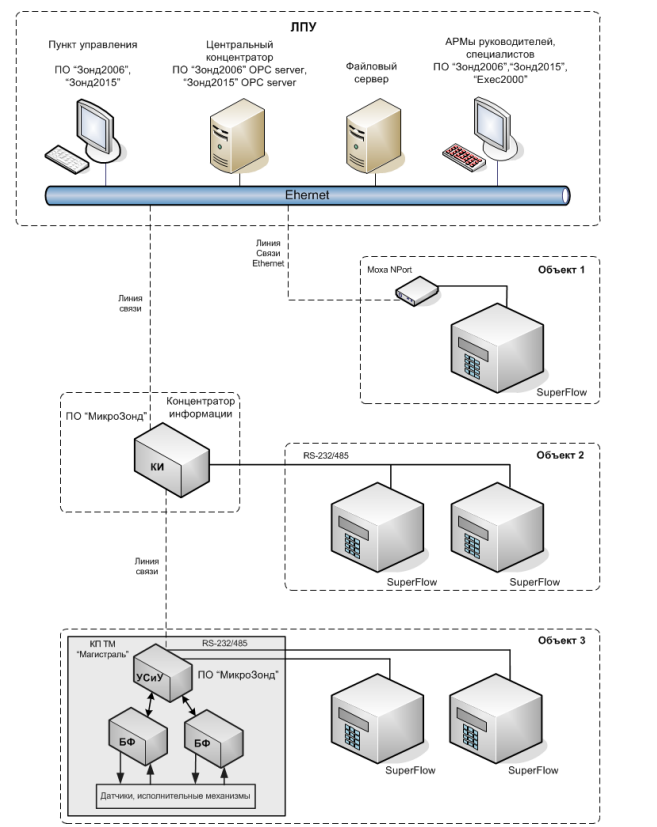
Рисунок 8 - Схема подключения устройств «СуперФлоу» к СЛТМ “Магистраль”
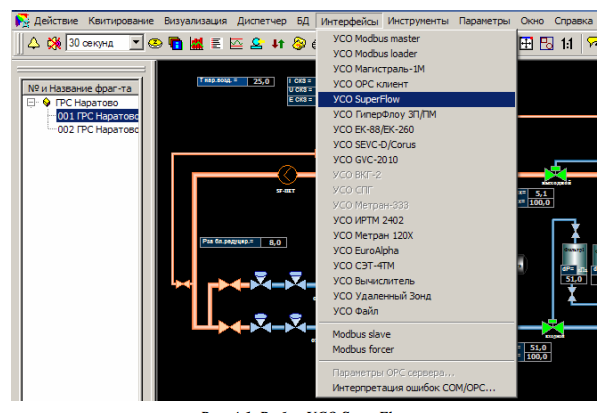
Рисунок 9 - Выбор УСО SuperFlow
Для вызова панели инженера следует в главном меню программы “Зонд2006” выбрать пункт меню «Интерфейсы» - «УСО SuperFlow»
15 Показатели надежности элементов систем автоматизации и управляющих систем
Надежность – это способность объекта (схемы) исполнять заданные функции на протяжении времени, обусловленные требованиями эксплуатации. Если на стадии проектировании не учесть надежность, то в реальных условиях разработанная схема управления может быть неработоспособной.
Вопрос надежности работы отдельных элементов регламентируется ГОСТ 27.002-83 «Надежность в техники, термины и определении».
Основное понятие в теории надежности отказ – это потеря работоспособности (полная или частичная), нарушение нормальной работы объекта (схемы), следствии чего его характеристики не удовлетворяют требований, которые перед ним ставятся.
Соответственно ГОСТ 27.002-83 понятие надежности может включать:
– безотказность – способность объекта сохранять работоспособность на протяжении определенного промежутка времени;
– долговечность – способность объекта сохранять работоспособность до граничного состояния при существующей системе технического обслуживания;
– ремонтопригодность – приспособления изготовления до предупреждения и выявления причин отключения и отказов, поломок их устранение путем проведения ТО и ТР;
– сохранность – способность изготовления быть исправным и работоспособным во время сохранения, транспортировки и ремонта.
К численным показателям надежности относятся: вероятность безотказной работы, интенсивность отказов, наработки на отказ, средний термин службы, средний термин сохранения и др.
Рассмотрим основные показатели надежности, по которым оцениваются элементы автоматики. При оценке надежности используется термин «отказ». Отказами в работе элемента называют как выход из строя, так и изменение его параметров, приводящее к неудовлетворительному выполнению элементов его функций. Отказы, как правило, появляются внезапно, случайно, т.е. подчиняются законам, свойственным случайным величинам. Их изучают с помощью математической статистики. Для количественной оценки надежности элементов автоматики обычно используют следующие показатели: P(t) - вероятность безотказной работы в течение заданного отрезка времени; X(t) - интенсивность отказов; Тср- среднее время безотказной работы.
Основной количественной характеристикой надежности является вероятность безотказной работы P(t) - вероятность того, что за время t не произойдет отказа в работе. Эта величина может находиться в пределах от 0 до 1.
Р(0) = 1;
P(∞)≤ P(t) ≤ 1.
На рисунке показан график функции P(t). Вероятность безотказной работы элемента автоматики можно определить по результатам испытаний большого количества одинаковых элементов в течение заданного промежутка времени t.P(t)=(N-n)/N,
где N - общее число испытанных элементов, п - число элементов, вышедших из строя за время испытаний.
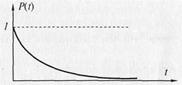
Рисунок 10 - Зависимость безотказной работы элемента от времени работы
Интенсивность отказов λ(t), или λ-характеристика, очень часто используется для количественной оценки надежности элементов и при расчете надежности системы автоматики, состоящей из нескольких элементов. Величину λ можно оценить, как отношение числа отказавших элементов к числу оставшихся к данному моменту времени работоспособными элементов, взятое за единицу времени. Обычно единицей измерения интенсивности отказов является число отказов в час. Типичная кривая интенсивности отказов в зависимости от времени эксплуатации для большого числа однотипных элементов, изготовленных на одном и том же заводе по одинаковой технологии, приведена на рисунке 11.