Файл: 1. Характеристика выбранного образца и общая технологическая схема его изготовления.doc
Добавлен: 05.12.2023
Просмотров: 38
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Комбинированный фотохимический способ изготовления форм
рисунок 6). Этот способ разработан на базе прямого и косвенного способов.
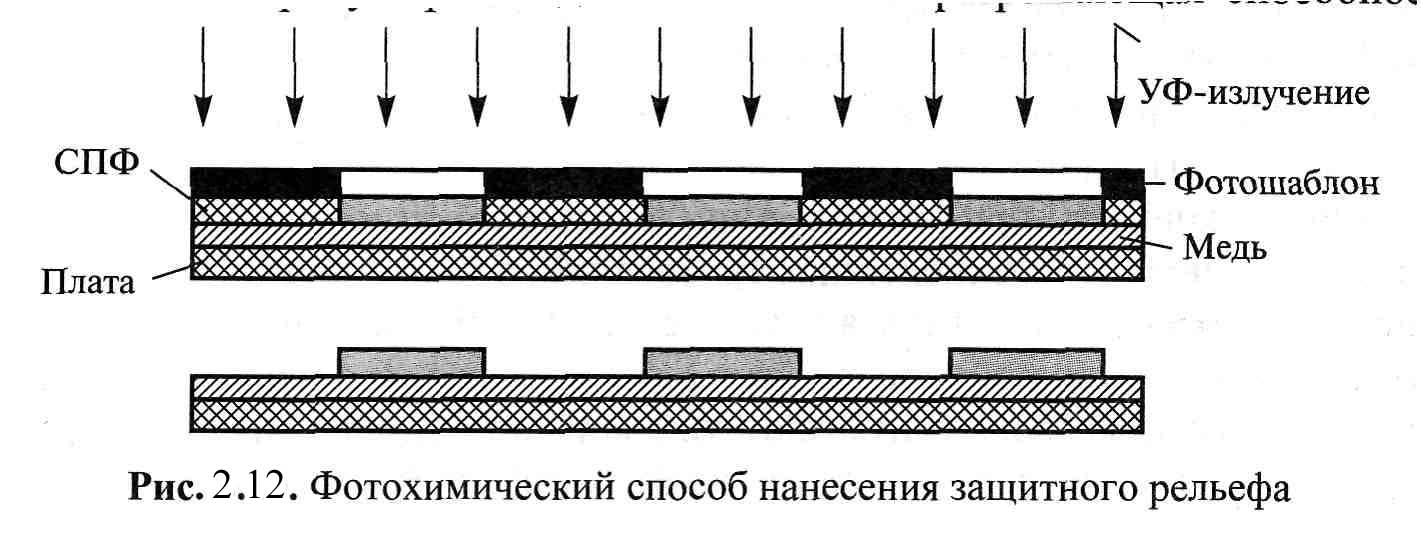
Рисунок 6- Комбинированный фотохимический способ изготовления форм
На рабочую сторону обезжиренной сухой сетки прикатывают пленочный неочувствленный материал, например на основе ПВС и желатины, и удаляют его подложку. Затем наносят на оборотную сторону сетки вспомогательный копировальный раствор. Этот раствор заполняет ячейки сетки и проникает в слой копировального материала. После высушивания и отделения полимерной основы на сетке получается копировальный светочувствительный слой с ровной рабочей поверхностью. Экспонирование и обработка копии осуществляется так же, как и при прямом способе.
Качество формы трафаретной печати характеризуют следующие ее основные показатели: репродукционно-графические свойства, стабильность ее размеров в процессе печатания, тиражестойкость. Эти показатели зависят как он способа изготовления форм, так и от применяемых сеток и состава копировального слоя.
Прямой способ изготовления форм – наиболее простой, дешевый, благодаря большой площади адгезионного контакта копировального слоя с сеткой обладает достаточно высокой тиражестойкостью (до 50 тыс. оттисков). При этом тиражестойкость форм может быть повышена за счет их химической металлизации (меднения) с последующим электролитическим наращиванием более износостойкого металла до нужной толщины.
Косвенный способ изготовления форм обеспечивает значительно лучшие репродукционно-графические характеристики как печатной формы, так и печатного процесса. Однако из-за малой площади адгезионного контакта копировального слоя к сетке, формы обладают в несколько раз меньшей тиражестойкостью (5-7 тыс. оттисков). Кроме того, технология этого способа в несколько раз сложнее и дороже прямого способа.
Комбинированный способ изготовления форм сочетает основные достоинства как прямого, так и косвенного способов. Ровная рабочая поверхность копировального слоя и хорошее закрепление его на сетке обеспечивает повышенную тиражестойкость (10-15 тыс. оттисков) и достаточно высокую графическую точность. Однако этот способ достаточно сложен.
2. Выбор технологии, материалов и оборудования для изготовления образца
2.1 Выбор технологий изготовления печатной формы и оборудования
При выборе оптимальной технологии для изготовления образца необходимо учитывать такие факторы, как вид запечатываемого материала, формат изделия, его линиатура, тираж. Учитывание данных параметров позволяет подобрать самую оптимальную технологию изготовления образца с наименьшими затратами на производство и обеспечивая лучшее качество выполнения.
При выборе оборудования следует руководствоваться его производительностью, качеством выполнения технологического процесса, степенью автоматизации производства, удобством обслуживания, энергоемкостью, качеством продукции.
Таблица2- Выбор технологий изготовления печатной формы и оборудования
| Назначение процесса | Возможные варианты | Выбранный вариант | Обоснование выбора |
| Изготовление печатной форм | -лазерное гравирование -фотохимическое маскирование металлической трафаретной сетки | фотохимическое маскирование металлической трафаретной сетки | Достаточно высокая тиражестойкость, способ наиболее дешевый |
| Изготовление фотоформы | -Фотомеханический - Термальный | фотомеханический | Обеспечивается большая тиражестойкость, высокая графическая точность |
| Экспонирование | - Комбинированное экспонирующее устройство «3 в 1» - Trendsetter Quantum VLF 5067F | Комбинированное экспонирующее устройство «3 в 1» | Трехфункциональное комбинированное устройство для экспонирования и сушки трафаретных печатных форм. Обеспечивает быстрое и качественное выполнение необходимых операций, экономит время в силу своей универсальности |
| Сшивание сетки в рулон и закрепление кольца | | | |
В полиграфии используется технология фотохимического маскирования металлической трафаретной сетки, суть которой заключается в создании на поверхности сетки маски, закрывающей отверстия на участках, которые соответствуют пробельным элементам формы. Данная технология в целом аналогична процессу изготовления плоских трафаретных форм и включает следующие основные этапы:
1. Нанесение на сетку светочувствительного копировального слоя.
2. Экспонирование копировального слоя через позитивную фотоформу, в процессе которого происходит его задубливание на участках, соответствующих пробельным элементам формы.
3. Удаление незадубленного копировального слоя с печатающих элементов формы.
Комбинированное экспонирующее устройство «3 в 1» — трехфункциональное комбинированное устройство для экспонирования и сушки трафаретных печатных форм. В одной конструкции объединены три устройства:
• копировальная рама;
• экспозиционная УФ-лампа;
• сушильная печь.
Устройство изготавливается в двух вариантах: с ручным и автоматическим открытием пневматической копировальной рамы. Оптически чистое стекло копировальной рамы обеспечивает 100% пропускание УФ-излучения; вакуумная антистатическая резина копировальной рамы; вакуумметр с дисплеем на пульте управления, позволяющий регулировать вакуум. Металл-галогенная лампа для экспонирования мощностью 5000 Вт с возможностью переключения на режим мощности 2000 Вт. Интегратор светового потока следит за его изменением и при необходимости автоматически корректирует время экспонирования. Три выдвижных ящика сушильного шкафа установлены на шарикоподшипниках; принудительная вентиляция горячего воздуха в сушильной печи. Удобный пульт управления; контроль с помощью микропроцессора; возможность занесения в память компьютера до 29 рабочих программ. Автоматический рабочий цикл; счетчик часов работы лампы. Верхнее вытяжное устройство для обеспечения движения воздуха в камере экспонирования.
Устройство Trendsetter VLF 5067F большого формата использует схему с внешним барабаном, форма при этом изгибается в том же направлении, что и при монтаже на формный цилиндр печатной машины. Модель Trendsetter VLF 5067F поддерживает любой формат форм (из допустимого диапазона), а значит, совместима с широким спектром печатных машин.
Trendsetter VLF 5067F использует инфракрасный источник излучения с длиной волны 830 nm. Термическое экспонирование форм гарантирует четкие края растровой точки, это обеспечивается физикой самого процесса, и приводит к значительному повышению качества пластин, что особенно заметно на работах, использующих высоколиниатурное и стохастическое растрирование.
Трафаретная форма Stork RotaMesh
RotaMesh - это нетканый материал из стопроцентного никеля. Уникальная гексагональная структура материала обеспечивает его высокую стабильность. С одной трафаретной формы можно напечатать до 500.000 метров полотна, что делает ее идеальной для печати длинных тиражей или повторно выполняемых заказов.
Уникальный и долговечный материал RotaMesh может многократно использоваться для изготовления новых форм (до 15 раз), позволяя снижать затраты на изготовление форм, особенно при коротких тиражах.
Материал RotaMesh изготавливают способом гальванопластики и состоит из чистого никеля. В результате получается уникальная прочная гексагональная структура исключительно высокой стабильности, обеспечивающая печать с идеальной приводкой. Такая стабильность позволяет печатать даже по широкому полотну.
Печатные формы на основе материала RotaMesh также долговечны. Нередко срок службы составляет примерно 500.000 метров запечатанной подложки, что означает меньше замен и меньше простоев. Это также делает формы RotaMesh идеальными для повторной печати тиражей. Можно до 15 раз повторно использовать один и тот же материал для изготовления форм с различным рисунком.
Печатные формы на основе материала RotaMesh могут спользоваться на скоростях до 125 м/мин, позволяя быстро и эффективно печатать заказы.
Уникальная форма отверстий материала RotaMesh обеспечивает вам постоянное стабильное качество. RotaMesh очень плоский со стороны ракеля, что сводит к минимуму износ самого материала и ракеля, продлевая срок их службы и снижая простои машины. Кроме того, отверстия шире со стороны печати, что улучшает условия переноса краски и, следовательно, повышает производительность.
Материал RotaMesh поставляется в готовом виде (цилиндр со сварным швом толщиной 0,3 мм) для требуемого раппорта (длины оттиска).
Длина раппорта равна длине окружности трафаретной формы. Диапазон длин - от 12 до 24 дюймов с шагом 1/8 дюйма. Ширина печати - от 10 (254 мм) до 24 дюймов (609,8 мм) и более.
Сетки имеют плетения: гладкое или полотняное(L) и саржевое (K)
Ширины сеток:
915 мм (36") - 1020 мм (40") - 1220 мм (48") - 1540 мм (60") самая большая ширина сетки:
2350 мм (90") Сетки SD/HD c нормальной прочностью SD применяются при нанесении небольшого слоя краски HD при более толстом слое красконанесения SD/AM – очень прочные сетки, активно используются при печати на солнечных батареях ED – тонкие сетки
2.2 Выбор формных материалов
При выборе материалов необходимо учитывать особенности образца, трудоемкость процесса, безопасность, экономические показатели, удобство использования выбранных материалов
Таблица 4 – Выбор формных материалов
| Наименование материала | Возможные варианты | Выбор материала | Обоснование выбора |
| Фототехническая пленка | AGFA: -HS -Recording HNS -Camera CD -DigiDot HND | Recording HNS | Сочетает в себе лучшие качества HN и HND типов фототехнической пленки. Совершенно новая эмульсия с повышенной светочувствительностью обладая высоким разрешением, при жесткой практически безореольной точке с равномерной плотностью на самых небольших элементах и высокой стабильностью результатов от партии к партии, позволяет получать качество близкое к CtP-формам и значительно экономить время оператора на калибровку |
| Растворы для обработки пленки | -Agfa Prima DP400 -K-CtP Developer -Agfa Energy developer -AGFA G101 c Developer | AGFA G101 c Developer | Концентрированный быстрообрабатывающий проявитель и регенератор. Используется как для ручной, так и для машинной обработки большинства имеющихся видов пленки для имиджсеттеров и фотонаборных устройств. |
| Сетка | - Полиамидные сетки - Полиэфирные сетки - Металлизированные полиэфирные - Металлические сетки | Металлическая сетка | Высокая механическая прочность, устойчива к воде, кислотам и щелочам, высокая сопротивляемость к истиранию |
| Копировальный слой | -слои на основе поливинилового спирта с введением латекса -фотополимеризующиеся слои | Фотополимеризу-ющиеся | Эти слои обладают стабильностью и продолжительностью срока службы композиций, хорошими репродукционно – графическими и физико – механическими показателями. |
| Проявители | - | Промывка водой | |
Расчет количества фотоформ для заданного формата:
V ф.п.л.=красочность*комплект*кол-во форм=
к=2 , k– красочность изделия
nфф= – число изделий на фотоформе
2) Макет монтажной формы
Формат изделия : 60х90мм.
Линия реза 3мм
В полиграфическом производстве на данный момент используют предварительно очувствленные монометаллические офсетные пластины различных фирм – производителей, таких как: Agfa (Германия), Fuji (Япония), Verona Lastra (Италия) и многие другие.
Предварительно очувствленные монометаллические офсетные пластины этих фирм характеризуются комплексной электрохимической подготовкой поверхности и высокой тиражестойкостью печатных форм, достигающей 100- 200 тысяч без термообработки копировального слоя при правильном соблюдении состава увлажняющего раствора. Печатная форма состоит из печатающих элементов (копировальный слой) и пробельных (зерненный оксидированный алюминий). Зернение необходимо для улучшения сцепления слоя с алюминием, удержания влаги и уменьшением направленного отражения света при копировке. И для сохранения растровой плотности. Оксидирование служит для увеличения твердости алюминия- повышения тиражестойкости. Копировальный слой состоит из смолы ОНХД- светочувствительного компонента и пигмента. Пигмент создает шероховатость копировального слоя.
Для печати данного тиража упаковки Londa Color maxi single используют офсетные пластины марки Agfa (Германия). По своим техническим показателям они намного лучше по технологическим показателям остальных, хотя и дороже по цене. Но при получении тиража после печати качество запечатанного листа будет на должном уровне при столь высокохудожественной работе.
Заключение
Трафаретная печать – это способ печати, позволяющий получать оттиск продавливанием краски через форму. В качестве такой печатной формы используется трафарет, он представляет собой тонкую сетку из шелка, синтетического материала или металлических нитей с нанесенным изображением. В большинстве случаев используется сетка из синтетических материалов или металлическая. Через открытые ячейки сетки краска наносится на запечатываемый материал. Таким образом, форма трафаретной печати – это комбинация сетки и шаблона.
Печатные и качественные свойства трафаретной сетки определяются материалом печати, его линеатурой – количеством нитей сетки, приходящимся на сантиметр ее длины – толщиной трафарета, степенью открытости сетки. В трафаретной печати можно использовать сетку с линиатурой от 10 до 200 нитей/см.