ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 05.12.2023
Просмотров: 136
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Циклді процесс жағдайында:
- бақыланатын параметрлер мен орындаушы приводтардың жағдайларының өзгеруімен сипатталатын циклді тактілергі бөлу.
Технологиялық такт – қосылған командалық (пернелер, кілттер), хабарлағаш (датчиктер) және орындаушы (электрлі, гидроприводты, электромагнитті, муфталы) комбинацияларының өзгеріссіз болған кезінде жұмысы кезіндегі соңғы интервал.
- алмасудың себебін білу қажеттілігі үшін апаттық және қалыпты жағдайларда бір тактіден екіншіге өтуінің анализі, ол дегеніміз командалық және орындаушы органдардың алмасуды шақыратын өзгерістерді табу;
- басқару объектісінің кірістері мен шығыстары арасындағы себеп-тергеу және логикалық жағдайларды технологияның талаптарына сай табу;
- формаланған графикалық функциялану алгоритмінің ұсынысын кесте, циклограмма, график және т.б. түрінде құру.
Үзіліссіз технологиялық процесс кезінде:
- технологиялық объектінің қосылуы, қалыпты жұмыс істеуі кезінде және тоқтатылуы кезіндегі операциялар тізбегінің сипаттамасы;
- бір режимнен екінші режимге өту, ол дегеніміз командалық және орындаушы органдардың жағдайларының өзгерісін табу.
3.4.2 Бақылауға қажетті кірістегі және шығыстағы технологиялық парметрлер қарастырады (егер олар жобалаудың тапсырмасында көрсетілмесе).
3.4.3 Кірістегі және шығыстағы параметрлер арасында тәуелділікті анықтайды, ол дегеніміз басқару объектісінің статикалық және динамикалық қасиеттерін анықтайды (АБТ (автоматты басқарудың теориясы) курсында айтылған методика бойынша, егер олар жобалаудың тапсырмасында көрсетілмесе).
Р
 еттеу объектісінің динамикалық қасиеттері туралы ұсыныс өтпелі процесс графиктерін береді (өтпелі сипаттамалар).
еттеу объектісінің динамикалық қасиеттері туралы ұсыныс өтпелі процесс графиктерін береді (өтпелі сипаттамалар). Өтпелі процесстің графигін салу үшін бау диаграмасы бар екіншілік приборда автоматтандырылған үзілісіз тіркеу мен бақылау жүргізеді немесе ЭЕМ-дағы сол шығыстағы шаманың мәніне to уақыты мезетінде 10-15% кірістегі шаманы өзгертеді. Ол кезде барлық кірістегі шамалар сол қалпы қала береді. Реттелетін параметрдің өтпелі процессі диаграммада to нүктесінен бастап орнатылған уақытқа дейін бір қисық түрінде көрсетіледі. Өтпелі процесстің сипаттамаларын алуды технологиялық процесстің әр түрлі жұмыс режимінде кірістегі шаманы секірмелі түрде бірнеше рет өзгертіп, кему жағына, алып отырады. Автоматты тіркеуді жүзеге асыруға болмаған жағдайда зерттеіп жатқан шығыстағы шаманың автоматтандырылған тіркеуі қолмен жүзеге асырылады.
Ж
 оғарыдағы графикте (3 сурет) өтпелі процесстердің әсер етушісі көрсетілген, to уақыт аралығында енгізілген, кірістегі шама өзгерісі Q. Ал төмендегі графикте шығыстағы параметрдің у уақыт бойынша өзгерісі көрсетілген, объектіге әсер ету барысында пайда болған. Шығыстағы параметр у бастапқы деңгейге аб қарағанда ид жаңа деңгейдегі У шамасына өзгерді.
оғарыдағы графикте (3 сурет) өтпелі процесстердің әсер етушісі көрсетілген, to уақыт аралығында енгізілген, кірістегі шама өзгерісі Q. Ал төмендегі графикте шығыстағы параметрдің у уақыт бойынша өзгерісі көрсетілген, объектіге әсер ету барысында пайда болған. Шығыстағы параметр у бастапқы деңгейге аб қарағанда ид жаңа деңгейдегі У шамасына өзгерді.  Объектінің динамикалық көрсеткіштерін бағалау үшін лж қисығын жүргізеді у-тің өзгеріс сызығына жанама жүргізіледі оның иілу орнында. кг бөлігі процесстің артта қалуын білдіреді; бұл т уақыты реттелетін параметрдің интенсивті түрде өзгеруіне дейін әсер ету моментінен бастап өткен уақыт:
Объектінің динамикалық көрсеткіштерін бағалау үшін лж қисығын жүргізеді у-тің өзгеріс сызығына жанама жүргізіледі оның иілу орнында. кг бөлігі процесстің артта қалуын білдіреді; бұл т уақыты реттелетін параметрдің интенсивті түрде өзгеруіне дейін әсер ету моментінен бастап өткен уақыт:Мұндағы то — транспортты кешігу (кебөлігі); тп—ауыспалы немес сыймдылықты кешігу, (егбөлігі). Өтпелі процесстің уақыты уақыт тұрақтысы То-мен белгіленеді.
3.4.4 Регулыторды таңдау және реттеу заңын анықтау.
Регуляторды таңдау кезінде негізгі тапсырма - реттеу объектісінің динамикалық қасиеттеріне қолдана алатын регуляторы бар реттеу заңын анықтау. Регуляторды таңдау үшін келесі түсініктерді қолдануға болады.
Екіпозициялы реттеуді кешігуі аз, тұрақты немесе өте аз өзгеретін жүк кезінде немесе мына шартқа сәйкес объектілерге қолданған жөн
Мұндағы т — объектінің толық кешігуі; То — объектінің уақыт тұрақтысы.
Өзіндік тегістеу қасиеті жоқ сыйымдылықты объектілірге екіпозициялы реттеу қолданылады. Реттеудің сапасы көбінде датчиктің сезімтал элементінің инерттілігіне тәуелді.
Көпсыйымдылықты объектілерде екіпозициялы реттеу реттелетін шаманың тұрақтылығына аз талаптандырылады.
П-реттеу орта сыйымдылықты, аздаған кешігуі бар және жүктің аздаған тербелісті объектілерде қолданылады. Ол өз қажеттілігін бірсыйымды және екісыйымды объектілерде табады.
Тербелмелі жүгі бар объектілерді реттеуге П-реттеу жарамайды.
И-реттеуді әр түрлі сыйымдылыққа ие жүктің баяу өзгерісі барларда өздік тегістеу объектілерінде қолданылады.
Реттеудің оптималды көрсеткіштері қалдық катесіз өздік тегістелу объектілерін реттеу кезінде қол жете алады, оларда уақыт тұрақтысы
То 2-40с аралығында жатады. Бүкіл ретттеу уақытының кешігуі тұрақты жылдамдықты И-реттеу деңгейді, температураны, қысымды реттегенде жағымды нәтижеге әкеледі, егер объект үлкен кешігуге және уақыт тұрақтысы көп емес болса. Реттеудің тұрақтылығын қамтамассыз ету мақсатында И-регулятор кейбір сезімтал емес зоналы болуы қажет.
ПИ-реттеуді кез келген сыйымдылықты объектілерде қолданады (соның ішінде көпсыйымдылықты), үлкен кешігілермен бірақ жүктіліктің баяу өзгерісі кезінде. Бұндай реттеу кезінде бұл тәуелділік рұқсат етілген
ПИД-реттеу кез келген сыйымдылықты объектілерде қолданылады, өте үлкен кешігумен және үлкен және тез өзгертілген жүктілік кезінде. Бұл регуляторларды мұндай осы қатынасқа сәйкес регуляторларда қолданған жөн
Импульсті регуляторларды кешігуі көп емес, орташа сыйымдылықты және тұрақты баяу өзгеретін жүктілік кезінде объектілерде қолдануға болады, сонда
Объектінің сыйымдылығы деп шығыстағы параметрдің белгілі бір мәніндегі энергия немесе заттың қоры аталады. Объектінің сыйымдылығы сыйымдылық коэффициентпен сипатталады, ол дегеніміз объектіге берілетін (немесе алынатын) және параметрдің шамасының өзгеруіне қажет бірлікпен реттелетін агент саны. Мысалы, бактағы су деңгейіе реттеу кезіндегі сыйымдылық коэффициентінің өлшем бірлігі м2 '[м3 /м (деңгейдің ұзындығы)]. Бактың сыйымдылық коэффициенті үлкен диаметрмен көп болады.
Әр түрлі диаметрлі ыдыстардағы деңгейдің өзгерісі аз диаметрлі ыдыста тез түседі. Сыйымдылық коэффициенті аз реттелетін объектілерде реттелетін парметрдің ауытқуы (басқа дұрыс шарттарда) коэффициенті көптерге қарағанда үлкен болады.
Қысымды реттеу кезінде сыйымдылық коэффициентін реттелетін объектідегі сұйықтық немесе газдың көлемін реттелетін қысымға бөліп табады. Температура реттелетін объектілерде сыйымдылық коэффициенті жылу мөлшерін температура мәніне немесе объектіге негізілетін жылу мөлшеріне қатынасы ретінде табылады, температура 1 градусқа өзгеу үшін.
Бір объектіде бернеше процесс бола алатындықтан, бұл объектінің сыйымдылығы мен сыйымдылық коэффициенті әр түрлі болуы мүмкін. Бірдей әсер ету кезінде, сыйымдылық коэффициенті аз болған сайын, реттелетін параметр тез өзгереді, және керісінше.
Реттеу объектілері бір бірінен сәйкес кедергілері бар технологиялық құрылғыларының әртүрлілігімен айырылады. Температураны реттеу кезінде бактағы сұйықтықтың деңгейін реттеу кезінде материалдық термиялық кедергісі болады — қосылған құбырлардың гидравликалық кедергісі және ілмектік арматура. Кедергі мен бір сыйымдылықтан құралған автоматтандырылған реттеу объектісін бірсыйымдылықты деп атайды. Бірнеше сыйымдылықты, реттеу процесіне қатысатын және арасында кедергімен ажыратылғандарды көпсыйымдылықты деп атайды.
Реттеу объектісінің өзіндік тегістелуі деп реттеліп отырған парметрдің мәні беруді өзгерткен жағдайда немесе тұтыну кезінде стабильді мәнге ұмтылатын реттеу объектісінің қасиеті.
Ыдыстың сұйықтыққа толу мысалында өзіндік тегістелу процессін қарастырайық. 1 насосымен берілетін сұйыұтық (94,а сурет), 3 багіне 2 трубкасы арқылы түседі, оның ұшы бактағы сұйықтықтың деңгейінен жоғары деңгейде орналасқан. Бактан сұйықтық 5 насосымен 4 трубкасы арқылы алынады. Келу Qn және шығын Qp балансының бұзылғаны жағдайында бактағы сұықтық мөлшері көтеріледі, бак толғанынша, немесе керісінше төмендейді, бактағы су біткенші. Бұл жағдайда процессте өзіндік тігстелу жоқ.
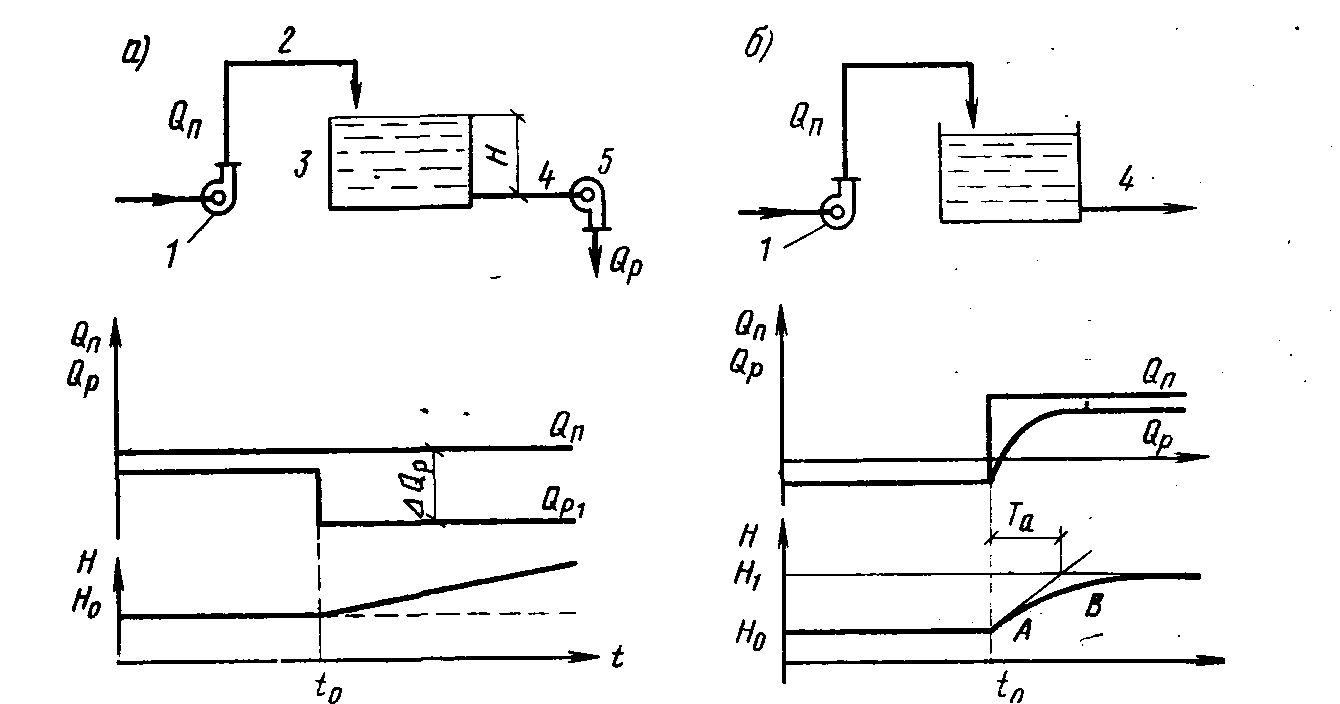
3.2 сурет - Процессі алдыңғы жағдайдағы сияқты су
3.2 суретте өзгертілген реттеу процессі алдыңғы жағдайдағы сияқты су бакқа 1 насосымен берілген жағдайда, бірақ бактың түбіне қосылған 4 трубкасы арқылы еркін түрде шығындай береді. Шығын мен беру теңдестірілменген жағдайда бактағы сұйықтықтың деңгейі өзгереді: егер беру шығыннан көп болса, деңгей көтеріледі. Бірақ гидростатикалық қысым көбею нәтижесінде шығын трубкасынан шығатын су мөлшері де көбееді. Біраз уақыт өте келе су деңгейінің көтерілгенінен кейін, шығын құйылудың көбеюіне әкеледі, тағы теңдестірілу байқалады, ал ары қарай бактағы су деңгейі толуды тоқтатады. Құйылу азайған кезде су деңгейі де шығы құйылым мөлшеріне тең болғанша, азая береді. Процесс тағ теңдстірілген жағдайға келеді. Сонымен, қарастырылған процесс өзіндік тігістелу қасиетіне ие болды.
Технологиялық процесстерге әсер етуші факторлар тепе-теңдікті бұзады. Бұл өзгеріс әр түрлі бола алады. Бұл жағдайда реттеліп отырған параметр әр бұзу кезінде жаңа мәнге: әсер еткеннен кейін құйылуға тең, қабылдап отырады. Басқа жағдайда параметр әсер еткеннен кейін үзіліссіз өзгеріп отырады. Бірінші жағдайда реттеу объектісі өзіндік тегістелу қасиетіне ие, ал екіншіде жоқ. Өзіндік тегістелудің болуы автоматтандырылған реттеу тапсырмасын әлдеқайда жеңілдетеді.
Кешігу—параметрдің басқа мәнге толығымен орнытылуы үшін қажет уақыт, инерттіліктін толық өту процессі. Кешігуді сыйымдылықты, өтпелі және қолдан-қолға жіберілетін (передаточное).
Сыйымдалақты кешігу деп реттелетін шаманың шығындалуы мен көбеюі кезіндегі объектінің сыйымдылығымен көрсетілетін немес жылулық пен гидравликалық кедергілердің өзгерісіндегі баяулықты атайды (мысалы, изоляциясы бар қабырға арқылы өтетін жылу; бұл кезде жылуды жіберу жылдамжығы көп болған сайын, кешігу де артады).
Қолма-қол жіберу кешігуі (Передаточное запаздывание) – жылу мен басқа фактордың қозғалысы кезінде беру орнынан өлшеу құралы орналасқан орынға дейін жету үшін белгілі бір уақыт қажет ететін реттелетені параметрдің өзгерісінің тоқтауы.
3.4.5 Технологиялық параметрлерді өлшеудің тәсілдерін қараытырады.
Мысалға:
- Температураны өлшеудің контактілі (манометрлі термометрлер, термопаралар, терпокедергілер және т.б. көмегімен) немесе контактісіз (пирометрлер көмегімен).
- Акустикалық, буектық, пъезометрлік, гидростатикалық, және т.б. деңгейді өлшеу тәсілдері.
- Индукциялық, ультрадыбыстық немесе шығынды стандартты сығушы құрылғылар көмегімен өлшеу және т.б.
Технологиялық параметрлердің өлшеу тәсілдері өлшеу жүргізілетін технологиялық орталардың қасиеттері арқылы анықталады, технологиялық процесстердің және қоршаған ортаның ерекшеліктері болып датчиктердің орналасу орны болады. Технологиялық параметрлердің осы не басқа түрлерін қолдану туралы ұсыныс және сәйкес приборларды қолдану «Автоматтандыру приборларын монтаждау және жөндеу» курсында берілген, сонымен қатар арнайы әдебиеттерде.
3.4.6 Технологиялық параметрлердің олардың өз номиналды мәндерінен мүмкін болатын шашуын анықтайды және осы мәліметтер бойынша өлшеу шектерін, датчиктер мен приборлардың дәлдік класстарын, сонымен қатар АЦП контролерінің және ЭЕМ-ге сигналдарды аналогты енгізу модульдерінің разрядтылығын анықтайды.
Датчиктер мен приборларды таңдау кезінде олардың өлшеу диапазонын өлшенетін параметрдің жоғары шегінен 10 - 15% көп болатынын алу қажет. Керісінше жағдайда шекті жағдайларда құрылғының тез істен шығуына алып келеді. Ал диапазоны жоғарғы не төменгі шектен 30% асатын датчиктер мен приборларды қолдансақ, онда өлшеу диапазонына тәуелді өлшеудің келтірілген қателігі үлкен болады.
Түрлендірудің дәлдігі критерилері, қанау шарттары, бағасынан басқа шығыстағы сигналдың сипаттамасына қарау қажет, бірақ шығыстағы сигналы бірыңғайлы (унифицированный) болған датчиктерді қолдану ұсынылады: