ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.12.2023
Просмотров: 126
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
- ГОСТ 9378-93 бойынша кедір-бұдырлық (салыстыру).
Өлшеу құралдары мен құралдары мезгіл-мезгіл, сондай-ақ жөндеуден кейін тиісті аспаптар мен құралдарға Н белгіленген мерзімде метрологиялық қызметтерде тексеруден өту керек.
Көрнекі және өлшеуіш бақылауды орындауға қойылатын талаптар. Құбырларды монтаждау кезінде көзбен шолу және өлшеу бақылауы,
тікелей монтаждау (жөндеу) орнында орындалады. Бұл ретте бақылауды орындайтын адамдардың бақылау жұмыстарын жүргізу орнына жақындауының ыңғайлылығы қамтамасыз етілуге, жұмыстарды қауіпсіз жүргізу үшін жағдайлар жасалуға тиіс.
Бақыланатын беттердің жарықтандырылуы ақауларды дұрыс анықтау үшін жеткілікті болуы тиіс және ГОСТ 23479-79 талаптарына сәйкес кемінде 500 Лк құрауы тиіс.
Бақылауды орындау үшін маманның көзіне жеткілікті шолу жасалуы керек. Бақылауға жататын бетті бақылау объектісінің жазықтығына 30-дан астам бұрышпен және 600 мм-ге дейінгі қашықтықтан қарау керек [32, 33].
Бақылауға Алынған бөлшектердің, дәнекерленген қосылыстардың беттерінің кедір-бұдырлығы, сондай-ақ дәнекерлеуге Дайындалған бөлшектердің (құрастыру бірліктерінің, бұйымдардың) жиектерін кесу беті Rz 80-ден аспауы тиіс [32, 33].
Объектілерді көзбен шолып және өлшеп бақылауға дайындауды монтаждауды немесе жөндеуді орындайтын кәсіпорындардың (ұйымдардың) бөлімшелері жүргізеді. Көзбен шолу және өлшеу бақылауын жүргізер алдында бақылау аймағындағы объектінің беті таза металдан тазартылуға тиіс коррозия, масштабтау, оқшаулау, кір, бояу, май, қож, балқытылған металл шашыратқыштары және бақылауды жүргізуге кедергі келтіретін басқа да ластаушы заттар. Тазарту аймағы кем дегенде 20 мм болуы керек (бірақ қабырғаның қалыңдығынан кем емес) және [31]:
- түйіспелі қосылыстарды дәнекерлеу кезінде-дәнекерленетін бөлшектердің шеттері мен беті;
- бұрыштық қосылыстарды дәнекерлеу кезінде-дәнекерленген бөлікке арналған тесіктің айналасындағы бет және тесіктің өзі, дәнекерленген бөліктің беті.
Дәнекерлеуге жиналған қосылысты өлшеу бақылауы ND немесе PKD талаптарына сәйкестігін тексеру үшін жүзеге асырылады [31]:
- қосылыстағы технологиялық алшақтықтың шамалары;
- жиналған бөлшектердің жиектерінің (ішкі және сыртқы) жылжу шамалары;
- қолғаптардың ұзындығы, биіктігі және олардың қосылыстың периметрі бойынша орналасуы;
- фитингтің асимметриясы және құбырдағы тесік;
- дәнекерлеуге жиналған тораптың геометриялық (сызықтық) өлшемдері (ПКД келісілген жағдайларда).
ВИК кезінде анықталған ақауларды ГОСТ Р ИСО 5817-2021 "балқыту арқылы алынған болаттан, никельден, титаннан және олардың қорытпаларынан дәнекерленген қосылыстар (дәнекерлеудің сәулелік тәсілдерін қоспағанда) сәйкес коассификациялау қажет. Сапа деңгейлері".
Көзбен шолып және өлшеп бақылау кезінде ақаулы дәнекерленетін бұйымдар жөндеуге жатады. Бақылау кезінде жарамсыз дәнекерлеуге жиналған қосылыстар олардың бастапқы сапасыз жиналуына себеп болған себептер жойылғаннан кейін қайта құрастырыла отырып, орналастыруға жатады [31].
3.4.2 Радиографиялық бақылау
Құбырлы кірпіктің дәнекерленген сақиналы буындары ГОСТ 7512-82 және жүз Газпром талаптарына сәйкес SP 105-34-96 [31] сәйкес рентгендік сәулелену әдістерімен бақыланады 2 - 2.4 - 083- 2006.
6-бөлімнің талаптарына сәйкес автоматты, жартылай автоматты және қолмен Электр доғалық дәнекерлеудің барлық түрлерімен орындалған газ құбырларының дәнекерленген қосылыстары радиографиялық бақылауға алынады.
Радиографиялық бақылау ұйым басшылығы бекіткен бақылаудың технологиялық картасына сәйкес жүргізіледі.
Радиографиялық бақылау кезінде ГОСТ 20426-82 көзделген иондаушы сәулелену көздерін пайдалану керек. Гамма-сәулелену көздерінің энергиясы, рентген түтігіндегі анодтық кернеу бақылаудың қажетті сезімталдығы, жұмыс өнімділігі және барлық қызмет көрсетуші персоналдың радиациялық қауіпсіздігі қамтамасыз етілетіндей етіп көрсетілетін бұйымдардың металының қалыңдығына және қолданылатын рентген пленкасының түріне қарай таңдалады.
Дәнекерленген қосылыстарды көрсету схемалары.
3.7-суретте көрсетілген схема бойынша сәулелену көзін бір орнату үшін ішке еркін кіруге болатын дәнекерленетін бұйымдардың сақиналы дәнекерленген тігістері бақыланады.
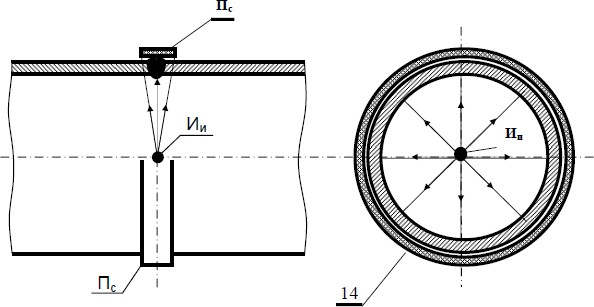
Қабылданған белгілер: ai-ішкі сәулелену көзі; PS-сыртқы пленка
3.7-сурет-бір сәулелену көзін орнату үшін сақиналы дәнекерлеуді панорамалық көрсету схемасы
Газ құбырларының сызықтық бөлігін схема бойынша (3.7-сурет) құбырішілік құрылғының ("кроулер") көмегімен бақылау ұсынылады, оның техникалық сипаттамалары келесі параметрлерге сүйене отырып таңдалады: құбырдың диаметрі; қабырғаның қалыңдығы; бақылаудың сезімталдығы; рентген пленкасының түрі; иондаушы сәулелену көзі; сызықтық бөліктің құрылыс қарқыны және т. б.
Радиографиялық бақылау жүргізу.
Көрнекі бақылаумен анықталған дәнекерлеу ақауларының кез келген түрін жойғаннан кейін дәнекерленген қосылысты белгілеу жүргізіледі. Дәнекерлеу тігісі жеке бөліктерге белгіленеді, дәнекерлеу кескінін оның түйісу периметрі бойынша орналасқан жеріне байланыстыру үшін әр суреттің белгілі бір реттілігі үшін нөмірлеудің басталуы мен бағыты белгіленеді.
Дәнекерленген қосылысты таңбалау құбырды оқшаулауға тапсырғанға дейін таңбалаудың сақталуын қамтамасыз ететін тез кептірілетін бояумен немесе металл бойынша маркермен орындалады. Егер бақылау кезінде қорғасын сандары бар өлшеу белдеуі қолданылса, онда жеткілікті пленканы (орамды) немесе пленкасы бар кассеталарды төсеу және төсеу бағытының бір белгісі.
Дәнекерленген түйіспеге (дәнекерленген түйісу учаскесінде) орнатылған қорғасын таңбалау белгілері жүйесімен дәнекерленген түйіспеге суреттерді байланыстыру үшін [31]:
- кассеталарды төсеу бағыты;
- фильм нөмірі;
- объектінің шифры (сипаттамасы) ;
- буын нөмірі;
- шифр (дәнекерлеушінің немесе бригаданың белгісі);
- шифр (дефектоскопист стигмасы);
- бақылау жүргізу күні.
Қарапайым қарындашпен немесе маркермен көрінгеннен кейін радиографиялық суреттерді келесі позициялар бойынша таңбалауға рұқсат етіледі [31]:
- фильм нөмірі;
- дәнекерлеушінің (немесе бригаданың) шифры (таңбасы);
- дефектоскописттің шифры (стигмасы).
Сондай-ақ, бақыланатын учаскелерде сезімталдық стандарттары орнатылуы керек, осылайша әр суретте эталонның толық бейнесі болады. Сақиналы дәнекерленген қосылыстарды панорамалық түрде көрсету кезінде сезімталдық стандарттарын дәнекерленген қосылыстың әрбір ширек шеңберіне бір-бірден орнатуға рұқсат етіледі [31].
Радиографиялық бақылауды жүргізу үшін "Моноскан 3"портативті импульсті рентген аппараты қолданылады.
Monoscan 3 портативті рентген аппараты жеңіл және шағын рентген аппараты болып табылады, бұл оны өте мобильді етеді. Рентген аппаратының корпусындағы қорғасын қорғанысы аппарат жұмыс істеп тұрған кезеңде сәулеленудің ағып кетуін барынша азайтады. Уақытты кешіктіру түймесі мен қашықтан басқару құралы операторға портативті рентген аппаратынан қауіпсіз қашықтықта болуға мүмкіндік береді
Жұмыс режимінде. Портативті рентген аппарат операторға жұмыстың басталуы туралы визуалды және дыбыстық индикатормен ЕСКЕРТЕДІ. Сонымен қатар, Моноскан-3 портативті рентген аппаратында радиоактивті материалдар жоқ [34].
Техникалық сипаттамалары Моноскан-3 портативті рентген аппараты 3.17 кестеде келтірілген.
3.17-кесте-техникалық сипаттамалары Моноскан-3 портативті рентген аппараты [34]
| Параметр | Мәні |
| Рентгендік сәулелену параметрі | |
| Жоғары кернеу импульсінің амплитудасы | 270 кВ |
| Рентгенография үшін қол жетімді Болаттың қалыңдығы | 35 мм |
| жоғары контрастты рентгендік пленкалардың көмегімен | 2,3 мР – 3,6 мР |
| 0,5 м қашықтықта 1 импульс үшін сәулелену дозасы | 3 мм |
| рентген түтігі | 18 В |
| Жұмыс әстеу қабілеті, импульстер | не менее 100 000 |
| Жұмыс температураларынң диапазоны | -23 ... +50 ºС |
| Массогабаритті сипаттамалары | |
| Масса | 5,7 кг |
| Ұзындығы/ аккумулятормен бірге | 360/415 мм |
| Ені | 110мм |
| Биіктігі | 180 мм |
| Қосымша параметрлер | |
| Рентген аппаратын қыздыру | не требуется |
| Қашықтан басқару пульті | есть |
| Штатив қосқышы | есть |
Моноскан - 3 портативті рентген аппараты жүйесінің сыртқы түрі 3.8-суретте көрсетілген.

3.8-сурет-Моноскан-3 портативті рентген аппараты [34]
3.4.3 Ультрадыбыстық бақылау
Ультрадыбыстық бақылау визуалды және өлшеуіш бақылау жүргізілгеннен кейін жүргізіледі.
Дәнекерленген қосылыстарды ультрадыбыстық бақылау МЕМСТ 14782-86 талаптарына, осы бөлімнің ережелеріне және әзірленген технологиялық бақылау картасына сәйкес орындалады.
Бақылау бақылаудың технологиялық карталары (технологиялық процестер) бойынша жүргізіледі.
Бақылау картасы осы регламенттің талаптарына сәйкес келуі, нөмірі болуы және нақты дәнекерленген қосылысты бақылау рәсімін егжей-тегжейлі көрсетуі тиіс.
Бақылау картасында бақылау объектісінің конструкциясы (құрастыру және дәнекерлеу технологиясындағы жіберілген ауытқуларды қоса алғанда), дыбыстау схемасы, тазалау аймағының ені, бақылаудың нақты параметрлері, аппаратура мен түрлендіргіштер, сезімталдықты баптау тәсілдері және бақылау нәтижелерін бағалау қағидалары мен нормаларындағы шағылыстырғыштардың параметрлері.
Бақылау карталарын 2-деңгейден төмен емес мамандар әзірлейді. Әрбір бақылау картасына оны әзірлеуші және бақылау қызметінің басшысы қол қоюы керек.
Пайдалану бақылауы жағдайында дәнекерленген қосылыстың конструкциясы туралы толық деректер болмаған кезде бақылау картасы дәнекерленген қосылыстың нақты геометриясын айқындауды ескере отырып жасалады.
Дәнекерленген қосылысты бақылауға дайындау.
Жік маңы аймағын кедергісіз сканерлеу үшін дәнекерленген қосылымға қол жеткізуді қамтамасыз етеді.
Тігістің екі жағындағы және оның бүкіл ұзындығы бойынша дәнекерленген түйіспелі қосылыстың жік маңы аймағы шаңнан, кірден, масштабтан, металдың қатып қалған шашырауынан, шұңқырлардан және басқа да бұзушылықтардан тазартылады.
Газ құбырының жік маңы аймағының бетін өңдеу тазалығы Rz 40-тан кем болмауы тиіс, толқындылығы 0,015 шамасынан аспауы тиіс [31].
Бақылау үшін ультрадыбыстық дефектоскоп A1214 сарапшысы қолданылады.
3.5 Технологиялық құжаттаманы әзірлеу
Жеке жұмыс орнында орындалатын операциялардың кез-келген жиынтығының технологиясына қойылатын негізгі талап-қажетті құрылғылар мен жабдықтарды қолдана отырып, олардың ұтымды реттілігі.
Бұл ретте сызбаның тиісті талаптарына, құрастыру дәлдігіне, қосылатын бөлшектерді құрастыру мен дәнекерлеудің ықтимал ең қысқа ұзақтығына, еңбек жағдайларын барынша жеңілдетуге, жұмыстардың қауіпсіздігін қамтамасыз етуге қол жеткізілуі тиіс. Осы талаптардың орындалуына қол жеткізіледі тиісті ұтымды құрастыру құрылғыларын, көтеру және тасымалдау құрылғыларын, құрастыру процестерін механикаландыруды қолдану.
Технологиялық процестердің дамуы [35]:
1. өнімді құрастыру бірліктеріне бөлу;
2. құрастыру-дәнекерлеу, слесарлық, бақылау және көлік операцияларының ұтымды реттілігін белгілеу;
3. жабдық түрлерін және дәнекерлеу әдістерін таңдау. Нәтижесінде қол жеткізу керек:
- мүмкін болатын ең аз еңбек сыйымдылығы;
- өндірістік циклдің минималды ұзақтығы;
- жұмысшылардың ең төменгі жалпы саны;
- қосалқы жабдықтардың өндірістік көлігін тиімді пайдалану;
- өндірістік энергияның мүмкін болатын ең аз шығыны.
Операциялық-Технологиялық карта нормативтік-техникалық құжаттама негізінде толтырылуы тиіс, оны алдын ала зерделеу қажет. Содан кейін табылған мәліметтерге сәйкес операциялық-Технологиялық карта толтырылады.
Құбырлардың айналмайтын сақиналы түйіспелі дәнекерленген қосылыстарының қорғаныш газында құрастыру және дәнекерлеудің операциялық-технологиялық картасы Б және В қосымшаларында келтірілген.
4 ЕҢБЕК ЖӘНЕ ҚОРШАҒАН ОРТАНЫ ҚОРҒАУ
4.1 Өндірістік ортаның анықталған зиянды факторларын талдау
Өндірістік жағдайлар, әдетте, қауіпті және зиянды факторлардың болуымен сипатталады. Біз осы жобаға қолданылатын факторларға талдау жасаймыз.
1. Жұмыс аймағының ауасының шаңдануы және газдануы.
Үй-жайдан тыс доғалық дәнекерлеу кезінде, яғни стационарлық емес жағдайларда және кейіннен рентгенографиялық бақылауда келесі қауіпті және зиянды факторлар анықталуы мүмкін [49]:
- жұмыс аймағының ауасының шаңдануы және газдануы;
- ультракүлгін және инфрақызыл сәулелену;
- жұмысшыға психофизиологиялық жүктемелер;
- өрт қаупі;
- электр тогының соғу қаупі.
Доғалық дәнекерлеуді қолдана отырып, кран торабын дайындау кезінде қоршаған ортаға құрамында 13,7% дейін марганец бар шаң (180 мг/м3 дейін), сондай-ақ СО2 0,5 – 0,6% дейін, СО – 160 мг/м3 дейін, азот оксидтері 8 мг/м3 дейін, озон-0,35 мг/м3 дейін бөлінеді. жұмыс аймағының ауасында аэрозольдер мен шаңды ұстау рұқсат етілген шекті концентрациядан аспайды, өйткені жұмыстар ашық ауада жүргізіледі және желдетуді қолдануды қажет етпейді. Үй-жайдан тыс ауаның радиолизі нәтижесінде пайда болатын Озон мен азот оксидтері қауіп төндірмейді, өйткені олар қоршаған ауаның үлкен көлемінде таралады.