Файл: Лекция 14 Подготовка кромок. Сборка деталей, определение величины зазора. Инструмент для выполнения измерений ушс3.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.12.2023
Просмотров: 202
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
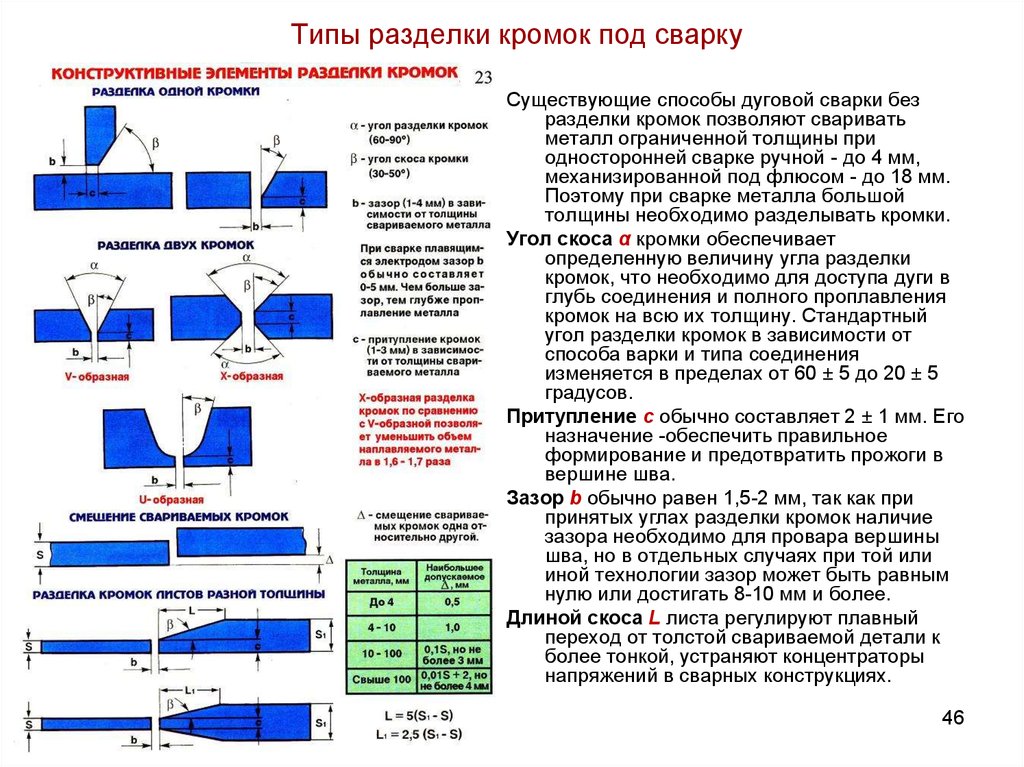
МДК 01.02 Техника и технология РД простых деталей неответственных конструкций. Дуговая резка простых деталей.
Лекция № 14: Подготовка кромок. Сборка деталей, определение величины зазора. Инструмент для выполнения измерений УШС-3.
Что такое шаблон сварщика
По сути, это универсальная линейка, объединяющая несколько градуированных шкал различного назначения, инструмент помогает контролировать до 11 параметров. Шаблон сварщика УШС-3 – один из четырех видов контролирующих приспособлений. Представляет собой металлическую пластину с передвигающейся линейкой-движком (второе название бегунок). Измеритель создан для индивидуального использования, чтобы каждый работник мог самостоятельно и оперативно контролировать шов, величину дефектов.

Шаблон сварщика предназначен для контролирования качества сварочного шва
На практике измерителем пользуются только начинающие, которые не научились на глазок выявлять возможные дефекты, определять качество получившегося соединения.
Устройство универсального шаблона сварщика УШС-3
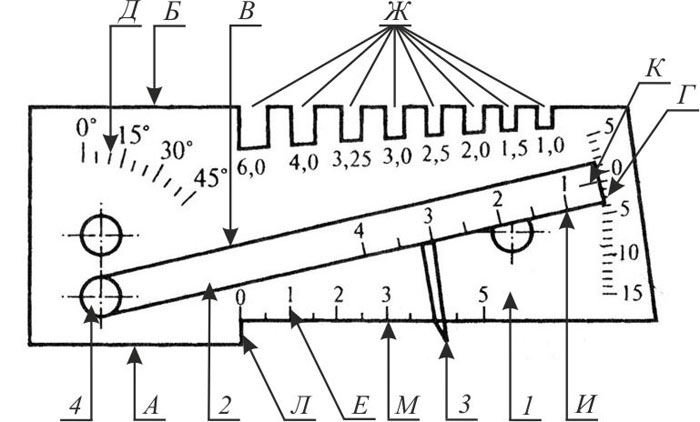
Стоит подробно рассмотреть основные элементы измерителя, конструктивно соответствующего регламенту стандарта, главные составляющие:
-
измерительной панели (1), расположенной у основания инструмента; -
движка или бегунка (2), представляющего собой прямоугольную металлическую полосу, закрепленную на поворотной оси (4); -
стрелочный указатель (3) – это небольшой стержень с заостренным кончиком, закрепленный на бегунке с небольшим отступлением от края.
Общий вид УШС-3
Для простоты пользования универсальным шаблоном сварщика УШС-3 определены условные обозначения элементов:
-
установочная плоскость, которую примыкают к поверхности одной из свариваемых заготовок (обычно указывается буквой А); -
плоскость Б, на нее измеритель устанавливают для измерения угловых параметров; -
подвижный указатель В; -
измерительная шкала, указывает линейные величины Г.
Отдельно следует рассмотреть предназначение каждой шкалы:
-
Д – для угловых измерений; -
Е – параметров шовного валика (измерителем определяют ширину и притупление шва); -
И – для определения стыкового зазора между устанавливаемые под сварку деталями.
Какие параметры можно контролировать
Стандартизированный инструмент входит в набор контролеров для визуального метода исследования сварных соединений. Универсальным шаблоном сварщика 3 проверяют до 11 параметров, контролируют положение заготовок (определяют зазор, сдвиг деталей относительно линии горизонта), подготовку к сварке (измеряют скос кромок).
У сварного шва контролируют:
-
размер дефектов (глубину) и стыкового усиления; -
основные параметры шовного валика (выпуклость и вогнутость), притупление; -
подрез основания шва (несовпадение катета запланированному положению).
Диапазон измерений – по углам до 45°, по ширине и глубине до 50 мм.
Как пользоваться УШС-3
Сначала следует измеритель проверить, на поверхности не должно быть загрязнений, следов технологических жидкостей, масла, окалины.
Важно!
Универсальный шаблон сварщика УШС-3 всегда располагают перпендикулярно поверхности детали, торцевым краем.
Универсальный шаблон сварщика необходим:
-
Для проверки притупления кромок деталей УШС-3 устанавливают верхним торцом вниз, двигающуюся часть опускают до соприкосновения с кромочной поверхностью. На шкале (она расположена в правой стороне) по оси вращения путем совмещения риски с отметкой определяют угол разделки.
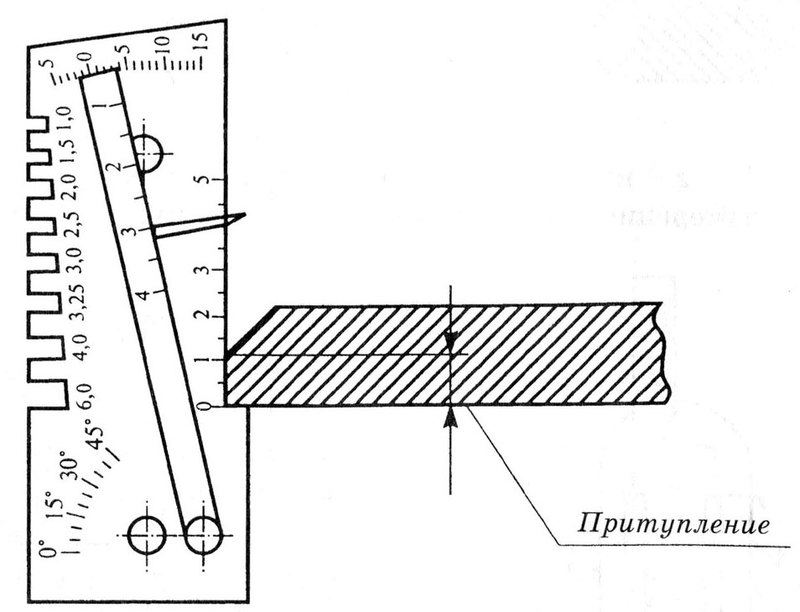
Измерение притупления кромок деталей
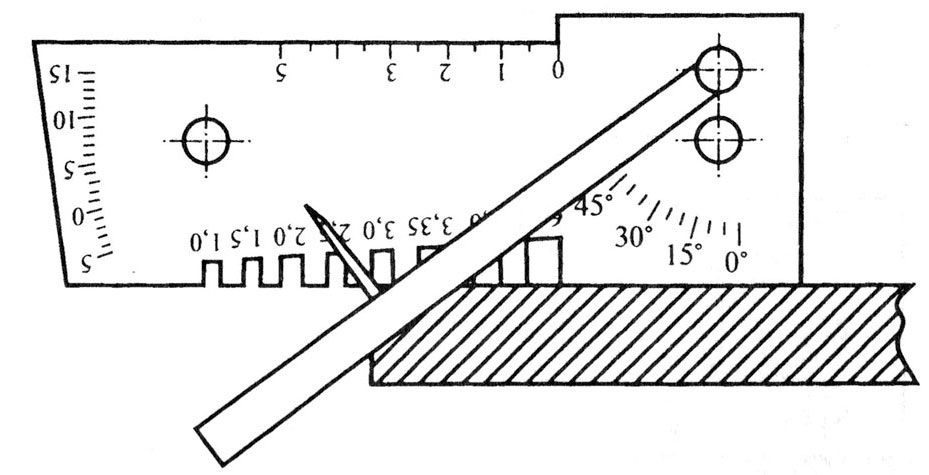
Измерение угла разделки кромки
-
Зазор при укладке заготовок проверяют, перемещая клиновидную часть бегунка в пространство между свариваемыми элементами, по положению движка по шкале точно определяют зазор между сопрягаемыми поверхностями. Измеритель поворачивают под прямым углом к оси будущего шва.
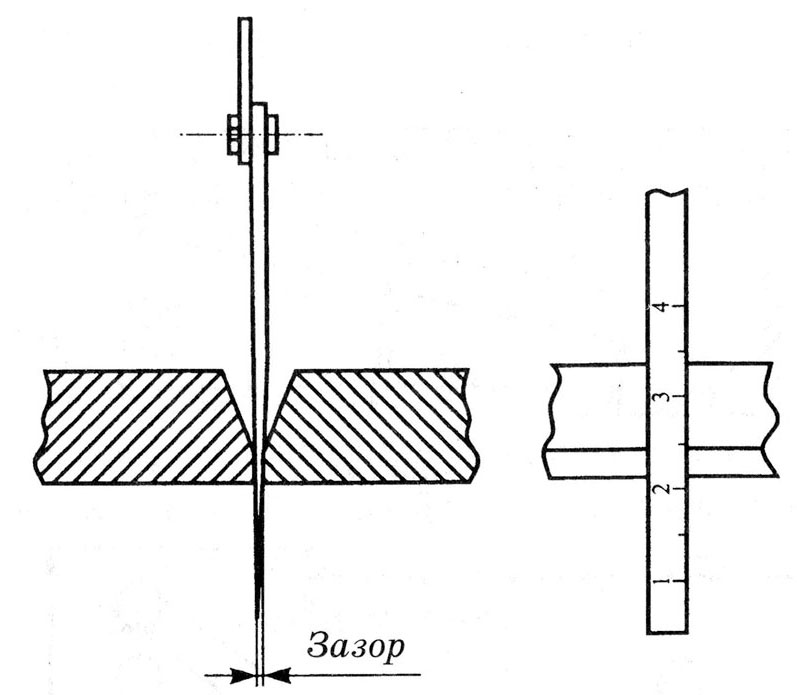
Измерение зазора между заготовками
-
Смещение кромок на стыковом соединении контролируют, разместив УШС-3 перпендикулярно на одной из деталей (той, которая кажется выше) лицевой стороной к себе. По положению движка считывают результат.
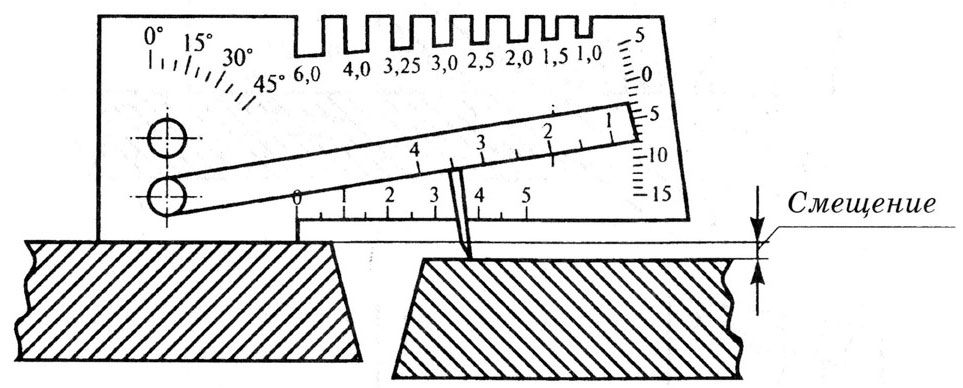
Измерение смещения стыкового соединения
-
Усиление стыкового или углового соединения (высоту шва, глубину дефектов) измеряют по правой шкале, двигая бегунок до контакта с самой высокой частью шовного валика. -
Подрезы или западания определяют по правой шкале. УШС-3 упирают основанием на деталь, подвижную часть шаблона опускают до подреза между валиками швов. Выпуклость или вогнутость проверяют по максимальной точке. Угол наклона шаблона к поверхности детали значения не имеет, только для контроля коротких швов измерительную поверхность устанавливают под прямым углом.
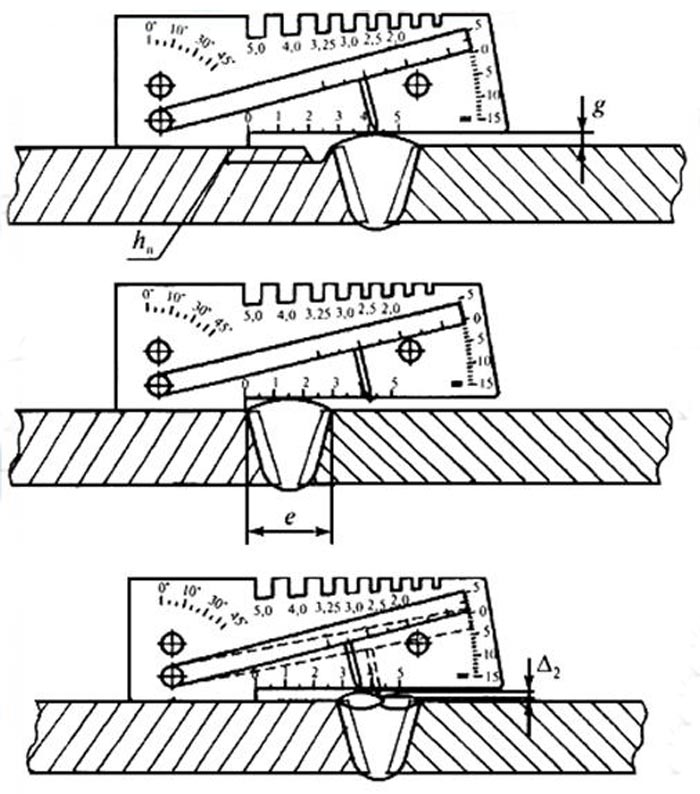
Измерение высоты и глубины швов и дефектов
-
Диаметр сварочных электродов, присадочной проволоки, толщины кромок уточняют с помощью пазов в верхней части универсального измерителя. Погрешность измерений 1 мм.
Видеоролик: https://www.youtube.com/watch?time_continue=197&v=bZ5_7V9zFHU&feature=emb_logo
https://www.youtube.com/watch?time_continue=422&v=TGPrXdm0Ng8&feature=emb_logo
Лекция № 15: Сборочно-сварочные приспособления
Приспособления для сварки являются важным элементом для успешного выполнения работ. При помощи этих вспомогательных элементов производится фиксация соединяемых деталей по заданным параметрам.
О том, какими бывают сборочно-сварочные инструменты для угловых соединений, приспособы для работ под прямым углом и другие виды приспособлений начинающему сварщику стоит узнать более подробно.


Установочные механизмы
Вспомогательные приспособления для сварки, используемые при расположении деталей в заданных точках, необходимы для решения важных задач. Они могут иметь разные типы конструкций, особенности фиксации, области применения. Сварочно-сборочные элементы для угловых соединений, цилиндрических форм, крепления новых элементов к уже существующим деталям и называются установочными механизмами.
Все они подразделяются на 4 основные группы.
Уголки
При подготовке к сварке деталей под углом в конструкцию включаются угольники. Эти установочные механизмы обеспечивают правильное положение элементов относительно друг друга. Стандартные варианты уголков позволяют выполнять крепление под 90, 60, 45 и 30 градусов. Наиболее удобными считаются те варианты, что имеют поворотные грани. В этом случае угол крепления можно менять, устанавливая желаемый для размещения.

Упоры
Эти установочные механизмы представляют собой пластины или бруски, закрепляемые в конструкции на постоянной или временной основе. Упоры помогают зафиксировать привариваемые элементы по базовым поверхностям. Согласно действующей классификации они бывают постоянными — несъемными, крепящимися на отведенном для них месте стационарно.
Выделяют также съемные и поворотные или откидные упоры. Они не крепятся на постоянной основе, по завершении работ убираются.
Такое использование обычно обусловлено конструктивными особенностями детали, в которой упор нужен только на период сборки.
