Файл: Подтверждение соответствия. Сертификация Глава 7 Сущность и содержание сертификации.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.12.2023
Просмотров: 144
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Рисунки 47 -Варианты диаграмм разброса
Расслаивание (стратификация (послойный анализ))
Метод расслоения применяют для выяснения причин разброса характеристик изделий. Суть метода заключается в разделении (расслоении) полученных характеристик в зависимости от квалификации работников, качества исходных материалов, методов работ, характеристик оборудования и т.д. При этом определяют влияние того или иного фактора на характеристики изделия, что позволяет принять необходимые меры.
Применение различных способов расслаивания зависит от конкретных задач. В производстве часто используется способ, называемый 4М, учитывающий факторы, зависящие от: человека (man); машины (machine); материала (material); метода (method).
То есть расслаивание можно осуществить так:
- по исполнителям (по полу, стажу работы, квалификации и т.д.);
- по машинам и оборудованию (по новому или старому, марке, типу и т.д.);
- по материалу (по месту производства, партии, виду, качеству сырья и т.д.);
- по способу производства (по температуре, технологическому приему и т.д.).
В торговле может быть расслаивание по районам, фирмам, продавцам, видам товара, сезонам.
Метод расслаивания в чистом виде применяется при расчете стоимости изделия, когда требуется оценка прямых и косвенных расходов отдельно по изделиям и партиям, при оценке прибыли от продажи изделий отдельно по клиентам и по изделиям и т.д. Расслаивание также используется в случае применения других статистических методов: при построении причинно-следственных диаграмм, диаграмм Парето, гистограмм и контрольных карт.
Контрольные карты
Контрольные карты используют для оценки того, находится или не находится производственный процесс в статистически управляемом (стабильном) состоянии, путем сравнения значений отдельных статистических данных из серии выборок или подгрупп с вычисленными или заданными контрольными границами.
Целью ведения контрольных карт – обнаружить неестественные изменения в данных, получаемых в ходе процесса и дать критерии для обнаружения отсутствия статистической управляемости.
В статистическом управлении процессами
, в зависимости от типа контролируемого признака, контрольные карты подразделяют на два основных вида (рисунок 48):
- контрольные карты для количественных показателей (данных);
- контрольные карты для альтернативных (качественных) показателей.
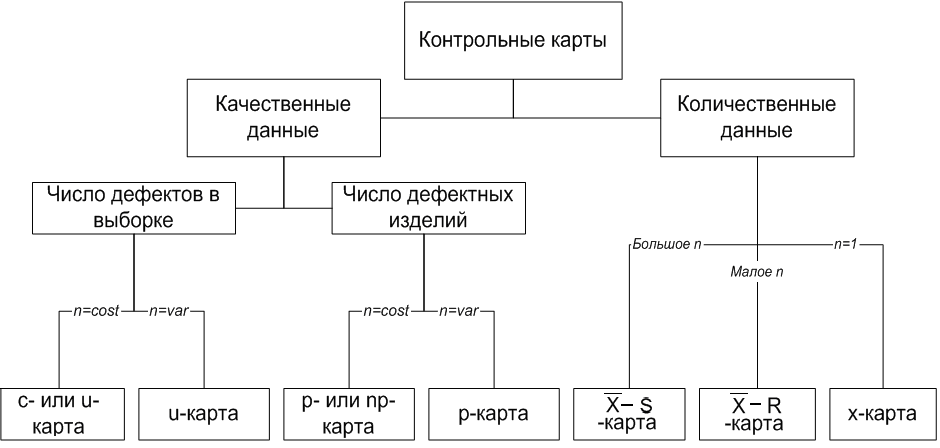
Рисунок 48 - Схема с классификации контрольных карт Шухарта.
Количественные показатели – данные, получаемые в результате измерения какого-либо параметра процесса или показателя качества продукции (температура электролита в градусах Цельсия, уровень металла в сантиметрах и т.п.)
Альтернативные (качественные) показатели – данные, получаемые в результате подсчета числа случаев или событий, возникающих в определенный период времени или в результате подсчета числа объектов обладающих или не обладающих каким-либо свойством или признаком в контролируемой совокупности (общее число случаев неисправностей оборудования за определенный период времени, число технологических нарушений, совершенных персоналом в течение смены, за неделю, месяц или другой период и т.п.).
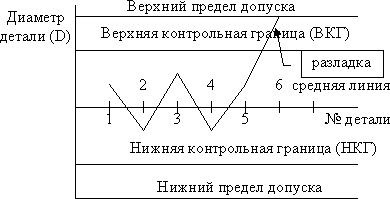
Рисунок 49 - Пример контрольной карты