Файл: Подтверждение соответствия. Сертификация Глава 7 Сущность и содержание сертификации.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.12.2023
Просмотров: 142
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
| № п/п | Классификационный признак | Виды технического контроля |
| 1 | По назначению | - входной (продукции от поставщиков); - производственный; - инспекционный (контроль контроля). |
| 2 | По стадиям технологического процесса | - операционный (в процессе изготовления); - приемочный (готовой продукции). |
| 3 | По методам контроля | - технический осмотр (визуальный); - измерительный; регистрационный; - статистический. |
| 4 | По полноте охвата контролем производственного процесса | - сплошной; - выборочный; - летучий; - непрерывный; - периодический. |
| 5 | По механизации контрольных операций | - ручной; - механизированный; - полуавтоматический; - автоматический. |
| 6 | По влиянию на ход обработки | - пассивный контроль (с остановкой процесса обработки и после обработки); - активный контроль (контроль во время обработки и остановка процесса при достижении необходимого параметра); - активный контроль с автоматической подналадкой оборудования. |
| 7 | По измерению зависимых и независимых допустимых отклонений | - измерение действительных отклонений; - измерение предельных отклонений с помощью проходимых и непроходимых калибров. |
| 8 | В зависимости от объекта контроля | - контроль качества продукции; - контроль товарной и сопроводительной документации; - контроль технологического процесса; - контроль средств технологического оснащения; - контроль технологической дисциплины; - контроль квалификации исполнителей; - контроль прохождения рекламаций; - контроль соблюдения требований эксплуатации. |
| 9 | По влиянию на возможность последующего использования | - разрушающий; - неразрушающий. |
Особым видом контроля являются испытания готовой продукции.
Испытание – это определение или исследование одной или нескольких характеристик изделия под воздействием совокупности физических, химических, природных или эксплуатационных факторов и условий. Испытания проводятся по соответствующим программам. В зависимости от целей существуют следующие основные виды испытаний:
- предварительные испытания – испытания опытных образцов для определения возможности приемочных испытаний;
- приемочные испытания – испытания опытных образцов для определения возможности их постановки на производство;
- приемо-сдаточные испытания – испытания каждого изделия для определения возможности его поставки заказчику;
- периодические испытания – испытания, которые проводят 1 раз в 3-5 лет для проверки стабильности технологии производства;
- типовые испытания – испытания серийных изделий после внесения существенных изменений в конструкцию или технологию.
Точность измерительного и испытательного оборудования влияет на достоверность оценки качества, поэтому обеспечение его качества особенно важно.
8.5 Статистические методы контроля качества
Для анализа результатов контроля качества при крупносерийном и массовом производстве широкое распространение получили методы статистического контроля качества. Наиболее известными среди них стали «семь инструментов контроля качества», которые сначала широко применялись в кружках качества Японии, а затем и в других странах благодаря своей эффективности и доступности для рядовых работников предприятия.
В состав «семи инструментов»:
- диаграмма Парето;
- причинно-следственная диаграмма;
- контрольные лист;
- графически;
- метод расслоения;
- диаграмма разброса;
- контрольные карты.
Диаграмма Парето
Диаграмма Парето представляет собой столбиковую диаграмму, в которой каждый столбик отражает относительный вклад в проблему отдельного фактора, причем все они расположены в убывающем порядке слева направо.
При построении диаграммы Парето целесообразно воспользоваться разными способами классификации и составлять различные диаграммы Парето.
Одним из способов классификации данных может служить классификация числа несоответствий по их типам. Например, общее число всех несоответствий или нарушений технологии электролиза можно классифицировать на следующие типы или виды:
- отклонения по уровню электролита;
- отклонения по температуре электролита;
- отклонения по составу электролита;
- отклонения по уровню металла;
- отклонения по частоте анодных эффектов.
Другим способом классификации проблем может служить их классификация по источникам их возникновения. Например, общее число отклонений или нарушений требований технологической документации классифицируется по различным корпусам электролиза.
Различают два вида диаграмм Парето:
- Диаграммы по результатам деятельности;
- Диаграммы по причинам.
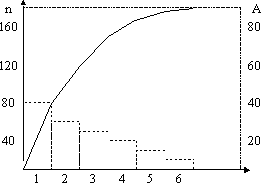
Рисунок 40 - Пример диаграммы Парето
Диаграмма причин и результатов
Диаграмма, которая показывает отношение между показателем качества и воздействующими на него факторами.
Диаграмма причин и результатов имеет несколько названий, что связано с ее внешним видом. Ее называют диаграммой «рыбий скелет», или диаграммой «деревом», или диаграммой «речных притоков» или диаграммой Исикавы по имени профессора токийского университета, являющегося ее разработчиком. Диаграмма причин и результатов позволяет в графической форме изобразить потенциальные причины только одной проблемы.
Причинно-следственная диаграмма применяется, как правило, при анализе дефектов, приводящих к наибольшим потерям.
Она позволяет выявить причины таких дефектов и сосредоточиться на устранении этих причин. При этом анализируются четыре основных причинных фактора: человек, машина (оборудование), материал и метод работ.
Причинно-следственная диаграмма позволяет начать работу со следствия – проблемы и создать структурированный список возможных причин.
Существует два подхода к построению диаграммы «рыбий скелет», использующие следующие методы генерации причин:
- Метод пять «Почему?». При этом подходе анализируемая проблема изображается справа, у острия большой стрелки. Категории возможных причин представляются в виде больших костей рыбьего скелета. Далее используется методология «пять «Почему?»» и анализируется каждая большая косточка друг за другом. Вопрос «почему?» задается последовательно от большой косточки до самой мелкой до тех пор, пока не будут выяснены коренные причины проблемы. Обычно для этого достаточно найти ответ на пять «почему?».
- Метод мозгового штурма. Все возможные причины выявляются методом мозгового штурма и включаются в список в порядке поступления. Затем все эти причины разбиваются на категории и наносятся на схему.
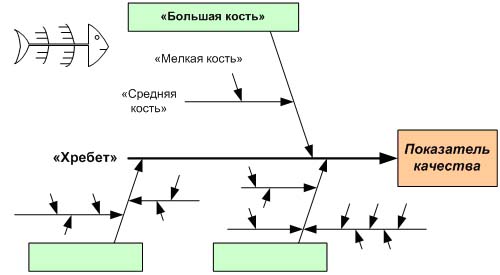
Рисунок 41 - Структура диаграммы причин и результатов
Конечный вид диаграммы получается одним и тем же вне зависимости от выбранного способа генерации причин.
Контрольный листок
Контрольный листок ‑ бумажный бланк, на котором заранее напечатаны контролируемые параметры, так, чтобы можно было легко и точно записать данные измерений.
Используется при проведении текущего контроля сырья, полуфабрикатов, заготовок, деталей, готовой продукции и т. д., при анализе брака, при анализе оборудования и технологического процесса и т. д. Форма листков разрабатывается в зависимости от поставленной задачи с целью сбора конкретных данных, необходимых и достаточных для решения поставленного вопроса.
Графики
Графическое представление данных широко применяется в производственной практике для наглядности и облегчения понимания смысла данных. Различают следующие виды графиков:
А). График, представляющий собой ломаную линию (рисунок 42), применяется, например, для выражения изменения каких-либо данных с течением времени.
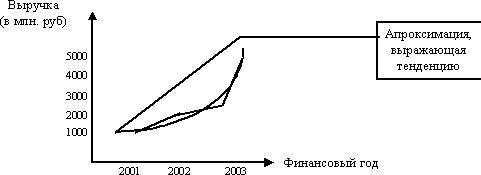
Рисунок 42 - Пример «ломаного» графика и его аппроксимации
Б) Круговой и ленточный графики (рисунок 43 и 44) применяются для выражения процентного соотношения рассматриваемых данных.
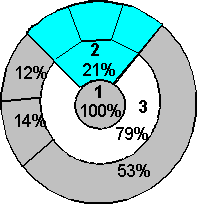
Рисунок 43 - Пример кругового графика
Соотношение составляющих себестоимости производства:
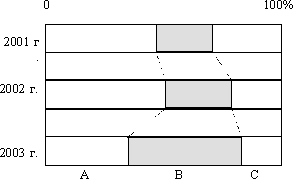
Рисунок 44 Пример ленточного графика
В). Z-образный график (рисунок 45) применяется для выражения условий достижений данных значений. Например, для оценки общей тенденции при регистрации по месяцам фактических данных (объём сбыта, объём производства и т.д.)
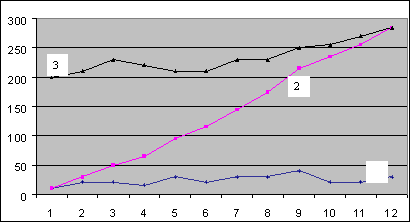
Рисунок 45 - Пример Z-образного графика
Г). Столбчатый график (рисунок 46) представляет количественную зависимость, выражаемую высотой столбика, таких факторов, как себестоимость изделия от его вида, сумма потерь в результате брака от процесса и т.д. Разновидности столбчатого графика – гистограмма и диаграмма Парето. При построении графика по оси ординат откладывают количество факторов, влияющих на изучаемый процесс (в данном случае изучение стимулов к покупке изделий). По оси абсцисс – факторы, каждому из которых соответствует высота столбика, зависящая от числа (частоты) проявления данного фактора.
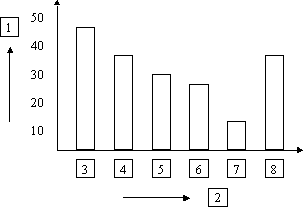
Рисунок 46 - Пример столбчатого графика
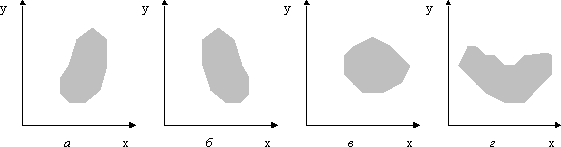
Диаграмма разброса
Диаграмма разброса (корреляционная диаграмма) строится как график зависимости между параметрами, что позволяет определить, есть ли взаимосвязь между этими параметрами, Если такая взаимосвязь существует, можно устранить отклонение одного параметра, воздействуя на другой.
Применяется для выявления зависимости одних показателей от других. Корреляция является методом для распутывания причинно‑ следственных связей. Применение этого метода требует особой аккуратности при выполнении эксперимента. С помощью корреляции можно, например, установить зависимость точности обработки изделия от точностных параметров станка, различных параметров инструмента, определить зависимость микроструктуры металла от различных параметров электропечи, выяснить зависимость толщины покрытия от концентрации электролита и т. д.