ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.12.2023
Просмотров: 153
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
соответствующим трубопроводам на пункт подготовки воды и далее в систему поддержания пластового давления (ППД), а попутный газ в в систему сбора и подготовки газа.
Доведение нефти до товарной кондиции осуществляется в цехе подготовки и перекачки нефти (ЦППН).
Основным способом подготовки нефти является термохимическое отстаивание, в процессе которого продукция нагревается до температуры 70- 900С, в неё вводится деэмульгатор и она проходит несколько ступеней сепарации.
Учитывая многообразие свойств пластовой продукции, система подготовки нефти и применяемое технологическое оборудование для различных объектов разработки могут существенно отличаться.
Схемы технологических цепей системы подготовки нефти приведены на рис.1,2.
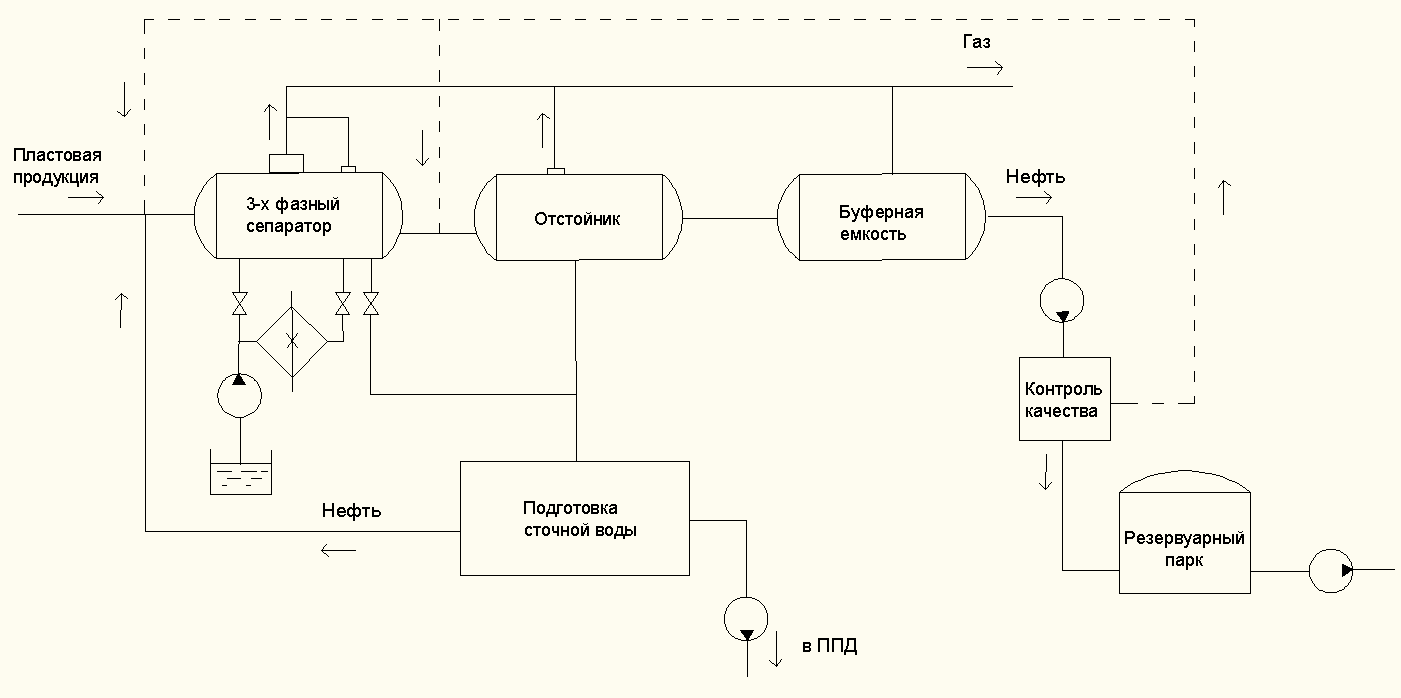
Р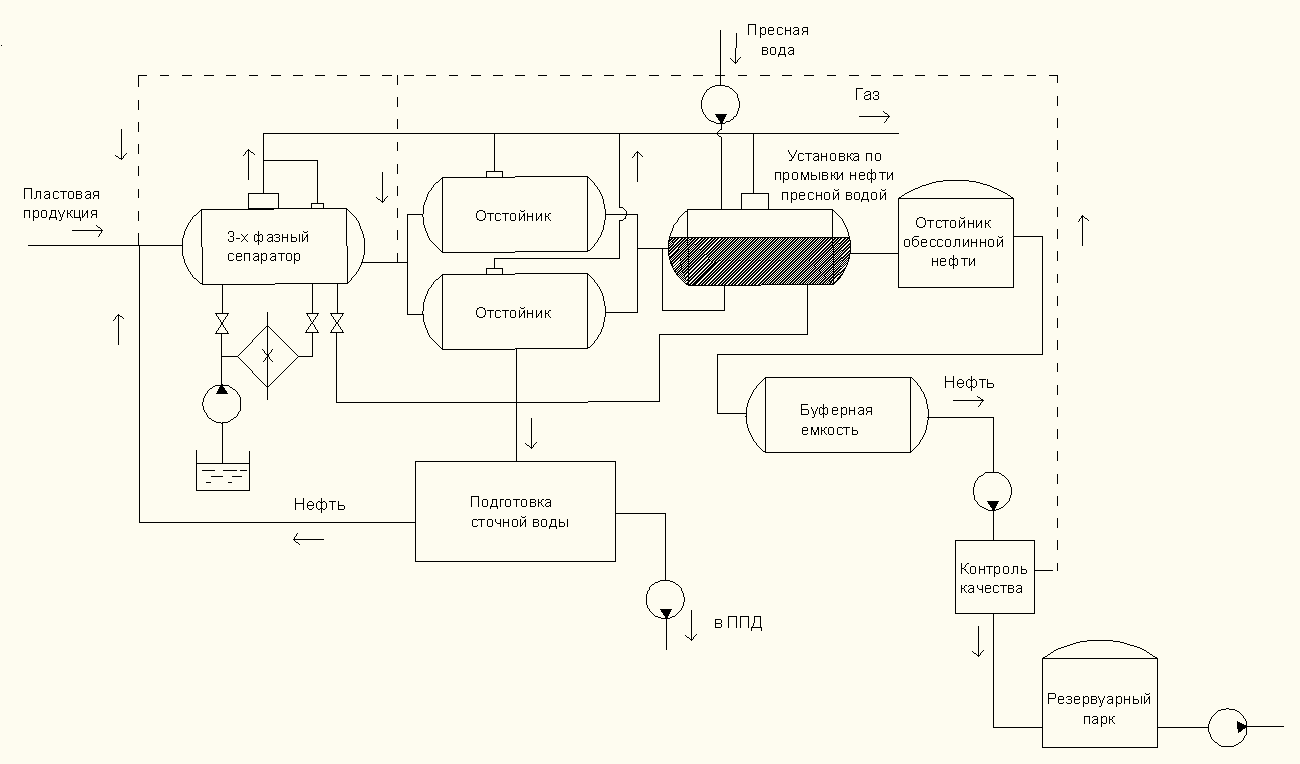
ис. 1.2 (а) Схема системы подготовки нефти при низкой минерализации пластовой жидкости.
Рис. 1.2 (б) Схема системы подготовки нефти при высокой минерализации пластовой жидкости.
В процессе работы фонтанной арматуры при необходимости замеряют температуру проходящей среды. Температуру замеряют с помощью термометров через термокарман.
В фонтанной арматуре чаще всего используют шиберные задвижки и пробковые краны.
К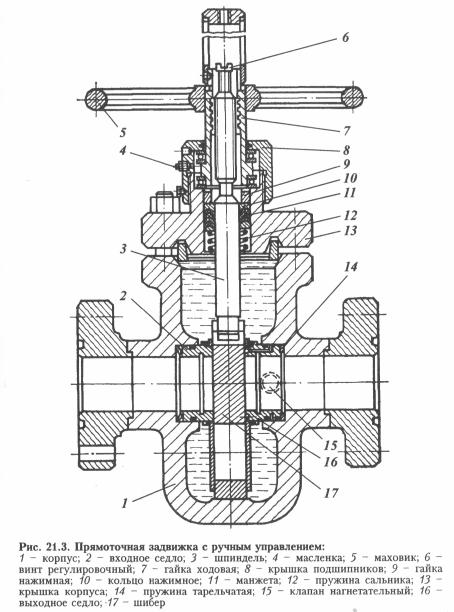
 линовые задвижки применяют только в малодебитных и низконапорных скважинах. В отличие от клиновой задвижки в прямоточной задвижке (рис. 1.3) и в пробковом кране запорный элемент уплотняется смазкой, которая одновременно служит для снижения трения, и поэтому они не требуют больших усилий при управлении ими. В прямоточных задвижках для достижения герметичности категорически запрещается применять рычаг, так как герметичность при плоских плашках от усилия затяжки не зависит, а можно сломать шпиндель. Категорически запрещено эксплуатировать задвижки в полуоткрытом состоянии.
линовые задвижки применяют только в малодебитных и низконапорных скважинах. В отличие от клиновой задвижки в прямоточной задвижке (рис. 1.3) и в пробковом кране запорный элемент уплотняется смазкой, которая одновременно служит для снижения трения, и поэтому они не требуют больших усилий при управлении ими. В прямоточных задвижках для достижения герметичности категорически запрещается применять рычаг, так как герметичность при плоских плашках от усилия затяжки не зависит, а можно сломать шпиндель. Категорически запрещено эксплуатировать задвижки в полуоткрытом состоянии.
В процессе эксплуатации фонтанной арматуры с прямоточными задвижками требуется через каждые 20 открытий — закрытий, но не реже одного раза в три месяца, через клапан набивать корпус смазкой. Марка смазки указывается в нормативно-технической документации. Заполнение корпуса смазкой не дает возможности оседать различным механическим примесям, а также скапливаться агрессивной жидкости. Герметичность затвора прямоточной задвижки повышается за счет применения уплотнительной смазки, которая автоматически подается к поверхности затвора за счет давления среды в корпусе задвижки.
Раз в два-три месяца необходимо смазывать подшипники шпинделя. Марка смазки указывается в нормативно-технической документации.
В фонтанной арматуре с крановыми запорными устройствами после установки на скважине необходимо провести дополнительную набивку уплотнительной смазкой всех кранов и проверить краны на плавность работы затвора. Смазка набивается масленкой, которая ввинчивается в резьбовое отверстие шпинделя вместо вывинченного нажимного болта.
Кран в момент набивки смазки должен быть или полностью открыт, или полностью закрыт. Допускается проводить поднабивку смазки при помощи нажимного болта. Однако это менее удобно и требует больших затрат времени.
После заполнения крана смазкой нажимной болт необходимо поставить в исходное положение. Рекомендуется завернуть его на половину длины, чтобы в процессе эксплуатации продавливать смазку на уплотнительные поверхности вращением нажимного болта на 5-6 оборотов. Регулярная подача смазки на уплотнительные поверхности крана обеспечит постоянную герметичность затвора. Если давление среды в скважине близко к рабочему давлению крана (14 МПа), то смазку рекомендуется подавать при помощи нажимного болта после 3-5 перекрытий затвора. Необходимо обязательно проводить поднабивку смазки после депарафинизации скважин паром и после других технологических операций, проводимых при давлениях, близких к рабочему. Для надежной работы затвора необходимо регулярно проверять наличие смазки в системе крана и по мере необходимости, но не реже одного раза в три месяца, проводить поднабивку смазки масленкой.
Смазку необходимо подавать в масленку до тех пор, пока подача смазки не станет затруднительной. Если кран разбирался, то при сборке необходимо установить зазор между уплотнительными поверхностями корпуса и пробки в соответствии с требованиями нормативно-технической документации. Для этой цели уплотнительные поверхности как корпуса, так и
пробки должны быть очищены от старой смазки, протерты досуха чистой тряпкой и промыты в керосиновой ванне. Полость над пробкой должна быть заполнена смазкой, а уплотнительная поверхность пробки вновь смазана тонким слоем уплотнительной смазки. Только после этого пробка может быть поставлена на место. По окончании сборки крана регулировочный винт необходимо затянуть до отказа, а потом ослабить на 1/8 оборота. Это обеспечит нормальный эксплуатационный зазор между уплотнительными поверхностями корпуса и пробки. После установки зазора между корпусом и пробкой кран заполняют смазкой.
При заклинивании пробки надо отвинтить регулировочный винт на один-два оборота, а затем добавлять масленкой в кран смазку и завинчивать нажимной болт в шпиндель до тех пор, пока пробка не освободится от заклинивания. После ликвидации заклинивания требуется завинтить регулировочный винт.
Фонтанную арматуру, находившуюся до установки в эксплуатации на другой скважине, необходимо очистить от грязи, промыть и проверить, а если требуется, то провести ремонт с обязательным последующим гидроиспытанием. Ремонт задвижки или пробкового крана включает: разборку и промывку деталей в керосиновой ванне, замер деталей и их отбраковку, ремонт изношенных деталей и изготовление новых, сборку и гидроиспытание.
Этот порядок сохраняется при ремонте задвижек всех диаметров и типов. В процессе разборки и сборки применяют разнообразный слесарный инструмент и необходимые приспособления. Технологические операции в процессе ремонта в основном сводятся к ликвидации раковин наплавкой с последующей механической обработкой, к исправлению резьбы, шабровке уплотнительных поверхностей и др.
Под термином «трубопроводная арматура» понимают устройства, устанавливаемые на трубопроводах, сосудах или аппаратах и предназначенные для управления (отключение, регулирование, смешение) потоками рабочих сред путем изменения площади проходного сечения.
Трубопроводную арматуру можно классифицировать по следующим основным признакам.
1)по области применения:
–промышленная трубопроводная арматура общего назначения.
Она изготавливается серийно, ей оснащаются водоводы, паропроводы и системы отопления. Используется обычно при невысоких
исредних температурах и давлениях;
–промышленная трубопроводная арматура для особых условий работы.
Предназначается для эксплуатации при высоких и низких температурах, высоких давлениях, с коррозионными, токсичными и абразивными средами. К такой арматуре относится, например, криогенная, коррозионностойкая, арматура для абразивных суспензий и сыпучих материалов;
–сантехническая арматура.
Ею оснащаются различные бытовые устройства;
2)по функциональному назначению:
–запорная арматура.
Предназначается для полного перекрытия и пуска рабочей среды в трубопроводе. По количеству применяемых единиц она составляет около 80 % от всей арматуры;
– регулирующая арматура.
Предназначается для регулирования параметров рабочей среды. Сюда можно отнести регуляторы давления, уровня, дросселирующие устройства;
– распределительно-смесительная.
Предназначается для распределения рабочей среды по направлениям или для смешения потоков. Например, трехходовой кран;
– предохранительная.
Предназначается для автоматической защиты оборудования от недопустимого давления. Сюда относятся предохранительные клапаны, мембранные разрывные устройства и перепускные клапаны;
– фазоразделительная арматура.
Предназначается для автоматического разделения рабочих сред (жидкой и газообразной). Сюда относятся конденсатоотводчики и маслоотделители;
3) по конструктивным типам (по конструкции):
–задвижка – трубопроводная арматура, в которой запирающий элемент, например клин, перемещается возвратно-поступательно перпендикулярно направлению потока рабочей среды;
–вентиль – трубопроводная арматура, в которой запирающий или регулирующий элемент (рабочий орган) перемещается возврат- но-поступательно параллельно оси рабочей среды;
–кран – трубопроводная арматура, в которой рабочий орган вращается вокруг своей оси, перпендикулярной к направлению потока рабочей среды;
–затвор – трубопроводная арматура, в которой запирающий или регулирующий элемент имеет форму диска, поворачивающегося вокруг оси, перпендикулярной к оси трубопровода;
4) в зависимости от давления рабочей среды:
–вакуумная (давление среды ниже 0,1 МПа абс.);
–низкого давления от 0 до 1,6 МПа изб.;
–среднего давления от 1,6 до 6,4 МПа;
–высокого давления от 6,4 до 100 МПа;
–сверхвысокого свыше 100 МПа;
5) по температурному режиму:
–криогенная (рабочая температура ниже минус 1530С);
–для холодильной техники (от
– 153 до – 700С;
–для пониженных температур (от – 70 до –300С);
–для средних температур (до 4350С);
–для высоких температур (до 6000С);
–жаропрочная (свыше 6000С);
6)по способу присоединения к трубопроводу:
–муфтовая – присоединяется к трубопроводу с помощью муфт. Муфтовую арматуру используют на трубопроводах диаметром до 80 мм, предназначенную для транспортирования негорючих
инейтральных сред;
–арматура под приварку, которая присоединяется к трубопроводу с помощью сварки;
–фланцевая – присоединяется к трубопроводу или емкости с помощью фланцев;
–цапковая – присоединяется к трубопроводу или емкости на наружной резьбе;
7)по способу герметизации:
–сальниковая.
Герметизация штока или шпинделя относительно внешней среды обеспечивается эластичным элементом, который находится в контакте с подвижным штоком или шпинделем;
– мембранная.
В качестве рабочего органа используется мембрана, которая выполняет функции уплотнения корпусных деталей и неподвижных элементов относительно внешней среды;
– сильфонная.
Для герметизации подвижных частей (шток, шпиндель) относительно внешней среды используется сильфон, который является также силовым элементом конструкции;
8) по роду привода:
–арматура с ручным приводом;
–арматура, имеющая привод (электрический, гидравлический, пневматический);
–арматура с автоматическим управлением.
Управление затвором происходит под непосредственным воздействием рабочей среды (без участия оператора) либо по сигналу, поступающему по команде АСУ.
Основными параметрами трубопроводной арматуры являются:
–условный диаметр (условный проход);
–условное давление.
Условный диаметр или условный проход (Dу) трубопроводной арматуры – это номинальный внутренний диаметр, присоединяемого к арматуре трубопровода.
Иначе говоря, условный диаметр – это параметр, характеризующий внутренний диаметр трубопровода, но не всегда совпадающий с ним. Например, для трубы Ø108×4 мм, имеющей условный диаметр 100 мм, внутренний диаметр равен условному. Однако такая стандартная труба может иметь различную толщину стенки – 6, 8 мм и т.д., поэтому для трубы Ø108×6 мм, например, внутренний диаметр, будет уже меньше условного.
Условное давление – величина, характеризующая пригодность данного элемента (вентиль, задвижка, кран и т.п.) для данного давления. При температуре до 2000С условное давление равно рабочему. При более высокой температуре рабочее давление при различной температурерабочей среды следует определять по ГОСТ 356 – 80.
Доведение нефти до товарной кондиции осуществляется в цехе подготовки и перекачки нефти (ЦППН).
Основным способом подготовки нефти является термохимическое отстаивание, в процессе которого продукция нагревается до температуры 70- 900С, в неё вводится деэмульгатор и она проходит несколько ступеней сепарации.
Учитывая многообразие свойств пластовой продукции, система подготовки нефти и применяемое технологическое оборудование для различных объектов разработки могут существенно отличаться.
Схемы технологических цепей системы подготовки нефти приведены на рис.1,2.
Р
ис. 1.2 (а) Схема системы подготовки нефти при низкой минерализации пластовой жидкости.
Рис. 1.2 (б) Схема системы подготовки нефти при высокой минерализации пластовой жидкости.
-
Обслуживание фонтанной арматуры и трубопроводной арматуры
В процессе работы фонтанной арматуры при необходимости замеряют температуру проходящей среды. Температуру замеряют с помощью термометров через термокарман.
В фонтанной арматуре чаще всего используют шиберные задвижки и пробковые краны.
К
В процессе эксплуатации фонтанной арматуры с прямоточными задвижками требуется через каждые 20 открытий — закрытий, но не реже одного раза в три месяца, через клапан набивать корпус смазкой. Марка смазки указывается в нормативно-технической документации. Заполнение корпуса смазкой не дает возможности оседать различным механическим примесям, а также скапливаться агрессивной жидкости. Герметичность затвора прямоточной задвижки повышается за счет применения уплотнительной смазки, которая автоматически подается к поверхности затвора за счет давления среды в корпусе задвижки.
Раз в два-три месяца необходимо смазывать подшипники шпинделя. Марка смазки указывается в нормативно-технической документации.
В фонтанной арматуре с крановыми запорными устройствами после установки на скважине необходимо провести дополнительную набивку уплотнительной смазкой всех кранов и проверить краны на плавность работы затвора. Смазка набивается масленкой, которая ввинчивается в резьбовое отверстие шпинделя вместо вывинченного нажимного болта.
Кран в момент набивки смазки должен быть или полностью открыт, или полностью закрыт. Допускается проводить поднабивку смазки при помощи нажимного болта. Однако это менее удобно и требует больших затрат времени.
После заполнения крана смазкой нажимной болт необходимо поставить в исходное положение. Рекомендуется завернуть его на половину длины, чтобы в процессе эксплуатации продавливать смазку на уплотнительные поверхности вращением нажимного болта на 5-6 оборотов. Регулярная подача смазки на уплотнительные поверхности крана обеспечит постоянную герметичность затвора. Если давление среды в скважине близко к рабочему давлению крана (14 МПа), то смазку рекомендуется подавать при помощи нажимного болта после 3-5 перекрытий затвора. Необходимо обязательно проводить поднабивку смазки после депарафинизации скважин паром и после других технологических операций, проводимых при давлениях, близких к рабочему. Для надежной работы затвора необходимо регулярно проверять наличие смазки в системе крана и по мере необходимости, но не реже одного раза в три месяца, проводить поднабивку смазки масленкой.
Смазку необходимо подавать в масленку до тех пор, пока подача смазки не станет затруднительной. Если кран разбирался, то при сборке необходимо установить зазор между уплотнительными поверхностями корпуса и пробки в соответствии с требованиями нормативно-технической документации. Для этой цели уплотнительные поверхности как корпуса, так и
пробки должны быть очищены от старой смазки, протерты досуха чистой тряпкой и промыты в керосиновой ванне. Полость над пробкой должна быть заполнена смазкой, а уплотнительная поверхность пробки вновь смазана тонким слоем уплотнительной смазки. Только после этого пробка может быть поставлена на место. По окончании сборки крана регулировочный винт необходимо затянуть до отказа, а потом ослабить на 1/8 оборота. Это обеспечит нормальный эксплуатационный зазор между уплотнительными поверхностями корпуса и пробки. После установки зазора между корпусом и пробкой кран заполняют смазкой.
При заклинивании пробки надо отвинтить регулировочный винт на один-два оборота, а затем добавлять масленкой в кран смазку и завинчивать нажимной болт в шпиндель до тех пор, пока пробка не освободится от заклинивания. После ликвидации заклинивания требуется завинтить регулировочный винт.
Фонтанную арматуру, находившуюся до установки в эксплуатации на другой скважине, необходимо очистить от грязи, промыть и проверить, а если требуется, то провести ремонт с обязательным последующим гидроиспытанием. Ремонт задвижки или пробкового крана включает: разборку и промывку деталей в керосиновой ванне, замер деталей и их отбраковку, ремонт изношенных деталей и изготовление новых, сборку и гидроиспытание.
Этот порядок сохраняется при ремонте задвижек всех диаметров и типов. В процессе разборки и сборки применяют разнообразный слесарный инструмент и необходимые приспособления. Технологические операции в процессе ремонта в основном сводятся к ликвидации раковин наплавкой с последующей механической обработкой, к исправлению резьбы, шабровке уплотнительных поверхностей и др.
Под термином «трубопроводная арматура» понимают устройства, устанавливаемые на трубопроводах, сосудах или аппаратах и предназначенные для управления (отключение, регулирование, смешение) потоками рабочих сред путем изменения площади проходного сечения.
Трубопроводную арматуру можно классифицировать по следующим основным признакам.
1)по области применения:
–промышленная трубопроводная арматура общего назначения.
Она изготавливается серийно, ей оснащаются водоводы, паропроводы и системы отопления. Используется обычно при невысоких
исредних температурах и давлениях;
–промышленная трубопроводная арматура для особых условий работы.
Предназначается для эксплуатации при высоких и низких температурах, высоких давлениях, с коррозионными, токсичными и абразивными средами. К такой арматуре относится, например, криогенная, коррозионностойкая, арматура для абразивных суспензий и сыпучих материалов;
–сантехническая арматура.
Ею оснащаются различные бытовые устройства;
2)по функциональному назначению:
–запорная арматура.
Предназначается для полного перекрытия и пуска рабочей среды в трубопроводе. По количеству применяемых единиц она составляет около 80 % от всей арматуры;
– регулирующая арматура.
Предназначается для регулирования параметров рабочей среды. Сюда можно отнести регуляторы давления, уровня, дросселирующие устройства;
– распределительно-смесительная.
Предназначается для распределения рабочей среды по направлениям или для смешения потоков. Например, трехходовой кран;
– предохранительная.
Предназначается для автоматической защиты оборудования от недопустимого давления. Сюда относятся предохранительные клапаны, мембранные разрывные устройства и перепускные клапаны;
– фазоразделительная арматура.
Предназначается для автоматического разделения рабочих сред (жидкой и газообразной). Сюда относятся конденсатоотводчики и маслоотделители;
3) по конструктивным типам (по конструкции):
–задвижка – трубопроводная арматура, в которой запирающий элемент, например клин, перемещается возвратно-поступательно перпендикулярно направлению потока рабочей среды;
–вентиль – трубопроводная арматура, в которой запирающий или регулирующий элемент (рабочий орган) перемещается возврат- но-поступательно параллельно оси рабочей среды;
–кран – трубопроводная арматура, в которой рабочий орган вращается вокруг своей оси, перпендикулярной к направлению потока рабочей среды;
–затвор – трубопроводная арматура, в которой запирающий или регулирующий элемент имеет форму диска, поворачивающегося вокруг оси, перпендикулярной к оси трубопровода;
4) в зависимости от давления рабочей среды:
–вакуумная (давление среды ниже 0,1 МПа абс.);
–низкого давления от 0 до 1,6 МПа изб.;
–среднего давления от 1,6 до 6,4 МПа;
–высокого давления от 6,4 до 100 МПа;
–сверхвысокого свыше 100 МПа;
5) по температурному режиму:
–криогенная (рабочая температура ниже минус 1530С);
–для холодильной техники (от
– 153 до – 700С;
–для пониженных температур (от – 70 до –300С);
–для средних температур (до 4350С);
–для высоких температур (до 6000С);
–жаропрочная (свыше 6000С);
6)по способу присоединения к трубопроводу:
–муфтовая – присоединяется к трубопроводу с помощью муфт. Муфтовую арматуру используют на трубопроводах диаметром до 80 мм, предназначенную для транспортирования негорючих
инейтральных сред;
–арматура под приварку, которая присоединяется к трубопроводу с помощью сварки;
–фланцевая – присоединяется к трубопроводу или емкости с помощью фланцев;
–цапковая – присоединяется к трубопроводу или емкости на наружной резьбе;
7)по способу герметизации:
–сальниковая.
Герметизация штока или шпинделя относительно внешней среды обеспечивается эластичным элементом, который находится в контакте с подвижным штоком или шпинделем;
– мембранная.
В качестве рабочего органа используется мембрана, которая выполняет функции уплотнения корпусных деталей и неподвижных элементов относительно внешней среды;
– сильфонная.
Для герметизации подвижных частей (шток, шпиндель) относительно внешней среды используется сильфон, который является также силовым элементом конструкции;
8) по роду привода:
–арматура с ручным приводом;
–арматура, имеющая привод (электрический, гидравлический, пневматический);
–арматура с автоматическим управлением.
Управление затвором происходит под непосредственным воздействием рабочей среды (без участия оператора) либо по сигналу, поступающему по команде АСУ.
Основными параметрами трубопроводной арматуры являются:
–условный диаметр (условный проход);
–условное давление.
Условный диаметр или условный проход (Dу) трубопроводной арматуры – это номинальный внутренний диаметр, присоединяемого к арматуре трубопровода.
Иначе говоря, условный диаметр – это параметр, характеризующий внутренний диаметр трубопровода, но не всегда совпадающий с ним. Например, для трубы Ø108×4 мм, имеющей условный диаметр 100 мм, внутренний диаметр равен условному. Однако такая стандартная труба может иметь различную толщину стенки – 6, 8 мм и т.д., поэтому для трубы Ø108×6 мм, например, внутренний диаметр, будет уже меньше условного.
Условное давление – величина, характеризующая пригодность данного элемента (вентиль, задвижка, кран и т.п.) для данного давления. При температуре до 2000С условное давление равно рабочему. При более высокой температуре рабочее давление при различной температурерабочей среды следует определять по ГОСТ 356 – 80.