Файл: Основы технических измерений 1 Понятие об измерениях. Единицы измерений Измерение.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 10.01.2024
Просмотров: 61
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
1.5. Государственная система обеспечения единства измерений
Для обеспечения принципа взаимозаменяемости деталей необходимо, чтобы все предприятия страны имели единые средства измерений. С этой целью в СССР введена Государственная система обеспечения единства измерений.
Согласно ГОСТ 8.020—75, за международный метр принята длина, равная 1 650 763,73 длины волны в вакууме излучения, соответствующего переходу между уровнями 2р10и 5о5 атома криптона-86. Точность воспроизведения единицы длины составляет 0,002 мкм.
Передача основной единицы от эталона к детали осуществляется в соответствии с поверочной схемой (рис. 50). Согласно этой схеме, размер Государственного эталона метра передается на рабочие эталоны, представляющие собой концевые меры длины, выполненные из кварца. Их хранят в центральных метрологических институтах и используют для проверки образцовых мер 1-го разряда. Образцовые меры 2-го разряда проверяются по мерам 1-го разряда, меры 3-го разряда — по мерам 2-го разряда и т. д. От образцовых концевых мер размер единицы длины передается на рабочие измерительные инструменты и приборы.
Государственный эталон метра
Р
Образцовые концевые меры 1-го разряда
О
О
О
Образцовые концевые меры 5-го разряда
И змерительные инструменты и приборы
Рис. 50. Схемы передачи размера от эталона к изделию.
Стандартом установлен порядок проведения поверки измерительных средств. Поверке подлежат все измерительные средства предприятий. Периодичность поверки определяется соответствующими инструкциями. Так, поверка штангенинструментов, микрометрических и индикаторных инструментов и приборов проводится один раз в год. Сроки поверки заносят в специальные графики, которые утверждаются руководителем предприятия.
Поверку средств измерений проводят в центральных измерительных лабораториях предприятий и специальных метрологических лабораториях. Результаты поверки записывают в специальные паспорта или аттестаты инструментов и приборов.
1.6. Меры линейных и угловых величин
Мера представляет собой средство измерений, предназначенное для воспроизведения величины одногоили нескольких размеров с необходимой точностью. Различают однозначные, многозначные меры и набор мер.
Однозначные меры воспроизводят физическую величину одного размера.
Многозначные меры воспроизводят несколько одноименных величин различного размера (масштабные линейки).
Набор мер — это специально подобранный комплект мер, применяемых не только отдельно, но и в различных сочетаниях с целью воспроизведения ряда одноименных величин различного размера.
По конструктивным признакам меры делятся на штриховые и концевые.
Штриховые меры представляют собой пластины или диски, на плоскостях которых нанесены штрихи. Размер в штриховых мерах определяется расстоянием между серединами штрихов. К штриховым мерам длины относятся измерительные линейки, складные метры, рулетки.
Измерительная линейка выполнена в виде стальной ленты, на поверхности которой нанесены одна или две шкалы с ценой деления 0,5 или 1,0 мм.
Рулетка — представляет собой стальную ленту, намотанную на ось цилиндрического футляра. На поверхности ленты нанесена штриховая шкала. Рулетки изготавливают длиной 1, 2, 5, 10, 20, 30 и 50 м. Их применяют в различных отраслях народного хозяйства, где не требуется высокой точности измерения.
Плоскопараллельные концевые меры длины выпускают в виде цилиндрических стержней или прямоугольных параллелепипедов-плиток
, длина которых определяется кратчайшим расстоянием между измерительными поверхностями. Плавное их свойство — притираемость. Притираемость мер объясняется сцеплением молекул покрывающей меры смазки. Сила сцепления имеет наибольшее значение при толщине пленки смазки не более 0,02 мм. Абсолютно обезжиренные меры или с толстым слоем смазки не притираются.
За основной размер концевой меры принята ее срединная длина, т. е. длина перпендикуляра, опущенного из середины верхней измерительной поверхности на плоскость, к которой мера притерта нижней измерительной поверхностью.
Наборы мер комплектуют из концевых мер. Основное требование к наборам: любое значение длины в заданных пределах должно воспроизводиться с помощью не более четырех-пяти мер, ибо с увеличением числа мер увеличивается погрешность блока. Так, набор № 1 из 87 концевых мер длиной от 1,005 до 100 мм позволяет воспроизводить длину от 1,005 до 340 мм с помощью не более чем четырех плиток. Применяют также микронный набор из 9 мер размерами 1,001; 1,002; ...; 1,009 мм. Выпускают долемикронные концевые меры от 2 до 2,001 мм через 0,0001 мм для поверки особо точных измерительных приборов. На каждой концевой мере гравируют ее номинальный размер. Номинальный размер мер до 5,5 мм наносят на одну из измерительных поверхностей, свыше 5,5 мм — на боковую нерабочую поверхность.
Блок концевых мер составляют в такой последовательности. Сначала подбирают меньшую плитку, размер которой содержит последний десятичный знак составляемого размера; затем плитку, размер которой содержит следующий десятичный знак, и т. д.
Например, требуется собрать блок (рис. 51) концевых мер размером 34,895 мм: 1-я плитка — 1,005, остаток 33,89 мм; 2-я плитка — 1,39, остаток 32,5 мм; 3-я плитка — 2,5, остаток 30 мм; 4-я плитка — 30. Таким образом, блок будет состоять из четырех концевых мер размерами 1,005+1,39 + 2,5 + 30 = 34,895 мм.
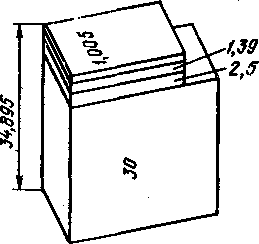 П
ПРис.51. Блок концевых мер
осле определения размеров концевые меры притирают, а затем притирают плитки в блок. Сначала к самой большей мере притирают вторую по размеру плитку, потом третью и т. д. Меньшую плитку накладывают на край большей (примерно на 1/3 длины) и с небольшим нажимом зигзагообразным движением вдоль длинного ребра надвигают верхнюю плитку на нижнюю до совпадения измерительных поверхностей.
Концевые меры выпускают четырех классов точности: 0, 1, 2 и 3 (в порядке убывания точности). Для мер, находящихся в эксплуатации, дополнительно установлены 4-й и 5-й классы точности. Плоскопараллельные
концевые меры длины применяют обычно тогда, когда требуется получить высокую точность измерений. Область применения концевых мер может быть расширена при помощи различных приспособлений (державки, центры и т. п.).
Угловые меры служат для хранения и передачи единицы плоского угла, проверки и градуировки угловых приборов, для контроля угловых изделий. Их обычно изготавливают из стали в виде трех- и четырехгранных плиток. Измерительные поверхности плиток доводят, что позволяет составлять блоки из нескольких мер.
В соответствии со стандартом угловые меры выпускают в виде нескольких наборов 0, 1 и 2-го классов точности в зависимости от допускаемых отклонений рабочих углов. Так, для 0-го класса отклонения рабочих углов находятся в пределах ±3...5", первого ±10" и второго ±30".
Для контроля взаимной перпендикулярности применяют угольники с рабочим углом 90°. Угольники изготавливают пяти типов и четырех классов точности (0, 1, 2 и 3).
Измерение углов при помощи угловых мер основано на методе сравнения. Для отсчета разности углов используют световой просвет между сторонами измеряемого угла и меры (рис. 52).
Отклонение угла изделия от угла меры определяется по отношению просвета к длине стороны Н. Если просвет не более 30 мкм, то используют образцы просвета, если более 30 мкм — специальные щупы.
Р
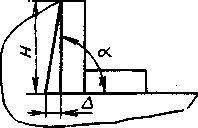
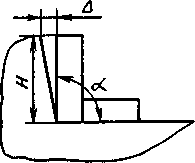 ис. 52. Измерение углов угольником.
ис. 52. Измерение углов угольником.17. Калибры
Калибрами называются средства контроля, служащие для проверки соответствия техническим условиям размеров, формы и взаимного расположения осей и поверхностей. Калибры изготавливают из хромистой стали.
В зависимости от условий оценки годности деталей калибры бывают нормальные и предельные.
Нормальные копируют действительные размеры изделий и его форму. Годность изделий в этом случае оценивают по вхождению и степени прилегания калибров к изделиям. Так как степень прилегания исполнитель устанавливает по ощущению, то результаты поверки субъективны. Поэтому такие калибры применяют редко.
Предельные калибры служат для того, чтобы определить, находится ли действительный размер контролируемого изделия в пределах допуска.
Калибры для валов называются скобами (кольцами) (рис. 53), а для отверстий — пробками (рис. 54). Комплект состоит из проходного и непроходного калибров. Проходным калибром контролируют начало поля допуска, а непроходным — конец поля допуска детали. Деталь считается годной, если под действием