Файл: Основы технических измерений 1 Понятие об измерениях. Единицы измерений Измерение.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 10.01.2024
Просмотров: 63
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
, штативы. Индикаторы применяют во многих приборах: скобах, нутромерах, глубиномерах и т. п.
Д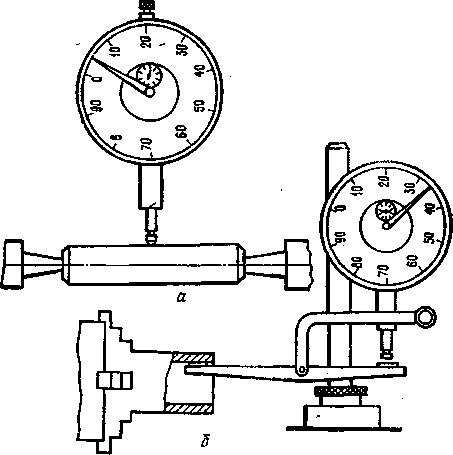 ля измерения радиального биения (рис. 59) деталь устанавливают в центрах или на призме. Измеритель наконечник индикатора опускают на поверхность детали в верхней ее точке. Создают запас хода индикатора в 1 ... 2 оборота для того, чтобы фиксировать как положительные, так и отрицательные его показания. Устанавливают индикатор на нуль и, медленно проворачивая деталь на 360°, замечают крайние правое и левое отклонения стрелки. Биение детали будет равно разности значений отклонений, взятых со своими знаками.
ля измерения радиального биения (рис. 59) деталь устанавливают в центрах или на призме. Измеритель наконечник индикатора опускают на поверхность детали в верхней ее точке. Создают запас хода индикатора в 1 ... 2 оборота для того, чтобы фиксировать как положительные, так и отрицательные его показания. Устанавливают индикатор на нуль и, медленно проворачивая деталь на 360°, замечают крайние правое и левое отклонения стрелки. Биение детали будет равно разности значений отклонений, взятых со своими знаками.
Рис. 59. Измерение радиального биения: а — вала; б — отверстия.
риборы с рычажно-зубчатой передачей. К ним относятся индикаторные скобы, индикаторные нутромеры, рычажные микрометры, в конструкции которых сочетаются рычажные и зубчатые передачи. Цена деления круговой шкалы рычажно-зубчатых приборов 1, 2 и 10 мкм.
Индикаторные нутромеры предназначены для измерения внутренних размеров деталей относительным методом. На рисунке 60 показана схема измерения диаметра гильзы цилиндров индикаторным нутромером.
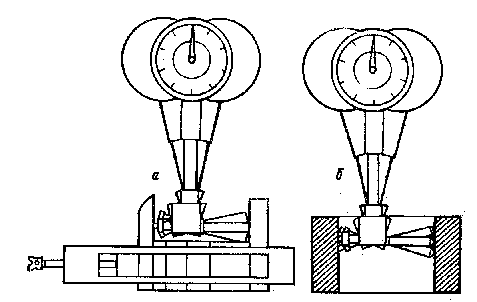
Рис. 60. Измерение диаметра гильзы:
а — установка на «0»; б — установка в продольном сечении.
рибор устанавливают при помощи микрометра с погрешностью не более ±0,004 мм или набора концевых мер длины. Предварительно его настраивают на размер, равный номинальному размеру гильзы. Затем создают запас хода с 1 ... 2 оборота стрелки индикатора, необходимый для того, чтобы определять диаметр изношенных гильз. После этого стрелку индикатора ставят на «0» и переносят нутромер на измеряемую гильзу (деталь). При измерении гильзы прибор в осевом сечении устанавливают в результате покачивания. В поперечном сечении это обеспечивается центрирующим мостиком.
Индикаторные скобы (рис. 61) используют для замера наружных размеров деталей.
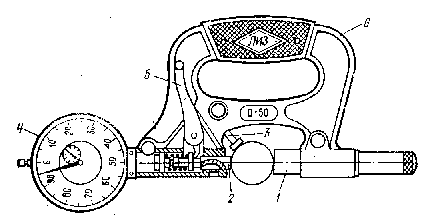
Рис. 61. Индикаторная скоба:
1 и 2 — подвижная и переставная пятки; 3 — переставной упор;
4 — индикатор часового типа;
5 — отводка; 6 — корпус.
Рычажные скобы (рис. 62) предназначены для контроля шлифованных и доведенных деталей.
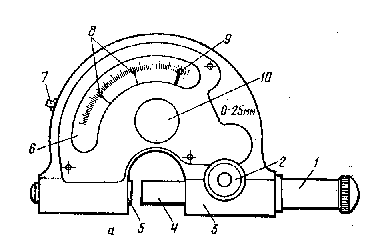
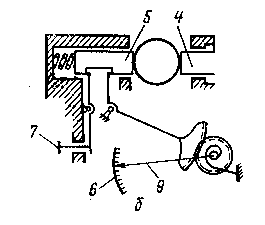
Рис. 62. Рычажная скоба:
а — общий вид; 6 — рычажно-зубчатый механизм; 1 — колпачок переставной пятки; 2 — стопор; 3 — корпус; 4 и 5 — переставная и подвижная пятки; 6 — шкала; 7 — отводка по
Приборы с пружинной и рычажно-пружинной передачей. Они построены по принципу использования в передаточных механизмах упругих свойств плоских и витых пружин. Эти приборы отличаются стабильностью работы, малой ценой деления, высокой точностью вследствие отсутствия погрешностей от трения и мертвых ходов. Основная деталь этих приборов — скрученная плоская пружина, изготовленная из фосфористой или бериллиевой бронзы шириной 0,08..,0,15 мм и толщиной 0,005.. .0,012 мм. Одна половина пружины завита влево, а другая — вправо. К приборам такого типа относится микрокатор, цена деления которого 0,002, 0,001; 0,0002 и 0,0001 мм. Погрешность показаний микрокаторов составляет 0,1... 0,5 мкм.
П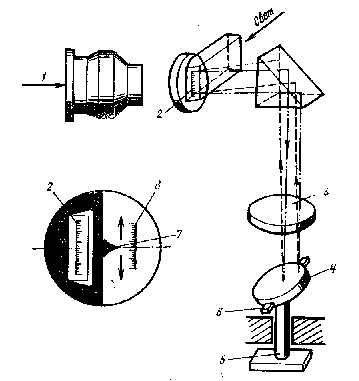
Рис. 63. Оптическая схема оптиметра:
1 — окуляр; 2 — шкала; 3 — объектив; 4—зеркало; 5 — измерительный штифт; 6 — опора; 7 - указатель; 8 — отраженная шкала.
риборы с рычажно-оптической передачей. К ним относится оптиметр. Его применяют для измерения относительным методом деталей высокой точности. Оптическая схема оптиметра изображена на рисунке 63. Луч света, отраженный от зеркала, падает в щель трубки. Преломившись в трехгранной призме, находящейся корпусе трубки оптиметра, он проходит через шкалу, нанесенную на прозрачной пластинке. Пластинка расположена в фокальной плоскости объектива. Главная оптическая ось объектива проходит через центр пластинки и наклонного зеркала, находящегося под объективом. Шкала относительно главной оптической оси смещена в горизонтальном направлении. Пучок света, проходя через призму, отражается от нее под углом 90° и попадает в объектив. Из объектива пучок попа дает на наклонное зеркало, связанное с измерительным штифтом, и отражается от зеркала в обратном направлении. Отраженный луч света попадает опять в объектив и, пройдя через призму, собирается в фокальной плоскости объектива, давая изображение шкалы. Они будет смещено относительно действительной шкалы. Смещение зависит от угла наклона зеркала, определяемого перемещением измерительного штифта.
Оптиметры бывают вертикальные для наружных измерений и горизонтальные для наружных и внутренних измерений. Диапазон измерений вертикальных оптиметров составляет 0 ... 180 мм, погрешность показаний не должна превышать ±0,0003 мм. Для горизонтальных, оптиметров при измерении наружных размеров диапазоны измерений равны 0...350 мм, для внутренних измерений — 13,5... 150 мм; погрешность показаний при наружных измерениях равна ±0,0003 мм, при внутренних — ±0,001 мм.
Выпускаются вертикальные оптиметры типа ОВО-1, ИКГ и горизонтальные оптиметры типа ОГО-1 и ИКГ.
2.3. Средства измерения углов и конусов
Для измерения углов и конусов применяют угломеры (транспортирные и универсальные), синусные линейки, универсальные делительные головки.
Транспортирные угломеры служат для измерения углов от 0 до 180°.
Универсальные угломеры предназначены для измерения наружных углов от 0 до 320° и внутренних oт 40 до 180°; цена деления их по нониусу 2' и 5'. Выпускаются универсальные угломеры с точностью до 2'.
У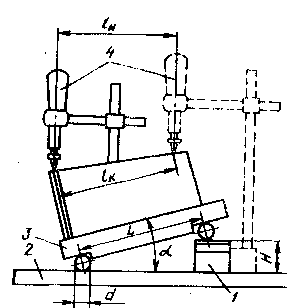 ниверсальные делительные и оптические головки применяются для измерения центральных углов и замеров в полярных координатах. С их помощью можно измерять углы от 0 до 360°. Цена деления оптических головок от 2" (ОДГ-2) до 1' (ОДГ-60).
ниверсальные делительные и оптические головки применяются для измерения центральных углов и замеров в полярных координатах. С их помощью можно измерять углы от 0 до 360°. Цена деления оптических головок от 2" (ОДГ-2) до 1' (ОДГ-60).
Синусная линейка служит для точных измерений наружных и внутренних углов деталей косвенным методом (рис. 64). Выпускают линейки трех типов: 1 - без опорной плиты с одним наклоном; 2 — с опорной плитой и одним наклоном; 3 —с двумя опорными плитами и с двойным наклоном. Синусные линейки бывают 1-го и 2-го классов точности. Синусная линейка представляет собой стальной стол, к которому прикреплены два цилиндрических ролика одинакового диаметра. Расстояние между роликами обычно 100 или 200 мм. Столик устанавливают на поверочной плите под заданным углом с помощью блока концевых мер. Высота блока мер Н определяется следующей зависимостью:
г
Рис. 64. Измерение угла синусной линейкой:
1- блок концевых мер; 2 — поверочная плита; 3 — стол; 4 — индикаторная головка.
де — угол наклона синусной линейки.
Индикатор на стойке перемещают вдоль образующей проверяемой детали и отмечают показания индикаторной головки в крайних точках. Подсчитывают проверяемый угол по формуле

где d — диаметр ролика; ln — длина измеряемого конуса; lи — расстояниемежду измеряемыми точками; f — разность в показаниях индикатора.
Пользоваться синусной линейкой рекомендуется для замеров углов до 45°, так как с увеличением угла погрешность быстро растет. Погрешность измерения синусными линейками находится в пределах 3"… 52" в зависимости от значений
L и измеряемых углов.
2.4. Специальные средства измерений
Контроль точности цилиндрических резьб проводят дифференцированным и комплексным методами.
При дифференцированном методе контроля отдельно проверяют каждый параметр резьбы:
средний диаметр, шаг и половину угла профиля. Этот метод отличается большой трудоемкостью.
При комплексном методе одновременно контролируют средний диаметр, шаг, половину угла профиля, внутренний и наружный диаметры.
Для контроля цилиндрических резьб применяют рабочие проходные (Р-ПР) и рабочие непроходные (Р-НЕ) калибры. Для контроля размеров калибров-колец и скоб применяются контрольные калибры. Главное требование, которое предъявляется к проходным резьбовым калибрам, — свинчиваемость с проверяемой резьбой.
Наружный диаметр болта проверяется предельными гладкими скобами, а внутренний диаметр гайки — предельными гладкими пробками.
С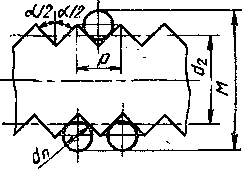 редний диаметр можно замерять на универсальном и инструментальном микроскопах с помощью резьбовых микрометров со вставками, методом трех или двух проволочек. Метод измерения тремя проволочками наиболее распространен. Две проволочки помещают во впадины резьбы с одной стороны, третью — с противоположной. Диаметр проволочек dnвыбирают в зависимости от шага резьбы Р. Затем с помощью микрометра или оптиметра измеряют размер М (рис. 65). Для метрической резьбы средний диаметр определяют по зависимости
редний диаметр можно замерять на универсальном и инструментальном микроскопах с помощью резьбовых микрометров со вставками, методом трех или двух проволочек. Метод измерения тремя проволочками наиболее распространен. Две проволочки помещают во впадины резьбы с одной стороны, третью — с противоположной. Диаметр проволочек dnвыбирают в зависимости от шага резьбы Р. Затем с помощью микрометра или оптиметра измеряют размер М (рис. 65). Для метрической резьбы средний диаметр определяют по зависимости

Рис. 65. Измерение резьбы методом трех проволочек.
Если не требуется большой точности измерения или число витков небольшое, используют метод двух проволочек.
Шаг резьбы и половину угла профиля контролируют, как правило, на микроскопах или проекторах. Шаг резьбы можно измерить с помощью шагомеров (стационарных или накладных).
Проверка размеров шпоночных соединений в индивидуальном производстве осуществляется универсальным измерительным инструментом, а в массовом и крупносерийном производствах — специальными калибрами (рис. 66). Ширину пазов проверяют пластики с проходной и непроходной сторонами. Размер
Д
ля измерения радиального биения (рис. 59) деталь устанавливают в центрах или на призме. Измеритель наконечник индикатора опускают на поверхность детали в верхней ее точке. Создают запас хода индикатора в 1 ... 2 оборота для того, чтобы фиксировать как положительные, так и отрицательные его показания. Устанавливают индикатор на нуль и, медленно проворачивая деталь на 360°, замечают крайние правое и левое отклонения стрелки. Биение детали будет равно разности значений отклонений, взятых со своими знаками.Рис. 59. Измерение радиального биения: а — вала; б — отверстия.
риборы с рычажно-зубчатой передачей. К ним относятся индикаторные скобы, индикаторные нутромеры, рычажные микрометры, в конструкции которых сочетаются рычажные и зубчатые передачи. Цена деления круговой шкалы рычажно-зубчатых приборов 1, 2 и 10 мкм.
Индикаторные нутромеры предназначены для измерения внутренних размеров деталей относительным методом. На рисунке 60 показана схема измерения диаметра гильзы цилиндров индикаторным нутромером.
Рис. 60. Измерение диаметра гильзы:
а — установка на «0»; б — установка в продольном сечении.
рибор устанавливают при помощи микрометра с погрешностью не более ±0,004 мм или набора концевых мер длины. Предварительно его настраивают на размер, равный номинальному размеру гильзы. Затем создают запас хода с 1 ... 2 оборота стрелки индикатора, необходимый для того, чтобы определять диаметр изношенных гильз. После этого стрелку индикатора ставят на «0» и переносят нутромер на измеряемую гильзу (деталь). При измерении гильзы прибор в осевом сечении устанавливают в результате покачивания. В поперечном сечении это обеспечивается центрирующим мостиком.
Индикаторные скобы (рис. 61) используют для замера наружных размеров деталей.
Рис. 61. Индикаторная скоба:
1 и 2 — подвижная и переставная пятки; 3 — переставной упор;
4 — индикатор часового типа;
5 — отводка; 6 — корпус.
Рычажные скобы (рис. 62) предназначены для контроля шлифованных и доведенных деталей.
Рис. 62. Рычажная скоба:
а — общий вид; 6 — рычажно-зубчатый механизм; 1 — колпачок переставной пятки; 2 — стопор; 3 — корпус; 4 и 5 — переставная и подвижная пятки; 6 — шкала; 7 — отводка по
Приборы с пружинной и рычажно-пружинной передачей. Они построены по принципу использования в передаточных механизмах упругих свойств плоских и витых пружин. Эти приборы отличаются стабильностью работы, малой ценой деления, высокой точностью вследствие отсутствия погрешностей от трения и мертвых ходов. Основная деталь этих приборов — скрученная плоская пружина, изготовленная из фосфористой или бериллиевой бронзы шириной 0,08..,0,15 мм и толщиной 0,005.. .0,012 мм. Одна половина пружины завита влево, а другая — вправо. К приборам такого типа относится микрокатор, цена деления которого 0,002, 0,001; 0,0002 и 0,0001 мм. Погрешность показаний микрокаторов составляет 0,1... 0,5 мкм.
П
Рис. 63. Оптическая схема оптиметра:
1 — окуляр; 2 — шкала; 3 — объектив; 4—зеркало; 5 — измерительный штифт; 6 — опора; 7 - указатель; 8 — отраженная шкала.
риборы с рычажно-оптической передачей. К ним относится оптиметр. Его применяют для измерения относительным методом деталей высокой точности. Оптическая схема оптиметра изображена на рисунке 63. Луч света, отраженный от зеркала, падает в щель трубки. Преломившись в трехгранной призме, находящейся корпусе трубки оптиметра, он проходит через шкалу, нанесенную на прозрачной пластинке. Пластинка расположена в фокальной плоскости объектива. Главная оптическая ось объектива проходит через центр пластинки и наклонного зеркала, находящегося под объективом. Шкала относительно главной оптической оси смещена в горизонтальном направлении. Пучок света, проходя через призму, отражается от нее под углом 90° и попадает в объектив. Из объектива пучок попа дает на наклонное зеркало, связанное с измерительным штифтом, и отражается от зеркала в обратном направлении. Отраженный луч света попадает опять в объектив и, пройдя через призму, собирается в фокальной плоскости объектива, давая изображение шкалы. Они будет смещено относительно действительной шкалы. Смещение зависит от угла наклона зеркала, определяемого перемещением измерительного штифта.
Оптиметры бывают вертикальные для наружных измерений и горизонтальные для наружных и внутренних измерений. Диапазон измерений вертикальных оптиметров составляет 0 ... 180 мм, погрешность показаний не должна превышать ±0,0003 мм. Для горизонтальных, оптиметров при измерении наружных размеров диапазоны измерений равны 0...350 мм, для внутренних измерений — 13,5... 150 мм; погрешность показаний при наружных измерениях равна ±0,0003 мм, при внутренних — ±0,001 мм.
Выпускаются вертикальные оптиметры типа ОВО-1, ИКГ и горизонтальные оптиметры типа ОГО-1 и ИКГ.
2.3. Средства измерения углов и конусов
Для измерения углов и конусов применяют угломеры (транспортирные и универсальные), синусные линейки, универсальные делительные головки.
Транспортирные угломеры служат для измерения углов от 0 до 180°.
Универсальные угломеры предназначены для измерения наружных углов от 0 до 320° и внутренних oт 40 до 180°; цена деления их по нониусу 2' и 5'. Выпускаются универсальные угломеры с точностью до 2'.
У
ниверсальные делительные и оптические головки применяются для измерения центральных углов и замеров в полярных координатах. С их помощью можно измерять углы от 0 до 360°. Цена деления оптических головок от 2" (ОДГ-2) до 1' (ОДГ-60).Синусная линейка служит для точных измерений наружных и внутренних углов деталей косвенным методом (рис. 64). Выпускают линейки трех типов: 1 - без опорной плиты с одним наклоном; 2 — с опорной плитой и одним наклоном; 3 —с двумя опорными плитами и с двойным наклоном. Синусные линейки бывают 1-го и 2-го классов точности. Синусная линейка представляет собой стальной стол, к которому прикреплены два цилиндрических ролика одинакового диаметра. Расстояние между роликами обычно 100 или 200 мм. Столик устанавливают на поверочной плите под заданным углом с помощью блока концевых мер. Высота блока мер Н определяется следующей зависимостью:
г
Рис. 64. Измерение угла синусной линейкой:
1- блок концевых мер; 2 — поверочная плита; 3 — стол; 4 — индикаторная головка.
де — угол наклона синусной линейки.
Индикатор на стойке перемещают вдоль образующей проверяемой детали и отмечают показания индикаторной головки в крайних точках. Подсчитывают проверяемый угол по формуле
где d — диаметр ролика; ln — длина измеряемого конуса; lи — расстояниемежду измеряемыми точками; f — разность в показаниях индикатора.
Пользоваться синусной линейкой рекомендуется для замеров углов до 45°, так как с увеличением угла погрешность быстро растет. Погрешность измерения синусными линейками находится в пределах 3"… 52" в зависимости от значений
L и измеряемых углов.
2.4. Специальные средства измерений
Контроль точности цилиндрических резьб проводят дифференцированным и комплексным методами.
При дифференцированном методе контроля отдельно проверяют каждый параметр резьбы:
средний диаметр, шаг и половину угла профиля. Этот метод отличается большой трудоемкостью.
При комплексном методе одновременно контролируют средний диаметр, шаг, половину угла профиля, внутренний и наружный диаметры.
Для контроля цилиндрических резьб применяют рабочие проходные (Р-ПР) и рабочие непроходные (Р-НЕ) калибры. Для контроля размеров калибров-колец и скоб применяются контрольные калибры. Главное требование, которое предъявляется к проходным резьбовым калибрам, — свинчиваемость с проверяемой резьбой.
Наружный диаметр болта проверяется предельными гладкими скобами, а внутренний диаметр гайки — предельными гладкими пробками.
С
редний диаметр можно замерять на универсальном и инструментальном микроскопах с помощью резьбовых микрометров со вставками, методом трех или двух проволочек. Метод измерения тремя проволочками наиболее распространен. Две проволочки помещают во впадины резьбы с одной стороны, третью — с противоположной. Диаметр проволочек dnвыбирают в зависимости от шага резьбы Р. Затем с помощью микрометра или оптиметра измеряют размер М (рис. 65). Для метрической резьбы средний диаметр определяют по зависимостиРис. 65. Измерение резьбы методом трех проволочек.
Если не требуется большой точности измерения или число витков небольшое, используют метод двух проволочек.
Шаг резьбы и половину угла профиля контролируют, как правило, на микроскопах или проекторах. Шаг резьбы можно измерить с помощью шагомеров (стационарных или накладных).
Проверка размеров шпоночных соединений в индивидуальном производстве осуществляется универсальным измерительным инструментом, а в массовом и крупносерийном производствах — специальными калибрами (рис. 66). Ширину пазов проверяют пластики с проходной и непроходной сторонами. Размер