Файл: Характеру шлака, образующегося при расплавлении покрытия.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 10.01.2024
Просмотров: 114
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Покрытые электроды. Электроды для ручной дуговой сварки представляют собой стальные стержни длиной до 450 мм, изготовленные из сварочной проволоки, на поверхность которых нанесено покрытие различной толщины. Один конец длиной 20-30 мм освобождается от покрытия для электрического контакта с электрододержателем.
Покрытие предназначено для повышения устойчивости горения дуги, образования комбинированной газошлаковой защиты, легирования, рафинирования и раскисления металла сварного шва.
В состав покрытия входят ионизирующие, газообразующие, шлакообразующие, легирующие, связующие и другие компоненты.
Для повышения производительности сварки в покрытие электрода добавляют железный порошок до 60% от массы покрытия.
Покрытые электроды обеспечивают равномерное плавление электродного стержня и покрытия в процессе сварки, минимальные потери электродного металла на угар и разбрызгивание, высокую производительность сварки, легкую отделимость шлаковой корки с поверхности шва, минимальную токсичность выделяемых при плавлении покрытий газов и др.
Электроды для ручной дуговой сварки классифицируют:
-
по назначению (для сварки стали, чугуна, алюминия, для наплавочных работ и т.п.); -
типу покрытия (рутиловые, фтористо-кальциевые, иль- менитовые, рудно-кислые, целлюлозные и т.д.); -
механическим свойствам металла шва; -
способу нанесения покрытия (опрессовкой или окунанием); -
количеству покрытия, нанесенного на стержень (голые, тонко- и толстопокрытые).
Электроды для сварки и наплавки в зависимости от назначения подразделяют на следующие классы: для сварки сталей углеродистых (У), легированных (Л), легированных теплоустойчивых (Т), высоколегированных с особыми свойствами (В) и для наплавки (Н).
ГОСТ 9467-75 устанавливает следующие виды покрытий электродов для сварки конструкционных и теплоустойчивых сталей: кислое (А), основное (Б), целлюлозное (Ц), рутиловое (Р), прочие покрытия (П).
Во всех видах технической документации условное обозначение электродов должно состоять из марки, диаметра, группы электродов и указания номера стандартов (ГОСТ 9466-75 и ГОСТ 9467-75).
Обозначение типа электрода для сварки конструкционных сталей содержит букву Э, вслед за которой цифрами указана величина временного сопротивления при разрыве (кгс/мм2), например: Э42, Э46А, Э50, Э50А, Э150. Буква А, расположенная вслед за цифрами, характеризует более высокие характеристики пластичности наплавленного металла (например, Э46А).
Пример обозначения. Полное обозначение электродов содержит ряд индексов:
Э46А-УОНИ-13/45-3,0-УД ГОСТ 9466-75, ГОСТ 9467-75 Е-43 2(5)Б10
Оно расшифровывается следующим образом: Э46А - тип электрода (Э - электрод для дуговой сварки; 46 - минимальный гарантируемый предел прочности металла шва в кг/мм2 (460 МПа); А - гарантируется получение повышенных пластических свойств металла шва; УОНИ-13/45 - марка электрода; 3,0 - диаметр; У - электроды для сварки углеродистых и низколегированных сталей; Д - с толстым покрытием); Е - электрод для ручной дуговой сварки; 43 2(5) - группа индексов, указывающих характеристики наплавленного металла и металла шва (43 - временное сопротивление разрыву не менее 430 Мпа, 2 - относительное удлинение не менее 22%, 5 - ударная вязкость не менее 34,5 Дж/см2 при температуре -40 °С); Б - основное покрытие; 1 - для сварки во всех пространственных положениях; О - постоянным током обратной полярности).
Допускается применять краткое обозначение электродов, например УОНИ-13/45-3,0-2 ГОСТ 9466-75.
Марки электродов с различными видами покрытий указаны в табл. 2.2. Вид и состав покрытия существенно влияет на механические характеристики получаемого соединения.
Таблица 1. Марки электродов с различными видами покрытий
| Вид покрытия | Марки |
| Кислое | ЦМ-8, МЭЗ-04 |
| Основное | УОНИ-13/45, УОНИ-13/45А, УОНИ-13/55, УОНИ-13/55К, УОНИ-13/65, СМ-11, АНО-7, АНО-8, АНО-9, АНО-11, АНО-26, АНО-27, АНО-ТМ, ОЗС-18 |
| Рутиловое | АНО-3, АНО-4, АНО-12, АНО-14, АНО-21, МР-1, МР-3, ОЗС-4, ОЗС-6, ОЗС-9, ОЗС-12, 03С-23, ЦМ-9 |
| Целлюлозное | ВСП-1, ВСП-2, ВСП-3, ВСЦ-1, ВСЦ-2, ВСЦ-4М, ВСЦ-4А, ЦУ-1 |
2.5 Режим сварки
Наиболее значительные параметры ручной дуговой сварки:
-
ток; -
напряжение; -
полярность; -
диаметр электрода; -
скорость; -
амплитуда колебаний поперек шва.
Вид и размер этих параметров подбираются сварщиком перед началом работы на основе рекомендаций и личного опыта.
Величина тока
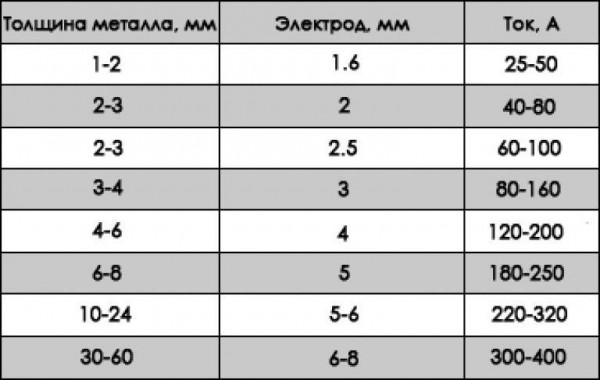
Это значение значительно влияет на качество получаемого шва и скорость сварочного процесса. Между параметрами существует прямая зависимость: величину тока при сварке устанавливают согласно диаметру выбранного электрода, а диаметр, в свою очередь, зависит от толщины свариваемых элементов.
Для более точного расчета значения тока используют формулу, в которой оно прямо пропорционально диаметру электрода. При этом применяется поправочный коэффициент. Для разных диаметров он является различным. При каком значении силы тока проводят ручную электродуговую сварку? При слабом токе нарушается стабильность дуги, шов не будет провариваться целиком, что вызывает появление трещин. Повышенное значение тока вызывает быстрый процесс сварки и приводит к усиленному распространению брызг.
Диаметр электрода
Выбор режима сварки при ручной электродуговой сварке включает необходимость грамотного определения необходимых диаметров электродов. Электроды, имеющие диаметр свыше 6 мм, отличаются большим весом, при котором их трудно удерживать в нужном направлении длительное время. Кроме того, при использовании таких электродов плохо проваривается корень шва.
Если используется многопроходной вариант, то первый слой проводится электродом 2-3 мм, а для последующих можно использовать большее значение диаметра. Это имеет большое значение при сварке ответственных конструкций, поскольку меньший диаметр обеспечивает лучшую проварку корня. При одном заходе можно сразу применять электрод большого диаметра.
При решении задачи правильного выбора диаметра электрода рассматривается марка свариваемых поверхностей. Например, для сварки чугунных изделий хорошо себя зарекомендовали электроды небольшого диаметра. Уровень тепла при этом понижается и образуется валик небольшого сечения. Если была осуществлена предварительная разделка кромок, то допускается использование электродов диаметром 3 мм, не слишком ориентируясь на толщину деталей.
Напряжение дуги
Этот параметр зависит от длины дуги, то есть расстояния от конца электрода до металлической поверхности. Дуга имеет разные размеры. Больше дуга - больше напряжение. Для плавления расходуется значительное количество тепла. Сварочный шов становится шире, а глубина провара меньше.
Напряжение зависит от диаметра электрода и значения тока. Находится в диапазоне 18-45 В. Оптимальный выбор режима ручной дуговой сварки, касающийся напряжения, предполагает сваривание короткой дугой. В этом случае напряжение не будет превышать значения, равного 20 В. Важным обстоятельством для получения хорошего шва является постоянство выбранной дуги.
Скорость
Режимы ручной дуговой сварки покрытыми электродами включают установление скорости. Чтобы избежать переполнения ванны и, как следствие, возникновения на металле подтеков, следует выбрать оптимальное значение скорости и поддерживать его постоянным на протяжении всего процесса. Большая скорость приведет к недостаточному провару шва, что вызовет появление трещин.
При слишком медленном перемещении жидкий металл начнет собираться впереди дуги. Шов получится неровным, появятся непровары. Для получения удачного шва скорость должна быть 35-40 м/час. Тогда сварочная ванна будет находиться сверху поверхности кромок, не образуя стекания вниз. Переход ее к соединению будет плавным, наплывы и подрезы не образуются.

Ширина шва уменьшается при увеличении скорости.
Полярность
Как правило, для сварочных работ применяют ток постоянной величины. Прямая полярность при постоянном токе дает возможность сваривать толстые детали. Чтобы избежать появления прожогов при соединении тонких металлов включают обратную полярность. Сварку переменным током практически не применяют, поскольку это снижает производительность.
Выбор режима сварки при ручной дуговой сварке заключается, в частности, в возможности проводить процесс при разных полярностях. При прямом варианте проводник тока подключают к клемме с минусом, а металлическое соединение к плюсу. Интенсивней, чем электрод, начинаются расплавляться элементы сварного соединения. Это дает преимущество при сварке толстых металлических деталей.
Обратная полярность получается при подключении электрода к плюсу, а металлических деталей к минусу. Это обеспечивает интенсивный расплав электрода, превосходящий плавление деталей.

Объяснение является достаточно простым и соответствует физическим законам. Где плюс, там нагревание больше. Соответственно, при прямой полярности выше нагреваются свариваемые детали. Становится возможным соединение крупных изделий. Применение такого вида полярности на тонких деталях вызовет прожоги, и шов будет некачественным. Поэтому для соединения тонких деталей обеспечивают обратную полярность.
Особенности при вертикальном расположении
Сварка в вертикальном положении является более сложной по сравнению с горизонтальным вариантом. Поэтому выбор режимов дуговой сварки в этом случае является особенно важным.
Как корректируют величину сварочного тока в вертикальном положении? Первое требование относится к дуге - она должна быть короткой. Объем сварочной ванны не должен быть большим. Для ее уменьшения следует использовать электроды небольшим диаметром, а величину тока устанавливать на 10-15% меньше, чем, когда сварка проводится в горизонтальном положении внизу.
Дополнительные параметры
Режимы сварки электродуговой включают не только основные, но и дополняющие их параметры. Такие режимы дуговой сварки так же оказывают влияние на конечное получение сварного шва.