ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 10.01.2024
Просмотров: 63
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Выполнять необходимую последовательность сварки швов; чередование слоев двухстороннего шва. Не допускать превышения величины тепловложення в шов (увеличения силы сварочного тока по сравнению с рекомендуемой для электродов применяемого типа и диаметра).
Использовать жесткое закрепление деталей перед сваркой для уменьшения их деформаций (если это предусмотрено технологической запиской или инструкцией) с помощью прихваток или приспособлений; использовать вибрацию конструкций в процессе сварки для уменьшения деформаций и напряжений.
При сварке пластических сталей и металлов использовать проковку слоев шва непосредственно за сваркой (если это предусмотрено технологической запиской).
Использовать предварительный обратный выгиб листовых деталей.
При сварке листовых резервуарных конструкций (днищ и корпусов) сперва сваривать стыки между листами, а потом стыки между полосами или поясами, при обратном порядке не исключены появление трещин в местах пересечений швов, а также увеличение коробления конструкций.
В необходимых случаях применять предварительный и сопутствующий подогревы.
Применять в необходимых случаях общую или местную термическую обработку сварных соединений.
Правка деформированных после сварки конструкций широко применяется на заводах и мастерских при недопустимом искажении формы и размеров конструкций.
Иногда применяют комбинированный термомеханический метод для ликвидации выпучины. Для этого нагревают до температуры 700-800°С по окружности эту выпучину, а затем простукивают ее равномерно деревянным молотком, подложив с другой стороны плиту или какую-нибудь другую поддержку, что облегчит пластическую деформацию
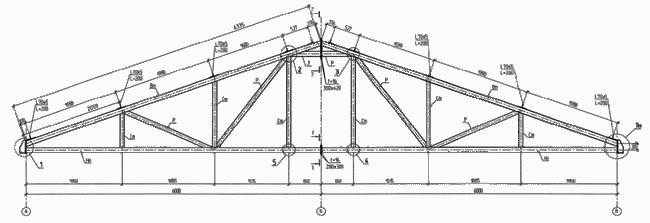
Рисунок 11 - Геометрическая схема стропильной фермы.
ЗАКЛЮЧЕНИЕ
В данной выпускной квалификационной работе на тему: «Технология изготовления решетчатой сварной конструкции, с последующей дефектацией сварной конструкции. Техника изготовления уменьшенной копии решетчатой сварной конструкции, с последующей дефектацией сварной конструкции», рассмотрена стальная конструкция ферма Ф1, изготовленная из конструкционной жаропрочной, низколегированной стали марки 17ГС. Элементы сварной конструкции соединены угловыми швами, установленные по ГОСТ 5264-80 "Ручная дугова сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры". Электроды марки УОНИ-13/45 были выбраны по ГОСТ 7881-75.
Был выбран Выпрямитель сварочный ВД-313, который удовлетворяет основным требованиям.
Я считаю, что цели поставленные при выполнении ВКР были полностью достигнуты.
ЛИТЕРАТУРА
1. Смирнов И.О. Основы электрогазосварки: учебник.- 2 - е изд.- М.: ИТК Дашков и К, 2009. - 322 с.
2. Чернышов Г.Г. Справочник электрогазосварщика и газорезчика: уч-к нач. проф. обр./ Г.Г. Чернышов, Г.В. Полевой, А.П. Выборнов и др.; под ред. Г.Г. Чернышова. М.: ИЦ Академия, 2006. - 400 с.
3. Чеба, В.А. Сварочные работы. учеб. пособие для нач. проф. обр./ В.А. Чебан.- Изд. 7-ое. Ростов н/Д: Феникс, 2010.- 412 с.
4. Адаскин, А.М. Материаловедение (металлообработка): учебник для нач.проф.обр. / А.М. Адаскин, В.М. Зуев. - 3- изд., стер.- М.: ИЦ Академия, 2008. - 240 с.
5. Куликов, О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования/ О.Н. Куликов, Е.И.Ролин.- М.:ИЦ Академия,2004. - 176 с.