Файл: Методические указания для практических занятий по дисциплине учебная практика.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 696
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
ШХ6, ШХ9, ШХ12.
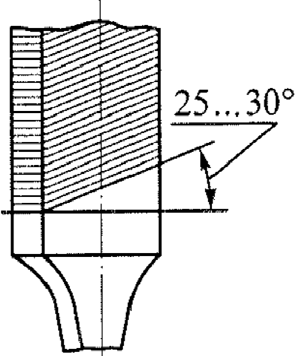
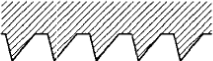
Насечки на поверхности напильника образуют зубья, причем чем меньше насечек на единицу длины напильника, тем крупнее зубья. По виду насечек различают напильники с одинарной (Рисунок 4.1, а), двойной (перекрестной) (Рисунок 4.1, б) и рашпильной (Рисунок 4.1, в) насечками.
а)
б)
в)
а - одинарная; б – двойная; в - рашпильная
Рисунок 4.1 - Типы насечки:
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, что требует приложения больших усилий. Такие напильники применяются для обработки цветных металлов, их сплавов и неметаллических материалов.
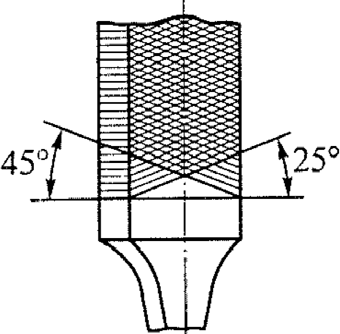
Напильники с двойной насечкой имеют основную насечку (более глубокую) и нанесенную поверх нее вспомогательную (более мелкую), которая обеспечивает дробление стружки по длине, что снижает усилия, прикладываемые к напильнику при работе. Шаг нанесения основной и вспомогательной насечек неодинаков, поэтому зубья напильника располагаются друг за другом по прямой, составляющей с осью напильника угол 5°. Такое расположение зубьев на напильнике обеспечивает частичное перекрытие следов от зубьев на обработанной поверхности, что уменьшает ее шероховатость.
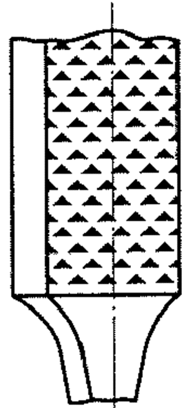
Напильники с рашпильной насечкой (рашпили) имеют зубья, которые образуются выдавливанием металла из поверхности заготовки напильника при помощи специального насекательного зубила. Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Такое расположение зубьев на поверхности напильника обеспечивает уменьшение глубины канавок, образованных зубьями, за счет частичного перекрытия следов зубьев на поверхности заготовки, что облегчает резание. Рашпили применяют для опиливания мягких материалов (баббит, свинец, дерево, каучук, резина, некоторые виды пластмасс).
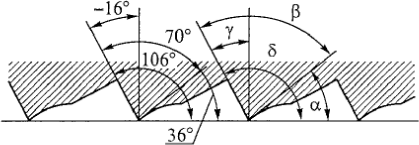
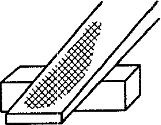
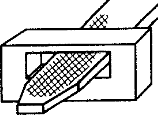
Насечки на поверхности напильника получают различными методами: насеканием (Рисунок 4.2, а) на специальных станках, фрезерованием (Рисунок. 4.2, б) и протягиванием (Рисунок 4.2, в) Независимо от способа получения насечки зубья, образованные
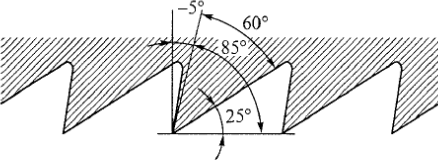
на поверхности напильника, имеют форму режущего клина, геометрическая форма которого определяется углом заострения β, задним углом α, передним углом γ и углом резания δ.
Передний угол — это угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника.
Угол заострения — это угол между передней и задней поверхностями зуба.
Задний угол — это угол между задней поверхностью зуба и касательной к обработанной поверхности.
Угол резания — это угол между передней поверхностью зуба и плоскостью обработанной поверхности.
Напильники классифицируются в зависимости от числа насечек на 10 мм длины напильника на 6 классов. Насечки имеют номера от 0 до 5, при этом чем меньше номер насечки, чем больше расстояние между насечками и соответственно крупнее зуб. Выбор номера напильника зависит от характера работ, которые будут им выполняться. Чем выше требования к точности обработки и шероховатости обработанной поверхности, тем более мелким должен быть зуб напильника.
Для грубого чернового опиливания (шероховатость Rz 160... 80, точность 0,2...0,3 мм) применяются напильники 0-го и 1-го классов (драчевые), имеющие от 5 до 14 зубьев на 10 мм насеченной части в зависимости от длины напильника.
 Для выполнения чистовой обработки (шероховатость Rz 40... 20, точность 0,05...0,1 мм) используются напильники с более мелким зубом 2-го и 3-го классов (личные), имеющие от 8 до 20 насечек на 10 мм длины насеченной части напильника.
Для выполнения чистовой обработки (шероховатость Rz 40... 20, точность 0,05...0,1 мм) используются напильники с более мелким зубом 2-го и 3-го классов (личные), имеющие от 8 до 20 насечек на 10 мм длины насеченной части напильника.
а)
б)
Рисунок 4.2 - Формы зубьев напильника
в)
δ - угол резания; γ - передний угол;
β - угол заострения; α - задний угол;
а – насеченные;
б - фрезерованные: в - протянутые
Для пригоночных, отделочных и доводочных работ (шероховатость поверхности Ra 2,5... 1,25, точность 0,02...0.05 мм) применяются напильники с мелкими и очень мелкими зубьями 4-го и 5- го классов (бархатные), имеющие от 12 до 56 насечек на 10 мм длины насеченной части. Номер насечки выбирается в зависимости от требований к шероховатости обработанной поверхности.
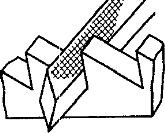
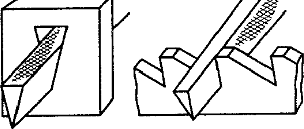
Приемы опиливания плоских поверхностей Подготовка поверхности к опиливанию включает
Подготовка поверхностей к опиливанию включает в себя очистку от масла, грязи, формовочной смеси, окалины. Очистка осуществляется корцовочными щетками, а также срубанием остатков литниковой системы и облоя зубилом с последующей зачисткой грубой наждачной бумагой. Масло удаляют растворителями.
Профиль поперечного сечения напильника
Для выполнения слесарных работ предназначены напильники с двойной насечкой, выполненной методом насекания. Такие напильники изготовляют с различной формой поперечного сечения, которая выбирается в зависимости от
формы обрабатываемой поверхности:
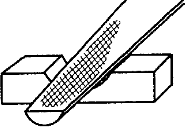
плоские напильники (Рисунок 4.3, а, б) - для опиливания плоских и выпуклых широких наружных поверхностей и распиливания прямоугольных отверстий;
квадратные напильники (Рисунок 4.3, в) - для распиливания квадратных и прямоугольных проемов, прямоугольных пазов и узких плоских наружных поверхностей;
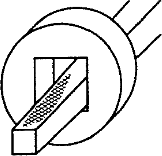
трехгранные напильники (Рисунок 4.3, г) - для распиливания отверстий и пазов с углами более 60°;
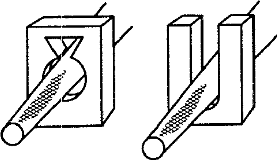
круглые напильники (Рисунок 4.3, д) - для распиливания круглых и овальных отверстий, а также вогнутых поверхностей малого радиуса закругления, которые не могут быть обработаны полукруглым напильником;
полукруглые напильники (Рисунок 4.3, е) - для опиливания вогнутых поверхностей большого радиуса закругления и галтелей;
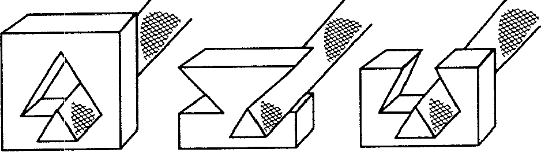
ромбические напильники (Рисунок 4.3, ж) - для опиливания зубьев зубчатых колес, звездочек, для распиливания профильных пазов и поверхностей, расположенных под острыми углами;
 ножовочные напильники (Рисунок 4.3, з) - для опиливания внутренних углов менее 10°, а также клиновидных канавок, узких пазов, зубьев зубчатых колес, плоских поверхностей и отделки углов в трехгранных, прямоугольных и квадратных отверстиях.
ножовочные напильники (Рисунок 4.3, з) - для опиливания внутренних углов менее 10°, а также клиновидных канавок, узких пазов, зубьев зубчатых колес, плоских поверхностей и отделки углов в трехгранных, прямоугольных и квадратных отверстиях.
а) б) в)
 г) д)
г) д)
е) ж) з) а - плоская; в - квадратная; г - трехгранная; д - круглая;
е - полукруглая; ж - ромбическая; з - ножовочная
Рисунок 4.3 - Формы поперечного сечения напильников и обрабатываемых поверхностей:
Профиль поперечного сечения напильника выбирается в зависимости от формы опиливаемой поверхности:
Длина напильника
Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности и должна составлять:
Насечки на поверхности напильника образуют зубья, причем чем меньше насечек на единицу длины напильника, тем крупнее зубья. По виду насечек различают напильники с одинарной (Рисунок 4.1, а), двойной (перекрестной) (Рисунок 4.1, б) и рашпильной (Рисунок 4.1, в) насечками.
а)
б)
в)
а - одинарная; б – двойная; в - рашпильная
Рисунок 4.1 - Типы насечки:
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, что требует приложения больших усилий. Такие напильники применяются для обработки цветных металлов, их сплавов и неметаллических материалов.
Напильники с двойной насечкой имеют основную насечку (более глубокую) и нанесенную поверх нее вспомогательную (более мелкую), которая обеспечивает дробление стружки по длине, что снижает усилия, прикладываемые к напильнику при работе. Шаг нанесения основной и вспомогательной насечек неодинаков, поэтому зубья напильника располагаются друг за другом по прямой, составляющей с осью напильника угол 5°. Такое расположение зубьев на напильнике обеспечивает частичное перекрытие следов от зубьев на обработанной поверхности, что уменьшает ее шероховатость.
Напильники с рашпильной насечкой (рашпили) имеют зубья, которые образуются выдавливанием металла из поверхности заготовки напильника при помощи специального насекательного зубила. Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Такое расположение зубьев на поверхности напильника обеспечивает уменьшение глубины канавок, образованных зубьями, за счет частичного перекрытия следов зубьев на поверхности заготовки, что облегчает резание. Рашпили применяют для опиливания мягких материалов (баббит, свинец, дерево, каучук, резина, некоторые виды пластмасс).
Насечки на поверхности напильника получают различными методами: насеканием (Рисунок 4.2, а) на специальных станках, фрезерованием (Рисунок. 4.2, б) и протягиванием (Рисунок 4.2, в) Независимо от способа получения насечки зубья, образованные
на поверхности напильника, имеют форму режущего клина, геометрическая форма которого определяется углом заострения β, задним углом α, передним углом γ и углом резания δ.
Передний угол — это угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника.
Угол заострения — это угол между передней и задней поверхностями зуба.
Задний угол — это угол между задней поверхностью зуба и касательной к обработанной поверхности.
Угол резания — это угол между передней поверхностью зуба и плоскостью обработанной поверхности.
Напильники классифицируются в зависимости от числа насечек на 10 мм длины напильника на 6 классов. Насечки имеют номера от 0 до 5, при этом чем меньше номер насечки, чем больше расстояние между насечками и соответственно крупнее зуб. Выбор номера напильника зависит от характера работ, которые будут им выполняться. Чем выше требования к точности обработки и шероховатости обработанной поверхности, тем более мелким должен быть зуб напильника.
Для грубого чернового опиливания (шероховатость Rz 160... 80, точность 0,2...0,3 мм) применяются напильники 0-го и 1-го классов (драчевые), имеющие от 5 до 14 зубьев на 10 мм насеченной части в зависимости от длины напильника.
Для выполнения чистовой обработки (шероховатость Rz 40... 20, точность 0,05...0,1 мм) используются напильники с более мелким зубом 2-го и 3-го классов (личные), имеющие от 8 до 20 насечек на 10 мм длины насеченной части напильника. а)
б)
Рисунок 4.2 - Формы зубьев напильника
в)
δ - угол резания; γ - передний угол;
β - угол заострения; α - задний угол;
а – насеченные;
б - фрезерованные: в - протянутые
Для пригоночных, отделочных и доводочных работ (шероховатость поверхности Ra 2,5... 1,25, точность 0,02...0.05 мм) применяются напильники с мелкими и очень мелкими зубьями 4-го и 5- го классов (бархатные), имеющие от 12 до 56 насечек на 10 мм длины насеченной части. Номер насечки выбирается в зависимости от требований к шероховатости обработанной поверхности.
Приемы опиливания плоских поверхностей Подготовка поверхности к опиливанию включает
Подготовка поверхностей к опиливанию включает в себя очистку от масла, грязи, формовочной смеси, окалины. Очистка осуществляется корцовочными щетками, а также срубанием остатков литниковой системы и облоя зубилом с последующей зачисткой грубой наждачной бумагой. Масло удаляют растворителями.
Профиль поперечного сечения напильника
Для выполнения слесарных работ предназначены напильники с двойной насечкой, выполненной методом насекания. Такие напильники изготовляют с различной формой поперечного сечения, которая выбирается в зависимости от
формы обрабатываемой поверхности:
плоские напильники (Рисунок 4.3, а, б) - для опиливания плоских и выпуклых широких наружных поверхностей и распиливания прямоугольных отверстий;
квадратные напильники (Рисунок 4.3, в) - для распиливания квадратных и прямоугольных проемов, прямоугольных пазов и узких плоских наружных поверхностей;
трехгранные напильники (Рисунок 4.3, г) - для распиливания отверстий и пазов с углами более 60°;
круглые напильники (Рисунок 4.3, д) - для распиливания круглых и овальных отверстий, а также вогнутых поверхностей малого радиуса закругления, которые не могут быть обработаны полукруглым напильником;
полукруглые напильники (Рисунок 4.3, е) - для опиливания вогнутых поверхностей большого радиуса закругления и галтелей;
ромбические напильники (Рисунок 4.3, ж) - для опиливания зубьев зубчатых колес, звездочек, для распиливания профильных пазов и поверхностей, расположенных под острыми углами;
ножовочные напильники (Рисунок 4.3, з) - для опиливания внутренних углов менее 10°, а также клиновидных канавок, узких пазов, зубьев зубчатых колес, плоских поверхностей и отделки углов в трехгранных, прямоугольных и квадратных отверстиях.а) б) в)
г) д)
е) ж) з) а - плоская; в - квадратная; г - трехгранная; д - круглая;
е - полукруглая; ж - ромбическая; з - ножовочная
Рисунок 4.3 - Формы поперечного сечения напильников и обрабатываемых поверхностей:
Профиль поперечного сечения напильника выбирается в зависимости от формы опиливаемой поверхности:
-
плоский, плоская сторона полукруглого - для опиливания плоских и выпуклых криволинейных поверхностей; -
квадратный, плоский - для обработки пазов, отверстий и проемов прямоугольного сечения; -
плоский, квадратный, плоская сторона полукруглого - при опиливании поверхностей, расположенных под углом 90°; -
трехгранный - при опиливании поверхностей, расположенных под углом свыше 60°; -
ножовочный, ромбический - для опиливания поверхностей, расположенных иод углом свыше 10°; -
трехгранные, круглые, полукруглые, ромбические, квадратные, ножовочные
-
для распиливания отверстий (в зависимости от их формы).
Длина напильника
Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности и должна составлять:
-
100... 160 мм - для опиливания тонких пластин; -
160...250 мм - для опиливания поверхностей с длиной обработки до 50 мм; 250... 315 мм - с длиной обработки до 100 мм; 315...400 мм - с длиной обработки более 100 мм; -
100... 200 мм - для распиливания отверстий в деталях толщиной до 10 мм; -
315...400 мм - для чернового опиливания: -
100... 160 мм - при доводке (надфили).