Файл: Методические указания для практических занятий по дисциплине учебная практика.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 700
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Виды опиливания
Черновое опиливание выполняется драчевыми напильниками (№ 0 и 1). Чем больше припуск на опиливание, тем больше должна быть длина напильника. При черновом опиливании прикладываются значительные усилия, чтобы обеспечить снятие стружек максимальной толщины.
Чистовое опиливание осуществляется личными напильниками (№ 2 и 3) с меньшими усилиями, что обеспечивает съем небольшой стружки и получение поверхности высокого качества.
Для получения плоскостности проводится припиливание на «краску» в следующем порядке:
-
на поверочную плиту наносят тонкий слой краски; -
опиленное начисто изделие накладывают на плиту и перемещают по ней; -
окрашенные места снимают личным напильником; Приемы опиливания плоских поверхностей
Положение корпуса считается правильным, если правая рука с напильником, установленным на губках тисков (исходное положение), согнутая в локте, образует угол 90° между плечевой и локтевой частью руки. При этом корпус работающего должен быть прямым и развернутым под углом 45° к линии оси тисков (Рисунок 4.4).
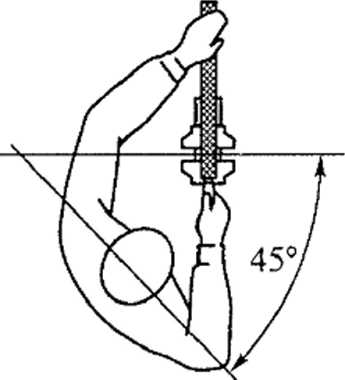
Рисунок 4.4 – Положение корпуса рабочего при опиливании
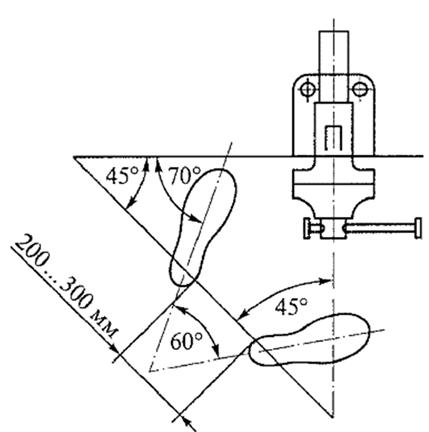
Положение ног рабочего (Рисунок 4.5). При начале рабочего хода напильника масса тела приходится на правую ногу, при нажиме центр тяжести переходит на левую ногу. Этому соответствует такая расстановка ног: левая выносится (отводится) вперед по направлению движения напильника, правую ногу отставляют от левой на 200 - 300 мм так, чтобы середина ее ступни находилась против пятки левой ноги. При рабочем ходе напильника (от себя) основная нагрузка приходится на левую ногу, а при обратном (холостом) ходе - на правую,
поэтому мышцы ног попеременно отдыхают.
При снятии напильником толстых слоев металла приходится нажимать на напильник с большой силой, поэтому правую ногу отставляют от левой назад на полшага, и
правая нога в этом случае является основной опорой. При слабом нажиме на напильник, например, при доводке или отделке поверхности, стопы, ног располагают почти рядом. Эти работы как точные чаще выполняют сидя.
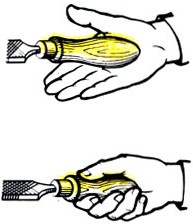
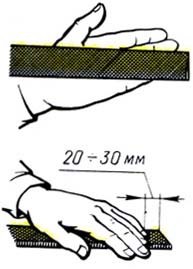
 Положение рук (хватка напильника) имеет чрезвычайно важное значение. Слесарь берет в правую руку напильник за ручку так, чтобы ручка упиралась в ладонь руки, четыре пальца захватывали ручку снизу, а большой палец помещался сверху (Рисунок 4.6, а). Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20 - 30 мм от его носка. При этом пальцы должны быть слегка согнуты, но не свисать (Рисунок 4.6, б); они не поддерживают, а только прижимают напильник. Локоть левой руки должен быть
Положение рук (хватка напильника) имеет чрезвычайно важное значение. Слесарь берет в правую руку напильник за ручку так, чтобы ручка упиралась в ладонь руки, четыре пальца захватывали ручку снизу, а большой палец помещался сверху (Рисунок 4.6, а). Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20 - 30 мм от его носка. При этом пальцы должны быть слегка согнуты, но не свисать (Рисунок 4.6, б); они не поддерживают, а только прижимают напильник. Локоть левой руки должен бытьРисунок 4.5 – Положение ног рабочего при опиливании
немного приподнят. Правая рука от локтя до кисти должна составлять с напильником прямую линию.
Координация усилий. При опиливании должна соблюдаться координация усилий нажима (балансировка), заключающаяся в правильном увеличении нажима правой руки на напильник во время рабочего хода и при одновременном уменьшении нажима левой руки (Рисунок 4.7). Движение напильника должно быть строго горизонтальным, поэтому нажимы на ручку и носок напильника должны изменяться в зависимости от положения точки опоры напильника на обрабатываемой поверхности. При рабочем движении напильника нажим левой рукой постепенно уменьшают. Регулируя нажимы на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям.
В случае ослабления нажима правой руки и усиления левой может произойти завал поверхности вперед. При усилении нажима правой руки и ослаблении левой руки получится завал назад.
 а)
а)б)
а - правой, б – левой
Рисунок 4.6 – Положение рук рабочего при опиливании
Прижимать напильник к обрабатываемой поверхности необходимо при рабочем ходе (от себя). При обратном ходе не следует отрывать напильник от поверхности детали.
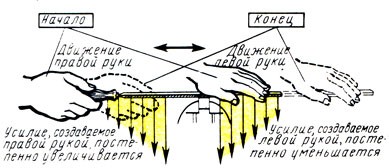
Рисунок 4.7 - Распределение усилий нажима при опиливании
Во время обратного хода напильник должен лишь скользить. Чем грубее обработка, тем больше должно быть усилие при рабочем ходе.
При чистовом опиливании нажим на напильник должен быть значительно меньше, чем при черновом. В этом случае левой рукой нажимают на носок напильника не ладонью, а лишь большим пальцем.
При опиливании широких плоских поверхностей используют три способа:
-
после каждого двойного хода напильника его перемещают в поперечном направлении на расстояние, несколько меньшее ширины напильника; -
напильник совершает сложное движение вперед и в сторону поперек заготовки; -
перекрестное опиливание, при котором обработка ведется попеременно по диагоналям обрабатываемой поверхности, а затем вдоль и поперек этой поверхности. Такое перемещение напильника позволяет видеть отклонения обрабатываемой поверхности от плоскостности. Там, где имеются впадины и завалы, штрихи будут прерываться. Применение перекрестного опиливания обеспечивает получение более ровной поверхности.
Опиливание сопряженных поверхностей, расположенных под углом. Вначале опиливают одну (базовую) поверхность, а затем по ней другую, сопряженную. В
качестве базовой обычно обрабатывают поверхность, размеры которой являются наибольшими. Контроль плоскостности обработанных поверхностей осуществляют лекальной линейкой, а углов между ними - лекальным угольником, угломером или шаблоном в нескольких местах (не менее трех). Угольник, угломер или шаблон при контроле должен располагаться от края обработанной поверхности на расстоянии не менее 5 мм.
Контроль качества опиливания
Для контроля опиленных поверхностей пользуются поверочными линейками, штангенциркулями, угольниками и поверочными плитами.
Поверочную линейку надо выбирать в зависимости от длины проверяемой поверхности, т. е. поверочная линейка по длине должна перекрывать проверяемую поверхность.
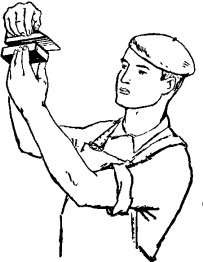 Проверка качества опиливания поверхности поверочной линейкой производится «на просвет» (Рисунок 4.8, а). Для этого деталь освобождают из тисков и поднимают на уровень глаз; поверочную линейку берут правой рукой за середину и прикладывают ребро поверочной линейки перпендикулярно к проверяемой поверхности.
Проверка качества опиливания поверхности поверочной линейкой производится «на просвет» (Рисунок 4.8, а). Для этого деталь освобождают из тисков и поднимают на уровень глаз; поверочную линейку берут правой рукой за середину и прикладывают ребро поверочной линейки перпендикулярно к проверяемой поверхности.
б)
а) в)
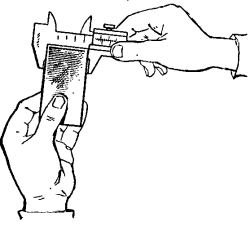
а - поверочной линейкой, б - кронциркулем, в - штангенциркулем Рисунок 4.8 - Определение параллельности плоскостей
Для проверки поверхности во всех направлениях сначала линейку ставят по