Файл: 1 Состояние приводов упоров опускающихся, сталкивателя и телег промковша.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 159
Скачиваний: 1
Министерство науки и высшего образования Российской Федерации
Федеральное государственное бюджетное
образовательное учреждение высшего образования
«Комсомольский-на-Амуре государственный университет»
Колледж
Кафедра «Общепрофессиональных и специальных дисциплин»
Специальность 15.02.07 – «Автоматизация технологических процессов и производств (по отраслям)»
О Т Ч Ё Т
По практике
Экранная форма «Упоры, телеги промковша, сталкиватель»
Студент группы 9АПт-1 В.В. Чвалинский
Руководитель практики Д.В. Урасов
Нормоконтролёр А.Р. Овсянников
2022
Содержание
1 Состояние приводов упоров опускающихся, сталкивателя и телег промковша3
2 Описание первой таблицы4
3 Описание второй таблицы5
4 Краткое описание МНЛЗ7
5 Оборудование8
Заключение12
Список использованных источников13
1 Состояние приводов упоров опускающихся, сталкивателя и телег промковша
Экранная форма «Упоры, телеги промковша, сталкиватель» предназначена для отображения состояния УПП, ПЧ телег промковша и сталкивателя боковой выдачи, удаленного управления сборкой/разборкой электрических схем преобразователей, сброса/квитирования возникающих предупреждений и аварий УПП и ПЧ (Рисунок 1).
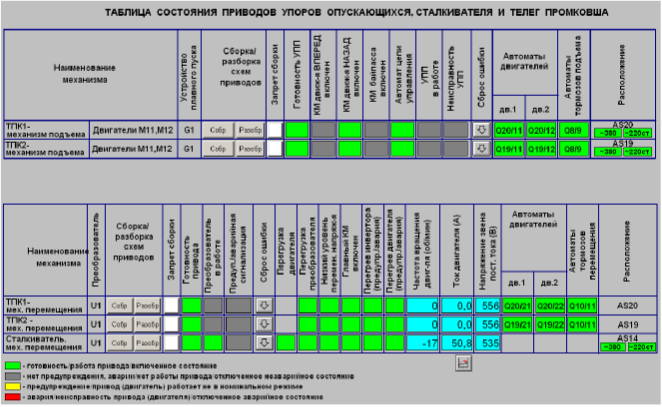
Рисунок 1 - Экран таблица состояния приводов упоров опускающихся,
сталкивателя и телег промковша МНЛЗ№1
На экране показаны 2 таблицы, в строках которых показаны элементы
отображения сигналов и элементы управления (кнопки, переключатели) для УПП механизмов подъема промковшей, для ПЧ перемещения телег
промковшей и сталкивателя.
Описание таблиц представлено в заголовках 2 и 3.
По нажатию кнопки (Рисунок 2) выводится окно с графиками по току двигателей перемещения ТПК1 и ТПК2.

Рисунок 2 – Кнопка для открытия графиков
2 Описание первой таблицы
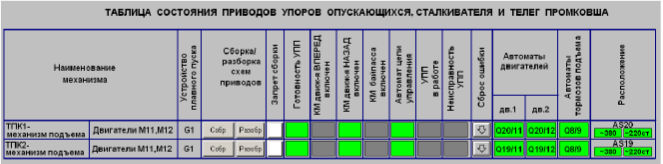
Рисунок 3 – Экран состояния приводов выводной линии
В столбцах таблицы расположены следующие элементы управления и
визуализации:
1 Наименование механизма.
2 Обозначение УПП (G1, G2, G3).
3 Кнопки сборки цепи управления (с надписью «Собр»).
4 Кнопки разборки цепи управления (с надписью «Разобр»).
5 Двухпозиционный переключатель «Запрет сборки» (запрет активен, когда на элементе изображен красный крест, и не активен если креста нет). Переключение из одного состояния в другое производится нажатием левой клавиши мыши после наведения курсора на переключатель. При включенном запрете сборки после нажатия на кнопку «Собрать» цепь управления не будет собрана. На разборку привода действие переключателя запрета не распространяется.
6 Лампа «Готовность УПП» (зеленый цвет – УПП готово, красный цвет – не готово). Готовность УПП включает готовность преобразователя и собранное состояние цепи управления.
7 Лампа «КМ движения ВПЕРЕД включен» - состояние электромагнитного контактора движения вперед (зеленый цвет – КМ включен, серый цвет – КМ выключен).
8 Лампа «КМ движения НАЗАД включен»- состояние электромагнитного контактора движения назад (зеленый цвет – КМ включен, серый цвет – КМ выключен).
9 Лампа «КМ байпаса включен»- состояние электромагнитного контактора байпаса УПП (зеленый цвет – КМ включен, серый цвет - КМ выключен) Включение КМ байпаса используется для снятия нагрузки с УПП после выхода электродвигателя на рабочий режим.
10 Лампа «Автомат цепи управления» - автоматический выключатель цепи управления УПП.
11 Лампа «УПП в работе» - сигнализирует состояние УПП в данный момент (зеленый цвет – в работе, серый цвет – нет).
12 Лампа «Неисправность УПП» - сигнализирует о неисправности УПП (красный цвет – есть неисправность, серый цвет – нет).
13 Кнопка «Сброс ошибки» с изображением стрелки, направленной вниз, служит для сброса (квитирования) сигнализации о неисправности УПП.
14 Лампы «Автоматы двигателей» - отображают состояние автоматов двигателей, подключенных к УПП (зеленый цвет – включен, красный – выключен).
15 В колонке «Шкаф» указано название шкафа, в котором располагаются УПП, а также состояние его электропитания «
380», «
220», «
220ст.» (зеленый цвет – питание исправно, красный цвет – питание неисправно).
Министерство науки и высшего образования Российской Федерации
Федеральное государственное бюджетное
образовательное учреждение высшего образования
«Комсомольский-на-Амуре государственный университет»
Колледж
Кафедра «Общепрофессиональных и специальных дисциплин»
Специальность 15.02.07 – «Автоматизация технологических процессов и производств (по отраслям)»
О Т Ч Ё Т
По практике
Экранная форма «Упоры, телеги промковша, сталкиватель»
Студент группы 9АПт-1 В.В. Чвалинский
Руководитель практики Д.В. Урасов
Нормоконтролёр А.Р. Овсянников
2022
Содержание
1 Состояние приводов упоров опускающихся, сталкивателя и телег промковша3
2 Описание первой таблицы4
3 Описание второй таблицы5
4 Краткое описание МНЛЗ7
5 Оборудование8
Заключение12
Список использованных источников13
1 Состояние приводов упоров опускающихся, сталкивателя и телег промковша
Экранная форма «Упоры, телеги промковша, сталкиватель» предназначена для отображения состояния УПП, ПЧ телег промковша и сталкивателя боковой выдачи, удаленного управления сборкой/разборкой электрических схем преобразователей, сброса/квитирования возникающих предупреждений и аварий УПП и ПЧ (Рисунок 1).
Рисунок 1 - Экран таблица состояния приводов упоров опускающихся,
сталкивателя и телег промковша МНЛЗ№1
На экране показаны 2 таблицы, в строках которых показаны элементы
отображения сигналов и элементы управления (кнопки, переключатели) для УПП механизмов подъема промковшей, для ПЧ перемещения телег
промковшей и сталкивателя.
Описание таблиц представлено в заголовках 2 и 3.
По нажатию кнопки (Рисунок 2) выводится окно с графиками по току двигателей перемещения ТПК1 и ТПК2.
Рисунок 2 – Кнопка для открытия графиков
2 Описание первой таблицы
Рисунок 3 – Экран состояния приводов выводной линии
В столбцах таблицы расположены следующие элементы управления и
визуализации:
1 Наименование механизма.
2 Обозначение УПП (G1, G2, G3).
3 Кнопки сборки цепи управления (с надписью «Собр»).
4 Кнопки разборки цепи управления (с надписью «Разобр»).
5 Двухпозиционный переключатель «Запрет сборки» (запрет активен, когда на элементе изображен красный крест, и не активен если креста нет). Переключение из одного состояния в другое производится нажатием левой клавиши мыши после наведения курсора на переключатель. При включенном запрете сборки после нажатия на кнопку «Собрать» цепь управления не будет собрана. На разборку привода действие переключателя запрета не распространяется.
6 Лампа «Готовность УПП» (зеленый цвет – УПП готово, красный цвет – не готово). Готовность УПП включает готовность преобразователя и собранное состояние цепи управления.
7 Лампа «КМ движения ВПЕРЕД включен» - состояние электромагнитного контактора движения вперед (зеленый цвет – КМ включен, серый цвет – КМ выключен).
8 Лампа «КМ движения НАЗАД включен»- состояние электромагнитного контактора движения назад (зеленый цвет – КМ включен, серый цвет – КМ выключен).
9 Лампа «КМ байпаса включен»- состояние электромагнитного контактора байпаса УПП (зеленый цвет – КМ включен, серый цвет - КМ выключен) Включение КМ байпаса используется для снятия нагрузки с УПП после выхода электродвигателя на рабочий режим.
10 Лампа «Автомат цепи управления» - автоматический выключатель цепи управления УПП.
11 Лампа «УПП в работе» - сигнализирует состояние УПП в данный момент (зеленый цвет – в работе, серый цвет – нет).
12 Лампа «Неисправность УПП» - сигнализирует о неисправности УПП (красный цвет – есть неисправность, серый цвет – нет).
13 Кнопка «Сброс ошибки» с изображением стрелки, направленной вниз, служит для сброса (квитирования) сигнализации о неисправности УПП.
14 Лампы «Автоматы двигателей» - отображают состояние автоматов двигателей, подключенных к УПП (зеленый цвет – включен, красный – выключен).
15 В колонке «Шкаф» указано название шкафа, в котором располагаются УПП, а также состояние его электропитания «
380», «По нажатию кнопок (Рисунок 4) выводится соответствующее окно сообщений для УПП, автоматов двигателей и электропитания шкафа.Рисунок 4 – Кнопка для вывода сообщений3 Описание второй таблицыРисунок 5 – Индикация и управление приводамиВ строках таблицы указаны элементы отображения сигналов и элементы управления (кнопки, переключатель) для 3 ПЧ:1 ПЧ кристаллизатора U1 (Для ручья 1 – ПЧ Simovert Masterdrives MC, для ручья 2-6 – ПЧ WEG CFW700).2 ПЧ ТПМ №1 U3 – ПЧ Simovert Masterdrives VC Plus.3 ПЧ ТПМ №2 U4 – ПЧ Simovert Masterdrives VC Plus.В столбцах – элементы управления и визуализации:1 Наименование механизма.2 Обозначение преобразователя (U1, U3, U4).3 Кнопка сборки цепи управления ПЧ (с надписью «Собр»).4 Кнопка разборки цепи управления ПЧ (с надписью «Разобр»).5 Двухпозиционный переключатель «Запрет сборки» (запрет активен, когда на элементе изображен красный крест, и не активен если креста нет). Переключение из одного состояния в другое производится нажатием левой клавиши мыши после наведения курсора на переключатель). При включенномзапрете сборки после нажатия на кнопку «Собрать» цепь управления ПЧ не будет собрана. На разборку цепи управления ПЧ действие переключателя запрета не распространяется.6 Лампа «Готовность привода» (зеленый цвет – ПЧ готов, красный – не готов). Готовность ПЧ включает готовность преобразователя и собранное состояние электрической схемы ПЧ.7 Лампа «Преобразователь в работе» (зеленый цвет – ПЧ в работе, серый – не в работе). Определяет состояние отработки ПЧ задания скорости в прямом или обратном направлении.8 Лампа «Предупредительная/Аварийная сигнализация» (желтый цвет – есть предупреждение(-я) в ПЧ, красный цвет – есть авария(-и) в ПЧ, серый цвет – нет ни того, ни другого).Авария – критическая ошибка в ПЧ, которая может вывести преобразователь из работы.Предупреждение – ошибка, которая сообщает о приближении аварийного состояния ПЧ либо обращает внимание на текущий статус преобразователя.Аварийные и предупредительные ошибки имеют коды. На фоне любого предупреждения показывается его код, а на фоне любой аварии – код данной аварии.При отображении авария всегда перекрывает предупреждение, т.е. независимо от времени возникновения аварийная лампа всегда будет «накрывать» собой лампу(-ы) предупреждения. В случае квитирования всех аварийных сообщений ПЧ в данном поле станет видна лампа предупреждения, если таковое появилось в ПЧ.
Пример:Лампа «Предуп./Аварийная сигнализация» - красная с кодом «15» - это значит что в ПЧ есть не квитированная или не устраненная авария (Fault) с кодом F015. При устранении причины аварии либо квитировании аварии с помощью кнопки «Сброс ошибки» на месте красной появляется желтая лампа с кодом «34» - это означает, что помимо аварии F015 в ПЧ активно предупреждение (Alarm) с кодом 034 (в таблице расшифровки предупреждений в документации ПЧ оно указывается в форме A034).9 Кнопка «Сброс ошибки» с изображением стрелки, направленной вниз. Служит для сброса предупреждений и аварий ПЧ (квитирования). После сброса ошибки текущее предупреждение/авария перестает отображаться в графе «Предуп./Аварийная сигнализация», поэтому чтобы записать код предупреждения/аварии, это нужно сделать до ее сброса. Если в ПЧ имеются другие не квитированные аварии/предупреждения, то в поле «Предуп./Аварийная сигнализация» появится код последней из них на соответствующем фоне.10 Лампа «Перегрузка двигателя» (есть перегрузка – красный цвет, нет перегрузки – зеленый цвет). Отображает наличие перегрузки двигателя по моменту, т.е. большой ток в обмотке ротора.11 Лампа «Перегрузка преобразователя» (есть перегрузка – красный цвет, нет перегрузки – зеленый цвет). Отображает наличие перегрузки преобразователя по току.12 Лампа «Низкий уровень переменного напряжения» (низкий уровень – красный цвет, нормальный уровень – зеленый цвет).13 Лампа «Главный КМ включен» (электромагнитный контактор включен – зеленый цвет, электромагнитный контактор выключен – серый цвет).14 Лампа «Перегрев инвертора» (предупреждение – желтый цвет, авария – красный цвет, нет перегрева – зеленый цвет). Отображает статус ПЧ по перегреву.15 Лампа «Перегрев двигателя» (предупреждение – желтый цвет, авария – красный цвет, нет перегрева – зеленый цвет). Отображает статус двигателя по перегреву.16 Поле вывода «Частота вращения двигателя (об/мин)» - текущая скорость двигателя в об/мин.17 Поле «Ток двигателя» - текущий ток в обмотке ротора двигателя, А.18 Поле «Напряжение звена постоянного тока», В. Текущее напряжение на электронных ключах звена постоянного тока ПЧ.19 Поле «Режим БАЙПАС готовности» позволяет включить байпас (обход) готовности одной из ТПМ.20 Поле «Диагностика приводов» позволяет открыть окно диагностических сообщений по соответствующему ПЧ.4 Краткое описание МНЛЗМНЛЗ — машина непрерывного литья заготовок (или УНРС — установка непрерывной разливки стали). В настоящее время около 60 % отливаемых непрерывным литьем заготовок разливается на слябовых МНЛЗ. Жидкая сталь
непрерывно заливается в водоохлаждаемую форму, называемую кристаллизатором. Перед началом заливки в кристаллизатор вводится специальное устройство с замковым захватом («затравка»), как дно для первой порции металла. После затвердевания металла затравка вытягивается из кристаллизатора, увлекая за собой формирующийся слиток. Поступление жидкого металла продолжается и слиток непрерывно наращивается. В кристаллизаторе затвердевают лишь поверхностные слои металла, образуя твердую оболочку слитка, сохраняющего жидкую фазу по центральной оси. Поэтому за кристаллизатором располагают зону вторичного охлаждения, называемую также второй зоной кристаллизации. В этой зоне в результате форсированного поверхностного охлаждения заготовка затвердевает по всему сечению. Этот процесс слиткообразования является способом получения слитков неограниченной длины. В этом случае по сравнению с разливкой в изложницы резко уменьшаются потери металла на обрезку концов слитков, которые, например, при литье спокойной стали составляют 15—25 %. Кроме того, благодаря непрерывности литья и кристаллизации, достигается полная равномерность структуры слитка по всей его длине.
5 Оборудование
1 Шестиручьевая МНЛЗ радиального типа с радиусом кривизны 6000 мм предназначенная для отливки заготовки сечением (125 × 125) мм, требуемой длины (6000 12000) мм.
2 МНЛЗ оснащена подъемно-поворотным стендом, предназначенным для передачи сталеразливочного ковша (далее по тексту стальковш) из раздаточного пролета в пролет МНЛЗ.
3 МНЛЗ оснащена двумя стендами с полупортальными телегами для разогрева рабочей футеровки промежуточных ковшей (далее по тексту промковш) и передачи их на разливочную площадку.
На каждой телеги расположены по шесть отсечных поворотных желобов по одному на каждый ручей (далее по тексту - желоба). Желоба предназначены для кратковременного перекрытия струи металла из канала стакана-дозатора и направления его истечения в штатные сливные емкости при запуске ручья или при возникновении нештатных ситуаций на ручье во время разливки стали
(предотвращения перелива кристаллизатора при остановке заготовки, прорывах корочки слитка, неорганизованности струи и т.д.).
Каждая полупортальная телега оснащена манипулятором для установки
огнеупорной трубы и защиты струи металла от вторичного окисления, поступающей из стальковша в промковш. Разливка стали, с защитой струи металла из стальковша производится со следующими материалами и приспособлениями:
- огнеупорная защитная труба длиной 700 мм с фетровой уплотнительной вставкой, предназначенной для уплотнения зазора между стаканом-коллектором стальковша и воронкой трубы;- манипулятор с гидравлическим приводом (для передвижения трубы вверх и вниз) и червячным приводом, с вилкой для крепления защитной трубы.4 Разливка стали на МНЛЗ производиться через промковш с заранее подготовленный и разогретой до необходимой температуры рабочей огнеупорной футеровкой. Параметры и форма промковша выбраны таким образом, чтобы ограничить попадание в кристаллизатор неметаллических включений и шлака, а также исходя из минимального снижения рабочей скорости разливки за время замены стальковша.С учетом указанных факторов, при рабочем уровне металла 900 мм вместимость промковша составляет 22 тонны стали.5 МНЛЗ оснащена водоохлаждаемыми кристаллизаторами с медными конусными или параболическими гильзами длиной 800 мм, и жесткой оребренной обечайкой, позволяющей обеспечить высокий теплосъем от затвердевающего слитка и формирование оболочки слитка необходимой толщины и прочности. Для повышения стойкости, рабочая полость гильзы кристаллизатора покрыта защитным покрытием (однослойное хромовое, многослойное никель-кобальт-хромовое) толщиной (0,08 ÷ 0,12) мм.6 МНЛЗ снабжена механизмами качания кристаллизатора с автоматическим регулированием частоты качания (до 250 циклов в минуту) в зависимости от скорости разливки, с механической регулировкой амплитуды качания ± (4 8) мм. Режимы качания приведены в Приложении Б.7 МНЛЗ оснащена автоматической системой технологической смазки кристаллизаторов МНЛЗ, обеспечивающей равномерное смачивание рабочих стенок гильз для исключения подвисаний и обрывов слитка в процессе разливки стали и получения заготовок с высоким качеством поверхности. Расход технологической смазки на кристаллизатор приведен в Приложении В.8 Поддержание уровня металла в кристаллизаторе производится автоматически с помощью системы контроля уровня расплава LB352 (далее по тексту СКУ) на базе сцинтилляционных детекторов LB6639W путем изменения скорости разливки.При стабильном процессе разливки стали, величина колебаний металла в кристаллизаторе от заданного уровня должна составлять ± 10 мм.9 Система первичного охлаждения предназначена для охлаждения гильз кристаллизаторов водой определенного качества. Требования к качеству воды приведены в приложении Л.