Файл: Расчетноконструкторский Расчет системы вентиляции склада готовой продукции.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 297
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
доп= 0,35 г/м3 составляет:Vприт = G/gдоп (22)Рассчитать необходимое количество воздуха для организации воздухообмена. Насколько необходимо увеличить количество воздуха, извлекаемого из-под укрытий или организовать дополнительную вытяжку из помещения?2.15 Расчет воздуховодов, выбор вентиляторов и электродвигателейПри проектировании общеобменных вентиляционных систем необходимо знать объем приточного и удаляемого (вытягиваемого) из помещения воздуха.1. Для защиты от вредных выделений необходимо знать:1) количество вредных выделений q(газов, пыли, паров), поступающих в помещение (г/ч);2) допустимую концентрацию вредных веществ в производственном помещении ПДК и концентрацию вредных веществ в приточном (наружном) воздухе Кп (мг/л).Имея эти данные, определяют объем воздуха LВдля растворения вредных веществ до ПДК: (23)2. Необходимый объем воздуха для борьбы с избыточным теплом определяют по формуле: (24)где Qизб – избыточное тепло, ккал/ч;tв, tн – соответственно температура внутреннего и наружного (приточного) воздуха; — удельный вес наружного воздуха, кг/м3. 3. В отдельных случаях для расчета количества воздуха, необходимого для вентиляции, можно пользоваться понятием «кратности воздухообмена» (п), показывающим, сколько раз в течение часа должен поменяться воздух в помещении (п — для различных помещений приводится в литературе). Зная «n» для любого цеха (отделения), определяют ориентировочный объем притока или вытяжки Lк = п Vпом, м3/ч, где Vпом — объем помещения в м3.2.16 Порядок расчета вентиляционной системы общеобменной вентиляции1. Выбирают конфигурацию вентиляционной сети в зависимости от размеров помещения, установок, оборудования.2. По расчетным объемам вентиляционного воздуха и его скоростям внутри воздуховодов на отдельных участках сети (которые принимают 6-12 м/с) определяют по специальным номограммам сечение воздуховодов.
3. Определяют сопротивления трения Rи местные сопротивления zв сети. Сопротивление трения R определяется по формуле: (25)Где — коэффициент сопротивления трения (для стальных воздуховодов — =0,02); l — длина воздуховода, м; d — диаметр воздуховода, м; — скоростной напор. Местные сопротивления z возникают в тройниках, коленах, отводах, калориферах и т. п. и определяются по формуле: (26)Где - сумма коэффициентов местных сопротивлений (определяется по таблицам).4. Зная, какую производительность в м3/г и полное давление Н (Н должно быть больше R+Z) должен развивать вентилятор, производят его выбор по аэродинамической характеристике.5. Установочная мощность электродвигателя вентилятора в кВт рассчитывается по формуле: (27)где L — производительность вентилятора, м3/ч; Н — полное давление вентилятора, кг/м2;в – к.п.д. вентилятора; н – к. п. д. ременной передачи (0,9); К — коэффициент запаса (11,,5).6. Определив Nуст по справочнику (каталогу), подбирают соответствующего типа электродвигатель.

Адсорбер оборудован системой управления и контроля, включающей:- щит дистанционного ручного управления запорной арматурой, а именно клиновыми фланцевыми задвижками с электроприводом во взрывозащищенном исполнении. Запорная арматура выполнена из титана, нержавеющей стали и чугуна;- щит контроля параметров работы адсорбера в фазах «адсорбция – десорбция», включающий термодат.В верхней части адсорбера имеется два загрузочных люка для осмотра и загрузки – выгрузки угля.Теплообменник – кожухотрубный конденсатор, вертикально расположенный аппарат из нержавеющей стали объемом 2 м3. Поверхность теплообмена – 40 м2. Теплообменник снабжен патрубками. Сверху в трубное пространство подается паровоздушная смесь, в нижней части сбоку в меж трубное пространство – охлаждающая вода. Среды направлены противотоком друг к другу. Температура конденсата регулируется подачей воды в теплообменник. Выход конденсата расположен в нижней сферической части теплообменника, выход охлаждающей воды в канализацию – в верхней части теплообменника. Сепаратор САЖ – ЗС – вертикально расположенный аппарат из нержавеющей стали объемом 2 м2. Служит для разделения дихлорэтана и воды, имеющих различную плотность. Аппарат снабжен мерным стеклом и линейкой. Вход конденсата расположен сверху, выход дихлорэтана – в нижней части сепаратора, а слив воды – в верхней боковой части аппарата [8].В данном проекте разработано внедрение в производство двух дополнительных адсорберов.При эксплуатации в техпроцессе трех одинаковых адсорберов в батарею обеспечивается непрерывный процесс рекуперации по двухфазному циклу, что приводит к снижению ПДК паров ДХЭ, поставки объема ДХЭ за счет его возврата адсорбцией.В перечень анализируемых показателей включены только те, которые непосредственно определяют уровень расходов при обращении с ДХЭ.В основе расчетам использованы данные при установке одного и двух дополнительных адсорберов.Кроме того, при оценке использованы данные при аварийном выходе из строя адсорбера, так как срок его остаточного ресурса истекает через два года.Использованы следующие параметры:
Таким образом, правильный выбор аппарата, позволяет обеспечивать безопасные условия труда работающего персонала, а так же приводит к снижению негативного воздействия на окружающую среду.
3. Определяют сопротивления трения Rи местные сопротивления zв сети. Сопротивление трения R определяется по формуле: (25)Где — коэффициент сопротивления трения (для стальных воздуховодов — =0,02); l — длина воздуховода, м; d — диаметр воздуховода, м; — скоростной напор. Местные сопротивления z возникают в тройниках, коленах, отводах, калориферах и т. п. и определяются по формуле: (26)Где - сумма коэффициентов местных сопротивлений (определяется по таблицам).4. Зная, какую производительность в м3/г и полное давление Н (Н должно быть больше R+Z) должен развивать вентилятор, производят его выбор по аэродинамической характеристике.5. Установочная мощность электродвигателя вентилятора в кВт рассчитывается по формуле: (27)где L — производительность вентилятора, м3/ч; Н — полное давление вентилятора, кг/м2;в – к.п.д. вентилятора; н – к. п. д. ременной передачи (0,9); К — коэффициент запаса (11,,5).6. Определив Nуст по справочнику (каталогу), подбирают соответствующего типа электродвигатель.
-
Обоснование проектного решения по установке адсорберов
Адсорбер оборудован системой управления и контроля, включающей:- щит дистанционного ручного управления запорной арматурой, а именно клиновыми фланцевыми задвижками с электроприводом во взрывозащищенном исполнении. Запорная арматура выполнена из титана, нержавеющей стали и чугуна;- щит контроля параметров работы адсорбера в фазах «адсорбция – десорбция», включающий термодат.В верхней части адсорбера имеется два загрузочных люка для осмотра и загрузки – выгрузки угля.Теплообменник – кожухотрубный конденсатор, вертикально расположенный аппарат из нержавеющей стали объемом 2 м3. Поверхность теплообмена – 40 м2. Теплообменник снабжен патрубками. Сверху в трубное пространство подается паровоздушная смесь, в нижней части сбоку в меж трубное пространство – охлаждающая вода. Среды направлены противотоком друг к другу. Температура конденсата регулируется подачей воды в теплообменник. Выход конденсата расположен в нижней сферической части теплообменника, выход охлаждающей воды в канализацию – в верхней части теплообменника. Сепаратор САЖ – ЗС – вертикально расположенный аппарат из нержавеющей стали объемом 2 м2. Служит для разделения дихлорэтана и воды, имеющих различную плотность. Аппарат снабжен мерным стеклом и линейкой. Вход конденсата расположен сверху, выход дихлорэтана – в нижней части сепаратора, а слив воды – в верхней боковой части аппарата [8].В данном проекте разработано внедрение в производство двух дополнительных адсорберов.При эксплуатации в техпроцессе трех одинаковых адсорберов в батарею обеспечивается непрерывный процесс рекуперации по двухфазному циклу, что приводит к снижению ПДК паров ДХЭ, поставки объема ДХЭ за счет его возврата адсорбцией.В перечень анализируемых показателей включены только те, которые непосредственно определяют уровень расходов при обращении с ДХЭ.В основе расчетам использованы данные при установке одного и двух дополнительных адсорберов.Кроме того, при оценке использованы данные при аварийном выходе из строя адсорбера, так как срок его остаточного ресурса истекает через два года.Использованы следующие параметры:
-
Использование трех адсорберов – один имеющийся и два дополнительных. -
Использование двух адсорберов – один имеющийся и один дополнительный.
| Название и схема | Положительные характеристики | Недостатки выбранной установки |
| Адсорберы с неподвижным слоем адсорбента. 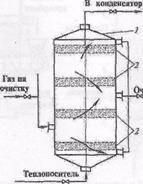 Адсорберы с кипящим слоем адсорбента 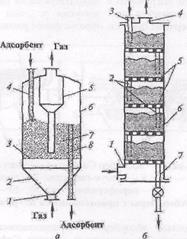 | - отсутствие истирания частиц сорбента в результате трения одна о другую и о стенки аппарата, трубопровода и т.п. - достигается достаточно высокая степень очистки и осушки газов, подаваемых в аппарат. - единичная производительность вертикальных однослойных адсорберов обычно не превышает 10000 м 3 /ч. | -небольшие скорости газового потока в шихте и относительно малая доля сорбента, активно участвующего в процессе. -большое сечение горизонтальных адсорберов не обеспечивает равномерности распределения парогазовых потоков по сечению и, следовательно, и полноты использования адсорбционной емкости сорбента. -вертикальные адсорберы по сравнению с горизонтальными более рациональны в исполь- зовании. -горизонтальные конструкции целесообразно применять при очистке больших количеств газа от хорошо сорбирующихся примесей. |
| Адсорберы с движущимся слоем адсорбента. 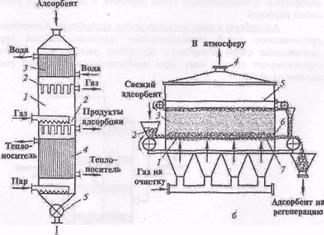 | - высокая скорость парогазового потока в шихте (по сравнению со скоростями в стационарном слое); - высокий коэффициент использования сорбента; - отсутствие энергозатрат на периодическое нагревание и охлаждение в одном и том же аппарате; - возможность полной автоматизации и простота обслуживания. | - высокие требования к прочности зернистого сорбента (необходимо использовать высокопрочные адсорбенты сферической формы); - необходимость применения дорогостоящего теплоносителя; - эрозия аппаратуры; - низкий коэффициент теплопередачи, что требует большие площади теплообменных поверхностей в колонне (холодильник, десорбер) |
Таким образом, правильный выбор аппарата, позволяет обеспечивать безопасные условия труда работающего персонала, а так же приводит к снижению негативного воздействия на окружающую среду.
-
Обоснование выбора системы очистки паровоздушной смеси